

SA387Gr11CL2焊接要点
格式:pdf
大小:363KB
页数:3P
人气 :54
 4.8
4.8
SA387Gr11Cl2 材料焊接要点 1、焊接坡口: 焊接坡口宜采用机械加工; 2、焊接材料的选择:为保证焊接接头具有与母材相当的性能,焊接材料的熔敷 金属成分和性能应与母材相匹配, 具有与母材相当的抗氧化性和热强性; 为防止 焊缝产生冷裂纹, 要求焊缝的含碳量适当低于母材但不能过低, 以防碳化物过少 而降低材料的热强性; 尽可能降低 Mn、Si, 严格控制 S、P、Sn等杂质元素含量, 有效保证焊缝的塑性和韧性。 3、焊前严格进行焊前和层间的检查和清理,焊条、焊剂严格按焊接材料说明书 进行烘烤,随用随取; 4、预热温度和层间温度设定在 150-200℃之间,焊后立即进行 300℃ /2h 的后热 消氢处理; 5、焊接技术 采用多层多道焊,焊接每层厚度不超过 3.5mm。采用多层多道焊,减小每 层焊缝金属厚度, 利用后焊道对前焊道退火热处理作用, 进一步改善接头的塑韧 性。 6、焊前预热



SA387Gr11CL2
河南昌申钢铁0375有限8201公司666sa387gr11cl2现货明细 品种材质规格宽长数量/吨存货地备注 容器板sa387gr11cl23036018400.156舞钢昌申仓库正+回+二探 容器板sa387gr11cl22631018900.12舞钢昌申仓库正+回+二探 容器板sa387gr11cl22026010500.043舞钢昌申仓库正+回+二探 容器板sa387gr11cl21231018900.055舞钢昌申仓库正+回+二探 容器板sa387gr11cl2107003100.017舞钢昌申仓库正+回+二探 容器板sa387gr11cl2402300110008.043舞钢昌申仓库正+回2级+ 容器板sa387gr11cl26023001000010.

SA387Gr11cl2、现货资源
sa387gr11cl2现货资源 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl28220090001.243舞钢正+回2级 容器板sa387gr11cl2822009000
编辑推荐下载
新入SA387Gr11CL2库存,SA387Gr11CL2切割零售
格式:pdf
大小:81KB
页数:3P
4.7
产品材质厚度宽度长度块重量(吨)备注产品状态 sa387gr11cl21220001000011.884第三车正火+回火+ii探 sa387gr11cl2222200899013.415第四车正火+回火+ii探 sa387gr11cl22223001200014.767第四车正火+回火+ii探 sa387gr11cl22822001200015.803第四车正火+回火+ii探 sa387gr11cl21423001200013.033第一车正火+回火+ii探 sa387gr11cl2262400890014.359第一车正火+回火+ii探 sa387gr11cl2282300730013.69第一车正火+回火+ii探 sa387gr11cl212220012
SA387Gr11CL2焊接要点热门文档

临氢SA387Gr11CL2哪家交货有优势?
格式:pdf
大小:656KB
页数:2P
4.8
临氢sa387gr11cl2钢板供货技术条件 1.热轧、控轧合同20天交货。 2.正火合同35天交货(抗氢钢、hic、r-hic需50天) 3.正火+回火合同50天交货 4.调质合同65天交货 如有特殊要求可以协商(最后一页有联系方式) 1.适用范围 本技术条件适用于≤120mm厚的sa387gr11cl2钢板。 2.尺寸、外形、重量及允许偏差 钢板的尺寸、外形、重量及允许偏差应符合gb713-2008标准之规定。 3.技术要求 3.1化学成分 钢板的化学成分应符合表1的规定。 表1wt% 成分csi*mn*pscrmonicu 熔炼 分析 ≤0.170.50~ 0.80 0.40~ 0.65 ≤ 0.010 ≤ 0.012 1.00~ 1.50 0.45~ 0.65 ≤0.20≤0.20 成品

14Cr1MoR压力容器用钢板GBT713美标SA387Gr11CL2
格式:pdf
大小:251KB
页数:14P
4.3
品种材质规格宽长 数量 [吨]存货地 锅炉容器板14cr1mor62300100001.137舞钢 锅炉容器板14cr1mor8220060000.860舞钢 锅炉容器板14cr1mor8220091501.312舞钢 锅炉容器板14cr1mor82250100001.466舞钢 锅炉容器板14cr1mor82200116501.680舞钢 锅炉容器板14cr1mor8192061400.768舞钢 锅炉容器板14cr1mor1264025000.151舞钢 锅炉容器板14cr1mor1264057000.344舞钢 锅炉容器板14cr1mor1265012400.076舞钢 锅炉容器板14cr1mor14150023000.379舞钢 锅炉容器板14cr1m

临氢14Cr1MoR(临氢SA387Gr11CL2)、14Cr1MoR(H)钢板技术条件
格式:pdf
大小:38KB
页数:3P
4.7
临氢14cr1mor(临氢sa387gr11cl2)、14cr1mor(h)钢板技术条件 本技术由河南博正钢铁贸易有限公司市场部李纲提供,订货请参照第5项 1、适用范围 本技术条件适用于中温压力容器受压元件用厚度≤150mm的钢板。 2、引用标准:gb713-2008 3、尺寸、外形、重量及允许偏差 3.1钢板的尺寸、外形、重量及允许偏差应符合gb/t709标准的规定。 3.2厚度偏差按gb/t709的b类或c类执行,在合同中注明。 3.3钢板理论重量交货,理论计重采用的厚度为钢板允许的最大厚度和最小厚度的算术平均值。钢的密 度为7.85g/㎝3 4、技术要求 4.1化学成分 钢的化学成分应符合表1的规定(wt%) 5、订购联系人:李纲137*818*72616qq1178*42041 表1 成分 分析 csimn

14Cr1MoR(临氢SA387Gr11CL2)、14Cr1MoR(H)钢板技术条件
格式:pdf
大小:39KB
页数:3P
4.7
14cr1mor(临氢sa387gr11cl2)、临氢14cr1mor(h)钢板技术条件 本技术由舞钢市宗伟物资有限公司李纲提供,订货请参照第5项 以钢的信誉、铁的承诺为诚信经营理念,以创新适应市场、以信誉赢得市场为广 大客商提供优质服务。 1.及时准确报价、签订合同。为了客户节省时间,提高效率。 2.快速向钢厂下合同,及时给客户反馈原材料生产计划进度。 3.及时安排催货、验货,严格把好质量关。 4.强大的运输团队,发货速度快,随车带有出库明细,方便客户查收货物。 5.及时寄送发票、材质书,方便客户验收入库。 1、适用范围 本技术条件适用于中温压力容器受压元件用厚度≤150mm的钢板。 2、引用标准:gb713-2008 3、尺寸、外形、
SA387Gr11CL2(1.25Cr-0.5Mo)美标压力容器用合金钢板
格式:pdf
大小:1.4MB
页数:72P
4.7
公司名称品种材质规格mm宽 舞钢鑫泽钢铁容器板sa387gr11cl252000 舞钢鑫泽钢铁容器板sa387gr11cl251800 舞钢鑫泽钢铁容器板sa387gr11cl262000 舞钢鑫泽钢铁容器板sa387gr11cl262000 舞钢鑫泽钢铁容器板sa387gr11cl262000 舞钢鑫泽钢铁容器板sa387gr11cl261950 舞钢鑫泽钢铁容器板sa387gr11cl262000 舞钢鑫泽钢铁容器板sa387gr11cl262500 舞钢鑫泽钢铁容器板sa387gr11cl262500 舞钢鑫泽钢铁容器板sa387gr11cl262500 舞钢鑫泽钢铁容器板sa387gr11cl262450 舞钢鑫泽钢铁容器板sa387gr11cl262000 舞钢鑫泽钢铁容器板
SA387Gr11CL2焊接要点精华文档
 SA387-Gr.11与SUS304异种钢的焊接
SA387-Gr.11与SUS304异种钢的焊接 SA387-Gr.11与SUS304异种钢的焊接
格式:pdf
大小:186KB
页数:3P
4.5
通过对异种钢焊接性能分析,采用堆焊过渡层的方法,比较焊接接头的金相组织、熔合区宽度和力学性能等,提出在sa387-gr.11材料基体上堆焊ni基材料,经热处理后,再与sus304材料用ni基材料焊接,能够获得较满意的异种钢接头,对其他形式的异种钢接头也有一定的参考价值。
ASME SA-387M GR22CL2管线钢药芯焊丝打底焊接工艺 ASME SA-387M GR22CL2管线钢药芯焊丝打底焊接工艺
格式:pdf
大小:163KB
页数:3P
4.8
0引言炼油厂内管线工作环境恶劣,管道中介质压力高、管壁厚、多种口径,从而对管道焊接提出了越来越高的要求。在管道焊接过程中,由于焊接热作用和冶金作用改变了焊接区域的母材力学性能,使得焊接接头及热影响区成为管道运行的薄弱环节。
改善SA387Gr11CL1(H)钢焊缝低温韧性的试验研究 改善SA387Gr11CL1(H)钢焊缝低温韧性的试验研究
格式:pdf
大小:295KB
页数:6P
4.6
某台sa387gr11cl1(h)钢冷换设备的产品焊接试板在进行力学性能试验时,焊缝-18℃冲击功不合格。通过分析研究和焊接工艺试验,查明了导致焊缝韧性不合格的原因。经过多次热处理试验,确立了适合的热处理工艺,运用于该台设备壳体焊缝中,显著提高了原焊缝的韧性,取得了良好效果。
气化炉用00Cr17Ni14Mo2接管与SA-387Gr11CL2/316L壳体的焊接 气化炉用00Cr17Ni14Mo2接管与SA-387Gr11CL2/316L壳体的焊接
格式:pdf
大小:482KB
页数:3P
4.5
通过分析气化炉用00cr17ni14mo2不锈钢接管与sa-387gr11cl2/316l壳体的焊接特点,选取最合适的焊接工艺和焊接材料。对焊接接头进行了拉伸、弯曲、冲击试验,对接头的显微组织进行了观察与分析。结果表明,采用镍基填充金属,可以获得性能可靠的焊接接头。
SA516Gr70钢大型拼焊封头焊接工艺研究 SA516Gr70钢大型拼焊封头焊接工艺研究
格式:pdf
大小:181KB
页数:6P
4.4
介绍了sa516gr70钢大型封头的拼焊工艺。研究了退火温度对力学性能的影响及焊接线能量对焊接接头韧性的影响,并对选用的sa516gr70钢焊接材料进行了焊接接头的抗硫化物应力腐蚀开裂(ssc)试验及h2s环境氢致开裂(hic)试验。通过sa516gr70钢焊接试板试验,确定了sa516gr70钢大型拼焊封头成型后正火(水冷)+回火的热处理工艺。
SA387Gr11CL2焊接要点最新文档
SA335P91钢的焊接工艺
格式:pdf
大小:49KB
页数:5P
4.6
sa335p91钢的焊接工艺 sa335p91钢是一种改进型的9cr-1mo钢,是由美国橡树岭国家实验室和美国燃 烧公司研究开发的,它是一类在9cr-1mo钢基础上加入了v、nb、n、ti、al 合金元素的改进型的新钢种。由于该钢种具有良好的抗高温氧化和抗蠕变性能, 同时热强性好,能有效地减轻结构自重,因而近几十年应用在美、欧、日等发达 国家的电站设备中。我国也从20世纪90年代中期引进了该钢种,并应用于十余 座火力发电厂中,但由于p91钢属马氏体钢,具有一定冷裂倾向和接头脆化倾向, 因而对焊接工艺和热处理工艺有严格的要求,操作技术上也有一些特点。 1焊接材料及方法 (1)p91钢管规格为¢325.5mm×29.5mm,焊接材料由aec提供,包括¢2.4mm 的cm-91g焊丝,¢3.2mm和¢4.0mm的cromocord9m焊条。 (2)焊接工艺为手工钨极
低合金高强钢SA517Gr.F的焊接 低合金高强钢SA517Gr.F的焊接
格式:pdf
大小:128KB
页数:2P
4.6
压力容器为特殊行业,对焊缝性能提出了更高的要求,而sa517gr.f的焊接性能相对较差,且焊后热处理温度对焊缝的冲击韧性影响大。通过多次焊接试验,确定了比较合适的焊接工艺及焊后热处理工艺,保证了焊缝的性能。
SA516GR70/316L不锈钢复合板的焊接 SA516GR70/316L不锈钢复合板的焊接
格式:pdf
大小:179KB
页数:1P
4.5
不锈钢复合板用于大型高、中压抗腐蚀容器,在焊接过程中除保证基层机械性能外,还存不锈钢复合层焊缝经长时间在其敏化温度区间停留后,如何保证其抗晶间腐蚀性能的问题,借鉴长期生产实践经验,经过试验,确定了适当的焊接材料和合理的焊接工艺,取得了焊接sa516gr70/316l的满意结果,进一步积累了不锈钢复合板的焊接经验。
13-14年11焊接成绩
格式:pdf
大小:73KB
页数:4P
4.7
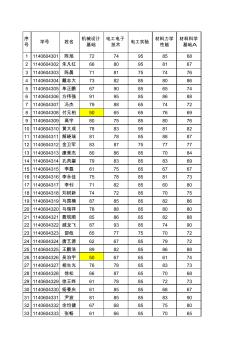
序 号 学号姓名 机械设计 基础 电工电子 技术 电工实验 材料力学 性能 材料科学 基础a 11140604301陈旭7274958568 21140604302朱凡红6680958167 31140604303陈晨7181757476 41140604304戴志大7382858086 51140604305单正鹏6790856574 61140604306方伟强9195858688 71140604307冯杰7988657472 81140604308付元柏5065657669 91140604309高宇8075858076 101140604310黄大成7883958182 111140604311解晓瑞8178858887 12
SA213-T9合金耐热钢焊接技术 SA213-T9合金耐热钢焊接技术
格式:pdf
大小:227KB
页数:2P
4.5
通过对sa213-t9中合金耐热钢的可焊性分析,合理选择焊接方法及工艺参数,使焊接接头满足了使用性能。
SA387Gr11Cl2N钢板的SMAW焊接 SA387Gr11Cl2N钢板的SMAW焊接
格式:pdf
大小:95KB
页数:未知
4.4
0.前言 近一时期,公司承揽的中国石化股份有限公司某分公司一台反应氢/反应产物换热器,其壳体部分材质为sa387gr11cl2n钢板,最大厚度为50㎜,直径为2000㎜,设计温度为430℃。sa387gr11cl2n为美国asme的牌号,与sa387gr11cl2n钢板的力学性能及化学成分相当的国产钢板牌号为14cr1mor。本次试验主要针对sa387gr11cl2n的smaw焊接进行工艺评定,以便制定出合理的焊接工艺规程。
SA738 GR B低合金调质钢焊接性研究 SA738 GR B低合金调质钢焊接性研究
格式:pdf
大小:98KB
页数:未知
4.4
对国产美标钢板sa738grb的焊接性能进行研究,分析了钢板在焊接过程中的冷裂倾向,热影响区淬硬倾向及韧性降低问题,进行预热温度的计算及确定,裂纹敏感性试验及焊接工艺评定,验证了该钢的焊接性能。
SA203Gr.D低温钢多道焊焊接性能试验研究 SA203Gr.D低温钢多道焊焊接性能试验研究
格式:pdf
大小:495KB
页数:未知
4.5
运用光学显微镜和扫描电镜研究了sa203gr.d钢焊接接头的组织和二次电子像,通过裂纹扩展性试验(cracktipopeningdisplacement)观察焊缝区的断裂力学性能,并采用盲孔法测试得到了不同区域的残余应力分布。试验结果为sa203gr.d钢的焊接制造提供了重要的参考依据。
关于SA-213T91蛇形管焊接及组装 关于SA-213T91蛇形管焊接及组装
格式:pdf
大小:138KB
页数:未知
4.5
介绍了sa-213t91钢的特点及化学成分,分析了其焊接性能,并提出了用其制作蛇形管的注意事项。在蛇形管的制作过程中,严格按照焊接的注意事项进行焊接,使焊接质量稳定并完全符合规程要求,未发生泄漏或爆管现象,取得了良好的经济效益。
SA213-T91钢小管全氩焊接技术 SA213-T91钢小管全氩焊接技术
格式:pdf
大小:183KB
页数:未知
4.4
新型耐热钢的焊接是电站安装工程中的一个技术难关,随着电站设备参数的不断提高,新型耐热钢不断发展,焊接技术难度更大。焊接工艺是影响工程质量的关键环节,直接关系到机组的安全运行。本文阐述广东国华粤电台山发电厂一期工程5×600mw机组工程锅炉末级过热器在现场安装焊接中遇到的难点,以及解决这些难点所采取的工艺、措施和方法。实践证明该工艺措施和方法切实可行,为以后工程安装中遇到类似的情况能起到一定的参考作用。
SA387Gr11CL2焊接要点相关
文辑推荐
知识推荐
百科推荐


职位:城市建设机械员
擅长专业:土建 安装 装饰 市政 园林


