




SA387Gr11CL2焊接要点
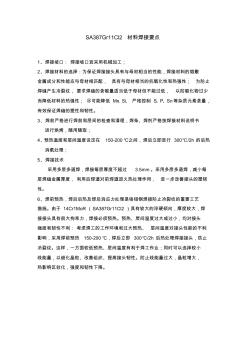
sa387gr11cl2材料焊接要点 1、焊接坡口:焊接坡口宜采用机械加工; 2、焊接材料的选择:为保证焊接接头具有与母材相当的性能,焊接材料的熔敷 金属成分和性能应与母材相匹配,具有与母材相当的抗氧化性和热强性;为防止 焊缝产生冷裂纹,要求焊缝的含碳量适当低于母材但不能过低,以防碳化物过少 而降低材料的热强性;尽可能降低mn、si,严格控制s、p、sn等杂质元素含量, 有效保证焊缝的塑性和韧性。 3、焊前严格进行焊前和层间的检查和清理,焊条、焊剂严格按焊接材料说明书 进行烘烤,随用随取; 4、预热温度和层间温度设定在150-200℃之间,焊后立即进行300℃/2h的后热 消氢处理; 5、焊接技术 采用多层多道焊,焊接每层厚度不超过3.5mm。采用多层多道焊,减小每 层焊缝金属厚度,利用后焊道对前焊道退火热处理作用,进一步改善接头的塑韧 性。 6、焊前预热
SA387Gr11CL2
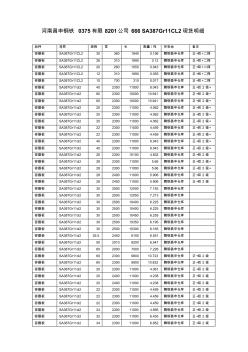
河南昌申钢铁0375有限8201公司666sa387gr11cl2现货明细 品种材质规格宽长数量/吨存货地备注 容器板sa387gr11cl23036018400.156舞钢昌申仓库正+回+二探 容器板sa387gr11cl22631018900.12舞钢昌申仓库正+回+二探 容器板sa387gr11cl22026010500.043舞钢昌申仓库正+回+二探 容器板sa387gr11cl21231018900.055舞钢昌申仓库正+回+二探 容器板sa387gr11cl2107003100.017舞钢昌申仓库正+回+二探 容器板sa387gr11cl2402300110008.043舞钢昌申仓库正+回2级+ 容器板sa387gr11cl26023001000010.
编辑推荐下载

SA387Gr11cl2、现货资源
格式:pdf
大小:141KB
页数:6P
 4.8
4.8
sa387gr11cl2现货资源 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl2822009000
新入SA387Gr11CL2库存,SA387Gr11CL2切割零售
格式:pdf
大小:81KB
页数:3P
4.7
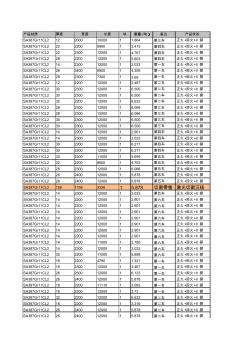
产品材质厚度宽度长度块重量(吨)备注产品状态 sa387gr11cl21220001000011.884第三车正火+回火+ii探 sa387gr11cl2222200899013.415第四车正火+回火+ii探 sa387gr11cl22223001200014.767第四车正火+回火+ii探 sa387gr11cl22822001200015.803第四车正火+回火+ii探 sa387gr11cl21423001200013.033第一车正火+回火+ii探 sa387gr11cl2262400890014.359第一车正火+回火+ii探 sa387gr11cl2282300730013.69第一车正火+回火+ii探 sa387gr11cl212220012
SA387Gr11Cl2新材料焊接工艺评定热门文档

临氢SA387Gr11CL2哪家交货有优势?
格式:pdf
大小:656KB
页数:2P
4.8
临氢sa387gr11cl2钢板供货技术条件 1.热轧、控轧合同20天交货。 2.正火合同35天交货(抗氢钢、hic、r-hic需50天) 3.正火+回火合同50天交货 4.调质合同65天交货 如有特殊要求可以协商(最后一页有联系方式) 1.适用范围 本技术条件适用于≤120mm厚的sa387gr11cl2钢板。 2.尺寸、外形、重量及允许偏差 钢板的尺寸、外形、重量及允许偏差应符合gb713-2008标准之规定。 3.技术要求 3.1化学成分 钢板的化学成分应符合表1的规定。 表1wt% 成分csi*mn*pscrmonicu 熔炼 分析 ≤0.170.50~ 0.80 0.40~ 0.65 ≤ 0.010 ≤ 0.012 1.00~ 1.50 0.45~ 0.65 ≤0.20≤0.20 成品
 SA387Gr11Cl2N钢板的SMAW焊接
SA387Gr11Cl2N钢板的SMAW焊接 SA387Gr11Cl2N钢板的SMAW焊接
格式:pdf
大小:95KB
页数:未知
4.4
0.前言 近一时期,公司承揽的中国石化股份有限公司某分公司一台反应氢/反应产物换热器,其壳体部分材质为sa387gr11cl2n钢板,最大厚度为50㎜,直径为2000㎜,设计温度为430℃。sa387gr11cl2n为美国asme的牌号,与sa387gr11cl2n钢板的力学性能及化学成分相当的国产钢板牌号为14cr1mor。本次试验主要针对sa387gr11cl2n的smaw焊接进行工艺评定,以便制定出合理的焊接工艺规程。
焊接工艺评定 (2)
格式:pdf
大小:352KB
页数:12P
4.4
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯

焊接工艺评定 (2)
格式:pdf
大小:132KB
页数:7P
4.6
焊接工艺评定 编号:th2010-gws/di-5 评定单位唐山市天鸿建筑安装工程有限公司 评定日期2010年11月6日 №§焊接工艺指导书⑴ 单位名称:唐山市天鸿建筑安装工程有限公司 焊接工艺指导书编号th2010-gws/di-5日期2010.8.17焊接工艺评定报告编号th2010-gws/di-5 焊接方法氩电联焊机械化程度(手工、半自动、自动)手工 焊接接头:管对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 坡口形式:v 衬垫(材料及规格) 其他: 60°±5 1 2 母材: 类别号i组别号i-1与类别号i组别号i-1 相焊及标准号gb/t8163-2008钢号20与标准号gb/t8163-2008钢号20相焊 厚度范围: 母材:对接焊缝1

SA387Gr11Cl2新材料焊接工艺评定精华文档
焊接工艺评定11
格式:pdf
大小:243KB
页数:9P
4.4
pe管焊接工艺评定 第一条通过对燃气聚乙烯管道热熔对接焊接、电熔承插焊接及 电熔鞍形焊接接头性能的评价,验证拟定焊接工艺及参数的正确性。 第二条进行燃气聚乙烯管道焊接工艺评定时,应符合以下基本 规定: (一)焊接用管道元件应当符合本规范第二章的要求; (二)焊接应当由施工单位技能熟练的焊工操作; (三)焊接设备应当满足本规范第五章的规定,所用仪表应当在 计量的有效期内且处于正常工作状态; (四)焊接工艺评定所用试件的切割、刮削、组对及清理等工艺 措施的操作规程,应当符合本规程第六章的规定; (五)焊接工艺评定试件的检验试验,应当由国家质检总局认可 的检验单位或机构进行。检验试验的单位或机构应当做好相关试验的 记录工作,检验完成后应当提供焊接工艺评定报告。评定报告格式见 附件2。另外焊接工艺评定报告应由施工单位根据检验记录完成。 第三条评定原则 (一)对于热熔对接焊接,当出现以
ASME SA-387M GR22CL2管线钢药芯焊丝打底焊接工艺 ASME SA-387M GR22CL2管线钢药芯焊丝打底焊接工艺
格式:pdf
大小:163KB
页数:3P
4.8
0引言炼油厂内管线工作环境恶劣,管道中介质压力高、管壁厚、多种口径,从而对管道焊接提出了越来越高的要求。在管道焊接过程中,由于焊接热作用和冶金作用改变了焊接区域的母材力学性能,使得焊接接头及热影响区成为管道运行的薄弱环节。
WI03-11焊接工艺评定规则
格式:pdf
大小:101KB
页数:10P
4.6
-1- 焊接工艺评定规则 wi03-11 1、总则 1.1、适用范围 本规则适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保 护焊、钨极气体保护焊、电渣焊、耐蚀层堆焊等的焊接工艺评定。 1.2、编制依据 本规则的编制依据为jb4708-99《钢制压力容器焊接工艺评定》。 2、一般要求 2.1、焊接工艺评定程序: 拟定焊接工艺指导书→施焊试件→检验试件,制取试样→检验试样→提出 焊接工艺评定报告→比较验证焊接工艺的正确性。 2.2、焊接工艺评定所用的设备、仪表应处于正常工作状态,钢材、焊接材料必 须符合相应的标准,由厂焊接技能熟练的焊工焊接试件,焊接试件过程在厂进 行。 2.3、评定对接焊缝或工艺时,采用对接焊缝试件;对接焊缝试件评定合格的焊 接工艺亦适用于角焊缝;评定非受压角接焊缝工艺时,可仅采用角接焊缝试件。 (焊缝的分类方法见gb/t3375-94)。 2.4、
焊接工艺评定
格式:pdf
大小:75KB
页数:11P
4.7
1.焊接工艺评定 在焊接产品制造过程中,产品的焊接工艺是否合理、先进,关系到产品的质量。通过金属焊接 性试验或根据有关焊接性能的技术资料,可以制定产品的焊接工艺,然而,这样制定的焊接工艺不 能直接用于焊接施工。为了确保产品的质量,在正式焊接施工之前,还必须进行焊接工艺评定。不 仅如此,对于已经评定合格并在生产中应用的很成熟的工艺,若因某种原因需要改变一个或一个以 上的焊接工艺参数,也需要重新进行焊接工艺评定。 世界上许多国家,对于重要的焊接结构都制定了焊接工艺评定标准或法规,我国也制定了一些 焊接产品的的焊接工艺评定标准,如jb4708-2000《钢制压力容器焊接工艺评定》、《蒸汽锅炉安全技 术监察规程》中的附录ⅰ“焊接工艺评定”、gb50236-98《现场设备、工业管道焊接工程施工及验收 规范》、jgj81-2002《建筑钢结构焊接工艺规程》中的第五章“焊接工艺试验”、sy/t0
SA387Gr11Cl2新材料焊接工艺评定最新文档
焊接工艺评定5
格式:pdf
大小:191KB
页数:14P
4.6
焊接工艺指导书 编号:sjywh07–03a 中国第十九冶金建设公司武汉公司 中国第十九冶金建设公司武汉公司 焊接工艺指导书 共2页第1页 单位名称:中国第十九冶金建设公司武汉公司 焊接工艺指导书编号sjywh07-03a日期2007/8/30焊接工艺评定报告编号sjywh07-03b 焊接方法gtaw(钨极氩弧焊)smaw(手工电弧焊)机械化程度手工■半自动□自动□ 焊接接头:简图: 坡口形式v型坡口对接 衬垫(材料及规格)/ 其他/ 母材: 类别号p1组别号1-1与类别号p8组别号8-1相焊及 标准号钢号20#钢管与标准号钢号ocr18ni9钢管相焊 厚度范围: 母材:对接焊缝2.5~6mm角焊缝不限 管子直径、壁厚范围:对接焊缝直径不限、3.5≤t≤10角焊缝不限 焊缝金属厚度范
焊接工艺评定
格式:pdf
大小:352KB
页数:12P
4.7
eniso15614-1:2004焊接工艺评定计划 编制:审核: 日期: eniso15614-1:2004焊接工艺评定计划 1 目录 1.评定内容⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 2.评定焊工⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 3.焊接设备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 4.焊接场地⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 5.焊接试板准备⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 6.点焊及钢印⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯..2 7.焊接⋯⋯⋯..⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯

(最新)焊接工艺评定报告 (2)
格式:pdf
大小:391KB
页数:16P
4.7
焊接工艺评定报告 编号:hp** 母材材质:s31803 母材厚度:20mm 焊接材料:e2209 焊接方法:smaw 山东***********有限公司 年月日 山东***** 有限公司 焊接工艺评定报 告目录 报告编号hp**共12页 版次01 目 录 页 次 1、焊接工艺评定报告-------------------------------------------------1 2、焊接工艺指导书----------------------------------------------------2 3、焊接施焊记录-------------------------------------------------------3 4、外观和无损检验记录----------------------------------------

栓钉焊焊接工艺评定报告(1)
格式:pdf
大小:39KB
页数:1P
4.7
共4页第1页 评定报告编号 工艺指导书编号 依据标准 施焊日期 焊 工胡朝阳资格代号级 别中级 施焊材料圆柱头焊钉牌 号规 格热处理或表面状态 母材钢号钢板16mn20mm焊接面打磨至金属光泽 穿透焊板材楼承板高强板1.2mm焊接面打磨金属焊 焊钉钢号ml15ml15d19无油污等 瓷环牌号∕∕ф19烘干制度(℃×h) 焊接方法栓钉机碰焊焊接位置平焊接头形式 焊接工艺参数 焊接设备型号电源及极性 备 注 评 定 审 核(签章) 技术负责 制取并检验试样、测定性能,确定试验记录正确,评定结果为: 焊接条件及工艺参数适用范围应按本评定指导书规定执行。 评定结论: 年 月 日 年 月 日 年 月 日 检测评定单位: 年 月 日 本评定按<<建筑钢结构焊接技术规程>>jgj81-2002, j218-2002规定,根据工

焊接工艺和焊接工艺评定的对话
格式:pdf
大小:29KB
页数:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte

焊接工艺评定报告1(1)
格式:pdf
大小:128KB
页数:7P
4.7
焊接工艺评定报告 钢结构 评定报告编号agp13-10 填报日期2013.06.10 试件焊接条件 1、母材q235b 2、母材类别号ⅱ+ⅰ 3、焊接方法手工电弧焊(d) 4、焊接位置垂直俯位 5、坡口形式v(单v型) 6、母材厚度10mm4mm 7、管子直径ф133 8、填充材料e4303 9、热处理/ 10、焊接设备及型号ax4--300 河南振兴建设工程集团有限公司 焊接工艺评定结论 1、焊接试验的经过 焊接工艺评定试件于2013年6月10日在焊接场地由焊工李晓阳焊 接,焊接部位20mm范围内的油锈清除干净,用手工电弧焊焊妥。焊接场 地的环境温度31℃,相对温度55%。 试验负责人: 2、结论

14Cr1MoR压力容器用钢板GBT713美标SA387Gr11CL2
格式:pdf
大小:251KB
页数:14P
4.3
品种材质规格宽长 数量 [吨]存货地 锅炉容器板14cr1mor62300100001.137舞钢 锅炉容器板14cr1mor8220060000.860舞钢 锅炉容器板14cr1mor8220091501.312舞钢 锅炉容器板14cr1mor82250100001.466舞钢 锅炉容器板14cr1mor82200116501.680舞钢 锅炉容器板14cr1mor8192061400.768舞钢 锅炉容器板14cr1mor1264025000.151舞钢 锅炉容器板14cr1mor1264057000.344舞钢 锅炉容器板14cr1mor1265012400.076舞钢 锅炉容器板14cr1mor14150023000.379舞钢 锅炉容器板14cr1m

实验1焊接工艺评定
格式:pdf
大小:455KB
页数:8P
4.6
焊接工艺评定实验指导书 根据机标jb4708-2000《钢制压力容器焊接工艺评定》,焊接工艺评定(welding procedurequalification)是为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及 结果评价。焊接工艺评定工作是整个焊接工作的前期准备,是制订焊接工艺文件的依据, 是验证焊接接头设计力学性能的试验。考虑到经济性和评定数量、时间限制,一般不可 能对所有的焊接工艺规程进行焊接试验,而是选择一些典型的、有代表性的工艺进行焊 接工艺评定试验,因此在设计焊接工艺评定试验时要重点考虑项目的相关覆盖。 目前我国大量建设的大型液化天然气储罐主要采用含镍9%的06ni9低温钢,开始 全部从欧美和日本进口,2007年后,鞍钢和太钢才开始试生产成功。06ni9钢从-196℃ 的超低温到室温一直保持很高的冲击韧性,2006年新日铁开发成功液化天然气储罐用超

焊接工艺评定报告(1)
格式:pdf
大小:397KB
页数:45P
4.6
古城副井行政办公楼 钢结构挑檐手工电弧焊焊接工艺评定报告 编制部门: 编制: 审定: 批准部门: 批准: 手工电弧焊焊接工艺评定报告 1.评定材质: 16mn钢材评定厚度δ=36mm 2.评定目的: 为了验证施焊中的焊接工艺性的正确性。 3.评定接头形式: 背部带衬板的组合焊缝。 衬板和腹翼板应根据拼点规定,点焊牢固,每一边都有拼点焊缝。 施焊分9层焊接,采用直线运条,当焊宽超过3-4φ焊时采用分道 焊。其中φ焊为焊条直径。 4.参数选择: 打底层:φ3.2mme5015i=120±10(a)u=22±2(v)v=10± 1cm/min 其余层:φ4mme5015i=190±10(a)u=22±2(v)v=13±1m/h 随着焊缝宽度增加,对焊速可作相应的调整. 焊接材质都选用j506或j507焊接. 5.极性及电流种类
焊接工艺评定报告1.doc22
格式:pdf
大小:21KB
页数:1P
4.5
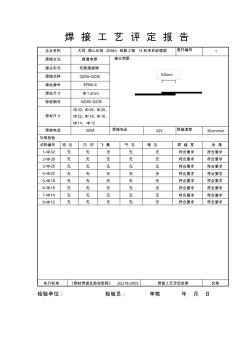
焊接工艺评定报告 企业名称大同-房山ⅲ回500kv线路工程14标项目经理部委托编号1 焊接方法普通电焊接头简图: 接头形式双面搭接焊 焊接式样q235-q235 焊丝牌号er50-6 焊丝尺寸φ1.2mm 母材钢号q235/q235 母材尺寸 φ32、φ28、φ25、 φ22、φ18、φ16、 φ14、φ12 焊接电流320a焊接电压32v焊接速度30cm/min 外观检验: 试样编号咬边内凹飞溅气孔错边焊缝宽余高 1-φ32无无无无无符合要求符合要求 2-φ28无无无无无符合要求符合要求 3-φ25无无无无无符合要求符合要求 4-φ22无无无无无符合要求符合要求 5-φ18无无无无无符合要求符合要求 6-φ16无无无
SA387Gr11Cl2新材料焊接工艺评定相关
文辑推荐
知识推荐
百科推荐


职位:项目安全检查员
擅长专业:土建 安装 装饰 市政 园林


