

SA213—T91钢小径管背面保护钨极氩弧焊接工艺
格式:pdf
大小:139KB
页数:3P
人气 :57
 3
3
SA213—T91钢小径管背面保护钨极氩弧焊接工艺——针对SA213-T91锕小径管背面保护鹤极氩弧焊接工艺的特点,预热、焊接过程和焊后热处理等工艺规范.以及防止焊后冷裂纹的产生等问题进行了探讨.介绍了焊接接头相应的检验结果。该工艺应用于双江发电厂一期工程3号...



 T91小径管异质钢的焊接工艺研究
T91小径管异质钢的焊接工艺研究 T91小径管异质钢的焊接工艺研究
研究了t91与10crmo910钢的异质焊接工艺,确定出预热和层间温度,选择了焊接材料,制订出相应的工艺参数和焊接、热处理工艺。通过焊接工艺试验评定表明:此焊接工艺选择适当,焊接接头的力学性能、显微组织满足要求,可以保证工程焊口质量。
T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺 T91钢+1Cr18Ni9Ti钢的小径管异种钢焊接工艺
叙述了t91钢+1cr18ni9ti钢异种钢焊接的工艺试验和工程实际应用。从理论和实际上对t91钢+1cr18ni9ti钢的焊接性、工艺性能进行了探讨,证明对于电站锅炉受热面用该类材质小径管时,采用镍基焊丝打底,镍基焊条盖面,焊前经100℃预热、小热输入焊接,焊后不进行热处理的焊接工艺是可行的。
编辑推荐下载

TA2的钨极氩弧焊单面焊双面成形焊接工艺研究
格式:pdf
大小:187KB
页数:3P
3
ta2的钨极氩弧焊单面焊双面成形焊接工艺研究——以厚度为6mm的ta2板的焊接为例,研究了工业纯钛板单面焊、双面成形的焊接工艺。该工艺采用手工钨极氩弧焊打底、自动氩弧焊焊接,有效地控制了焊接接头缺陷的产生。此工艺方法合理,获得了良好的焊缝组织和焊接接...
SA213—T91钢小径管背面保护钨极氩弧焊接工艺热门文档
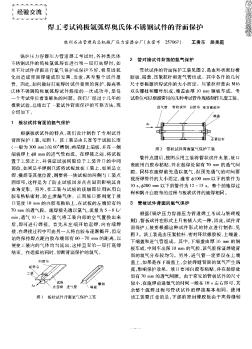
 不锈钢管钨极氩弧焊(TIG)焊接工艺
不锈钢管钨极氩弧焊(TIG)焊接工艺 不锈钢管钨极氩弧焊(TIG)焊接工艺
格式:pdf
大小:198KB
页数:3P
4.5
油、化工、机械等都与钢材打交道,无处不存在焊接,为了提高焊接质量,焊接方式也有所不同。钨极氩弧焊(tig)主要用来焊接不锈钢管,通过不锈钢材料选择、以及钨极氩弧焊(tig)保护气体选择,应用在非连续成型焊接机组上,是一种非熔化极氩弧焊,它的焊接质量高,而且成形美观。
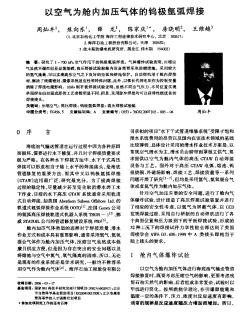
以空气为舱内加压气体的钨极氩弧焊接
格式:pdf
大小:595KB
页数:4P
3
以空气为舱内加压气体的钨极氩弧焊接——研究了1~700kpa空气作用下的钨极氩弧焊接。气体爆炸试验表明,压缩空气虽然不爆炸但是显著助燃,高压焊接试验舱舱内设备需要采取防燃措施。采用较大的氩气流量,可以实现高压空气之下良好的电弧和熔池保护。自动焊机用...
SA213—T91钢小径管背面保护钨极氩弧焊接工艺精华文档
电极因素对钨极氩弧焊焊接工艺性的影响
格式:pdf
大小:194KB
页数:4P
3
电极因素对钨极氩弧焊焊接工艺性的影响——电极因素是决定tig焊电弧物理特性的重要因素,进而直接影响到焊接的工艺性,影响到焊缝成形质量和焊接生产效率。介绍了tig焊不同的电极因素在相同规范下所表现出不同的工艺性。
浅谈钛管的手工钨极氩弧焊焊接工艺 浅谈钛管的手工钨极氩弧焊焊接工艺
格式:pdf
大小:229KB
页数:未知
4.3
本文在阐述分析工业纯钛焊接性的基础上,针对工业纯钛高温下易发生化学反应,进而使焊接接头塑性和韧性降低的问题,从焊前准备、工艺要求、焊后检验及返修等方面予以论述,总结出一套采用手工钨极氩弧焊施焊方法,保证了钛管的焊接质量。
钨极氩弧焊焊接电弧数值分析
格式:pdf
大小:198KB
页数:4P
3
钨极氩弧焊焊接电弧数值分析——以钨极氩弧焊(tig)电弧为研究对象,根据磁流体动力学理论构建了电弧数学模型,并对 tig焊接电弧进行了数值分析.数值模拟所得电弧等离子体温度分布与试验值相当吻合.在此基础上对电弧压力和电流密度进行了分析,并通过试验...
紫铜铜排软连接头钨极氩弧焊的焊接工艺
格式:pdf
大小:138KB
页数:2P
3
紫铜铜排软连接头钨极氩弧焊的焊接工艺——紫铜铜排软连接头是由两块大厚度铜板和中间多层铜皮焊接而成。主要用于铜排(母线)与发电机组、变压器及其它大型导电器设备之间的软性连接,其焊接质量的优劣,将直接影响导电系统的正常运行及其安全性能和使用寿命。
紫铜铜排软连接头钨极氩弧焊的焊接工艺 紫铜铜排软连接头钨极氩弧焊的焊接工艺
格式:pdf
大小:211KB
页数:2P
4.7
紫铜铜排软连接头是由两块大厚度铜板和中间多层铜皮焊接而成。主要用于铜排(母线)与发电机组、变压器及其它大型导电器设备之间的软性连接,其焊接质量的优劣,将直接影响导电系统的正常运行及其安全性能和使用寿命。
SA213—T91钢小径管背面保护钨极氩弧焊接工艺最新文档
T91钢管手工氩弧焊接头的显微组织
格式:pdf
大小:340KB
页数:4P
3
t91钢管手工氩弧焊接头的显微组织——对9i60.3mmx8mm的t91钢管的母材及手工氩弧焊接头进行了化学成分、力学性能和显微组织的测定。结果表明,t91钢管的化学成分、力学性能和显微组织均满足gb531o一1995的要求,焊接接头的组织为正常组织。
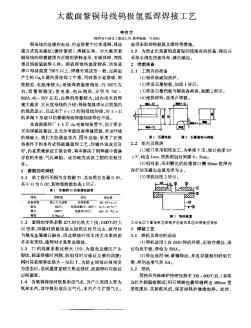
磁极线圈铜排钨极氩弧焊焊接工艺改进 磁极线圈铜排钨极氩弧焊焊接工艺改进
格式:pdf
大小:126KB
页数:3P
4.4
通过对t2纯铜进行焊接性分析,对厚截面磁极线圈t2铜排的tig焊接工艺进行合理的改进。通过改进,实现了厚截面t2铜排不需高温预热就可进行tig焊接,并经外观检查、渗透探伤及力学性能检验,各项指标均合格,达到标准要求。
 SA213-TP347H钢小径管焊接工艺
SA213-TP347H钢小径管焊接工艺 SA213-TP347H钢小径管焊接工艺
格式:pdf
大小:200KB
页数:2P
4.3
针对sa213-tp347h钢小径管焊接的特点,介绍了采用手工钨极氩弧焊焊接工艺,对焊接操作中发现的问题进行讲解并提出了应对措施,对焊工焊接技术的提高有较大的参考价值。
不锈钢管钨极氩弧焊接作业指导书
格式:pdf
大小:76KB
页数:6P
4.4
佛坪县cng储配站及cng加气站工程 焊接作业指导书 编制: 审核: 审批: 2017年5月6日 1、工程概况 佛坪县cng储配站及cng加气站工程。由车载天然气经卸气柱进入压缩机增 压或直充进入加气机。增压后依次进入储气井储气,或进入加气机通过加气机 向cng汽车加气。主物料管线系统设计压力为27.5mpa,辅助物料管道(包括 排污、放空管道)设计压力为1.6mpa,设计温度为-30℃~50℃。工艺区高 压不锈钢管道焊接采用手工乌极氩弧焊接。 管材规格长度见下表: 名称规格型号单位数量备注 不锈钢管d38*6m米1406cr19ni10 不锈钢管d32*4mm米6506cr19ni10 不锈钢管
2019年手工钨极氩弧焊接工艺指导书可行方案
格式:pdf
大小:15KB
页数:6P
4.3
手工钨极氩弧焊接工艺指导书 手工钨极氩弧焊接工艺指导书氩弧焊是用氩气作保护气体的气体保护电弧焊,焊接时从 焊枪喷嘴连续喷出保护气体氩气,以排除焊接区的空气,保护电极和溶池不受大气有害气体 的危害? ㈠手工钨极氩弧焊工艺参数 钨极氩弧焊是以高熔点钨棒做为电极,利用氩气层流保护下的钨极与工件间放电 的电弧加热焊丝及母材进行焊接?由于电弧具有良好的稳定性,即使在20~30a的 低电流下电弧还可稳定地燃烧? 手工钨极氩弧焊工艺参数主要有焊接电流?电弧电压?钨极直径?氩气流量?焊丝 直径?喷嘴直径?钨极伸出长度?焊接速度等? 1.焊接电流电流过大容易产生烧穿或焊缝下陷?咬边等缺陷,还会引起钨极烧损 或产生夹钨缺陷;电流过小,电弧燃烧不稳定甚至发生偏吹? 2.电弧电压钨极端部越尖,电压越高?过高影响气体保护效果,也会使焊缝氧化 或产生焊透不匀等
手工钨极氩弧焊
格式:pdf
大小:486KB
页数:14P
4.6
. . 焊工工艺学 第五章手工钨极氩弧焊 作者:潘秀梅 单位:辽宁省鞍山市台安县职教中心 焊接教研室 . . 第五章手工钨极氩弧焊 手工钨极氩弧焊是使用钨极作为电极,利用从焊枪喷嘴中喷出的氩气流,在 电弧区和焊接熔池周围形成严密封闭的气流,保护钨极、焊丝和焊接熔池不被氧 化的一种手工操作的气体保护电弧焊。如图 5-1所示。 手工钨极氩弧焊,可分为添加焊丝和不添 加焊丝两种方法。添加焊丝的方法是右手握焊 枪,左手持焊丝,顺着焊接方向自右向左移动, 面罩一般采用头盔式。不添加焊丝的操作方法 比较简单,只要右手握住焊枪即可。 图5-1手工钨极氩弧焊示意图 作业一手工钨极氩弧焊的基本知识 (一)手工钨极氩弧焊设备 手工钨极氩弧焊设备包括主电路系统、焊枪、供气系统、冷却系统和控制系 统等部分,如图5-2所示。 图5-2手工钨极氩弧焊设备系统图 (1)主电路系
300MW核电站燃料棒脉冲钨极氩弧焊接工艺试验 300MW核电站燃料棒脉冲钨极氩弧焊接工艺试验
格式:pdf
大小:158KB
页数:未知
4.6
本文就300mw核电站燃料棒所进行的脉冲tig焊接试验结果进行了分析,并与电子束焊接结果进行了比较,证明了脉冲tig焊接工艺完全适应于300核电站燃料棒环缝焊接。
SA213—T91钢小径管背面保护钨极氩弧焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:岩土总工
擅长专业:土建 安装 装饰 市政 园林


