

S450EW高耐蚀性耐候钢的焊接工艺
格式:pdf
大小:125KB
页数:3P
人气 :61
 4.6
4.6
通过斜Y铁研抗裂性试验、拉伸、冲击、弯曲、金相组织、疲劳和周期浸润腐蚀试验对S450EW新型高耐蚀性耐候钢焊接接头进行了研究.结果表明:采用TH650EW-Ⅱ焊丝对S450EW新型高耐蚀性耐候钢焊接时,可获得拉伸、冲击、弯曲及抗裂性能均良好的焊接接头;S450EW钢材的金相组织为回火索氏体(贝氏体+铁素体),晶粒度7~8级,非金属夹杂物中硫化物0.5~1级,氧化铝0级;与传统耐候钢相比,接头的疲劳强度和耐腐蚀性能均有大幅度提升,为我国铁路货车的实际生产提供了理论依据.



耐候钢焊接工艺
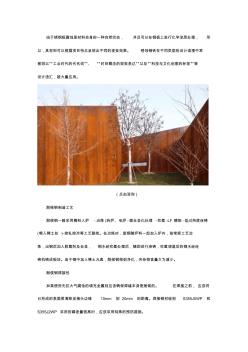
由于锈钢板腐蚀是材料自身的一种自然状态,并且可以在钢板上进行化学涂层处理,所 以,其材料可以根据项目特点呈现出不同的视觉效果。锈蚀钢铁在不同类型的设计语境中常 被冠以“工业时代的代名词”、“时间概念的视觉表达”以及“科技与文化创意的标签”等 设计语汇,被大量应用。 (点击咨询) 耐候钢制造工艺 耐候钢一般采用精料入炉-冶炼(转炉、电炉-微合金化处理-吹氩-lf精炼-低过热度连铸 (喂入稀土丝)-控轧控冷等工艺路线。在冶炼时,废钢随炉料一起加入炉内,按常规工艺冶 炼,出钢后加入脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连 铸机铸成板坯。由于钢中加入稀土元素,耐候钢得到净化,夹杂物含量大为减少。 耐侯钢焊接性 如果使用无抗大气腐蚀的填充金属则应该确保焊缝本身是耐候的。在焊接之前,应该将 已形成的表面层清除至接头边缘10mm到20mm的
 焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响
焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响 焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响
采用不同焊接工艺制备10crnisimncu钢焊接接头的腐蚀试样,通过室内挂片和电化学测试,探讨焊接工艺对焊接接头腐蚀性能的影响。分析结果认为,接头各区夹杂物、化学成分和微观组织的差别,是导致接头各区耐蚀性差异和不同种类接头耐蚀性差异的重要影响因素;熔合区由于成分、组织的不均匀,微观缺陷和焊接残余应力的存在等促使该区容易发生沟槽状腐蚀;焊接过程中输入的线能量较高,是造成埋弧焊接头的耐腐蚀性比其手工焊接头好的主要原因。
编辑推荐下载
S30408管与碳钢的焊接工艺
格式:pdf
大小:29KB
页数:1P
4.5
1 s30408管与q345r板的焊接工艺 因上海分厂订制的一批管式换热器中均采用s30408不锈钢钢管与q345r或碳钢管板进行焊接, 为保证良好的焊接接头及焊接质量,特制定本工艺方案。 1.焊接性能 q345r钢与s30408不锈钢在物理性能方面,如热导率、线膨胀系数等方面有较大差异,在焊接 过程中容易形成脆硬的马氏体组织,特别是在q345r碳钢一侧溶池边缘,容易结晶形成固态,会存 在一个成分梯度很大的过渡层及扩散层,q345r钢一侧产生脱碳层,s30408不锈钢一侧产生增碳 层,熔化的母材金属和填充金属不能充分地混合,从而容易产生焊缝裂纹;同时在q345r钢一侧的 熔合线区,奥氏体焊缝中的大量过饱和氢不是直接向大气逸出,而是向扩散系数大得多的q345r钢 扩散,形成延迟裂纹。因此,要想获得满意的焊接接头,就必须正确选择焊接方法、焊接材料和焊 接工艺。

常见的焊接工艺及钢结构焊接工艺
格式:pdf
大小:37KB
页数:14P
4.5
目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
S450EW高耐蚀性耐候钢焊接工艺热门文档

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
格式:pdf
大小:8KB
页数:4P
4.7
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
焊接工艺对SMA490BW耐候钢接头腐蚀行为的影响 焊接工艺对SMA490BW耐候钢接头腐蚀行为的影响
格式:pdf
大小:1.7MB
页数:6P
4.4
目的研究转向架焊接构架用sma490bw耐候钢及其在不同焊接工艺条件下制得的焊接接头在模拟工业大气环境下的腐蚀行为。方法采用周浸腐蚀试验方法,利用扫描电镜(sem)、x射线衍射(xrd)和能谱(eds)等方法,研究了腐蚀产物的表面形貌、锈层结构及相组成。结果在模拟工业大气环境条件下,sma490bw耐候钢母材、自动mag焊接头、手工mag焊接头的腐蚀失重率呈先增后减的变化规律,其中自动mag焊接头腐蚀失重率最小,手工mag焊接头腐蚀失重率最大,而sma490bw耐候钢母材居于两者之间。耐候钢母材及其焊接接头腐蚀产物的相组成均为γ-feooh、α-feooh、fe_2o_3和fe_3o_4。经过150h腐蚀后,耐候钢母材及其焊接接头腐蚀产物中cr、ni、cu合金元素含量有所差异,其中自动mag焊焊缝腐蚀产物中cr、ni、cu合金元素含量最高,分别为1.79%、0.23%、0.17%。cr、ni、cu合金元素将直接对耐候钢母材及其焊接接头耐腐蚀性产生影响。结论与手工mag焊接头相比,自动mag焊接头耐蚀性较高的主要原因是焊缝中主要抑制锈层腐蚀的cr、ni、cu合金元素含量较高。
Q450NQR1高强耐候钢的焊接
格式:pdf
大小:74KB
页数:3P
4.4
金属铸锻焊技术casting·forging·welding2010年4月 hotworkingtechnology2010,vol.39,no.07 ●生产应用● 收稿日期:2009-11-11 作者简介:孙明慧(1982-),男,辽宁朝阳人,硕士,现主要从事焊接 相关知识的教学及材料焊接工艺的研究工作; 电话:15307645767;e-mail:mycc0716@163.com 耐候钢即耐大气腐蚀钢,合金系以cu、p为主, 配以cr、mn、ti、ni、nb等合金元素,使其在金属基 本表面上形成保护层,以提高钢材的耐候性能。为了 和以前应用的耐候钢有所区分,将屈服强度≥400 mpa、抗拉强度≥500mpa的耐候钢称为高强度耐 候钢。高强耐候钢的特点是强度高,塑性稍低,低温 冲击性能高。在普通耐候钢中以09cupt
S450EW高耐蚀性耐候钢焊接工艺精华文档

Q345R钢与S30408钢异种钢焊接工艺的研究
格式:pdf
大小:7KB
页数:2P
4.7
摘要:q345r钢与s30408钢的异种材料焊接,在压力容器制造中应用很广泛。该文详细介 绍了两种材质的焊接特点,并对其焊缝进行射线检验、力学性能、弯曲性能、化学成分分析 及金相组织观察。结果表明,采取合理的工艺措施,可以获得无焊接缺陷的焊缝,避免了焊 接接头出现脆性马氏体组织,可以控制碳的扩散。而且,焊接接头的拉伸性能、冲击性能、 弯曲性能、化学成分及金相组织均能满足要求。 关键词:q345r钢a30408钢焊接异种材料 中图分类号:tg457.11文献标识码:a文章编号:1674-098x(2014)02(a)-0070-02 在压力容器的制造中,为了免除一些焊缝的热处理,存在着大量异种材料的焊接接头。 由于异种材料在物理性能方面如熔化温度、导热系数、线膨胀系数和电阻系数等方面存在明 显差异,所以其焊接具有一定的难度。 某反应器的接管与外接管路材质
铜包钢焊接工艺
格式:pdf
大小:1.4MB
页数:6P
4.7
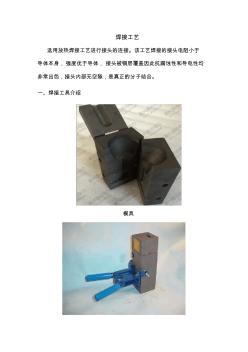
焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体,接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (ⅰ)使模夹置于打开状态 (ⅱ)松开模夹固定栓锁扣 (ⅲ)取出固定栓 (ⅳ)调整调节螺丝,逆时针旋转(松),反之则紧 (ⅴ)插入固定栓与锁扣 (ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等), 驱除水气。久未使用的模具内含有水分,尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧密度对熔接的效

焊接工艺和焊接工艺评定的对话
格式:pdf
大小:29KB
页数:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte

铜包钢焊接工艺
格式:pdf
大小:1.4MB
页数:7P
4.4
铜包钢焊接工艺 焊接工艺 选用放热焊接工艺进行接头的连接。该工艺焊接的接头电阻小于 导体本身,强度优于导体,接头被铜层覆盖因此抗腐蚀性和导电性均 非常出色,接头内部无空隙,是真正的分子结合。 一、焊接工具介绍 模具 模具和模具夹 焊药、引火药及合金托片 引火枪 二、模具与模夹的选用及焊接前准备工作 1、调节方法如下: (ⅰ)使模夹置于打开状态 (ⅱ)松开模夹固定栓锁扣 (ⅲ)取出固定栓 (ⅳ)调整调节螺丝,逆时针旋转(松),反之则紧 (ⅴ)插入固定栓与锁扣 (ⅵ)开合模夹,观察模具闭合效果 2、首先,对模具进行烘干和除湿处理,用加热工具(点火气枪等), 驱除水气。久未使用的模具内含有水分,尤其是前次使用完后没有清 理干净的模具,含有水分更多。 3、再对模具进行除湿的同时,对即将焊接的材料也要进行加热,使 用软毛刷清除模具锅腔内和材料接头的表面杂物。 4、模夹是用于开合模具的,模夹的紧
S450EW高耐蚀性耐候钢焊接工艺最新文档

焊接工艺规范
格式:pdf
大小:79KB
页数:7P
4.5
编号: 焊接工艺规范 编制: 校对: 审核: 批准: 目录 1.目的................................................1 2.适用范围............................................1 3.引用标准............................................1 4.工艺要求............................................1 4.1焊接方法选用原则...................................1 4.2焊接用辅料援用原则................................1 4.3点焊接头的最小搭边宽度和焊点的最小点距.......
焊接工艺措施
格式:pdf
大小:9KB
页数:6P
4.6
焊接工艺措施 焊接工艺措施: 1)对工程中使用较多的或有代表性的接头形式进行焊接工艺性试验, 以确定最佳的操作方法和焊接规范,焊接工艺性试验由焊接试验室全 权负责。 2)结构装配定位焊 a.装配定位焊前,焊接坡口及其内外两侧各20mm范围内的油污必 须用溶剂揩抹干净,并用手提砂轮机打磨去除铁锈、氧化皮等杂质, 使焊件母材表面露出金属光泽。 b.担任定位焊施焊工作的焊工必须是持有合格证的焊工。 c.装配质量达到图样技术要求后方可进行定位焊(如该焊缝焊前需 要预热,则必须预热至所要求的温度后才可进行定位焊。),定位焊所 用焊条(须经烘干处理)、焊丝必须与该焊缝正式焊接时所用焊材相 一致,定位焊缝应填满弧坑。 d.定位焊缝长度一般为20—50mm,间距长为400—600mm,焊脚尺 寸不得大于设计焊脚尺寸的一半,且不应大于8mm,定位焊应距设 计焊缝端部30mm以上。(
焊接工艺规范
格式:pdf
大小:134KB
页数:14P
4.4
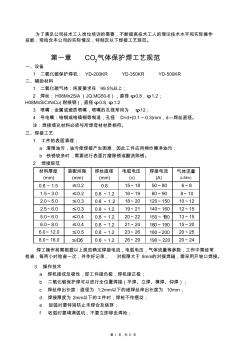
e起弧时要特别防止未焊合及烧穿; f收弧时要填满弧坑,不要立即移走焊枪; 焊工操作前需根据以上规范确定焊接电流,电弧电压,气体流量等参数,工作中需经常 检查,每两小时检查一次,并作好记录,对板厚大于8mm的对接焊缝,需采用开坡口焊接。 3操作技术 a焊机接成反极性,即工件接负极,焊机接正极; b二氧化碳保护焊可以进行全位置焊接(平焊、立焊、横焊、仰焊); c焊丝伸出长度:直径为1.2mm以下的细焊丝伸出长度为10mm; d焊接厚度为2mm以下的工件时,焊枪不作摆动; 8.0~16.0≤0.50.8~1.226~29190~22020~24 6.0~12.
国外焊接工艺
格式:pdf
大小:3.7MB
页数:33P
4.5
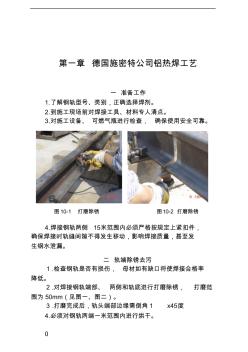
0 第一章德国施密特公司铝热焊工艺 一准备工作 1.了解钢轨型号、类别,正确选择焊剂。 2.到施工现场前对焊接工具、材料专人清点。 3.对施工设备、可燃气瓶进行检查,确保使用安全可靠。 4.焊接钢轨两侧15米范围内必须严格按规定上紧扣件, 确保焊接时轨缝间隙不得发生移动,影响焊接质量,甚至发 生钢水泄漏。 二轨端除锈去污 1.检查钢轨是否有损伤,母材如有缺口将使焊接合格率 降低。 2.对焊接钢轨端部、两侧和轨底进行打磨除锈,打磨范 围为50mm(见图一、图二)。 3.打磨完成后,轨头端部边缘需倒角1x45度 4.必须对钢轨两端一米范围内进行烘干。 图10-1打磨除锈图10-2打磨除锈 1 图10-4 预热枪支座 注意:特别要重视轨底的清洁和干燥。 三对轨 1.轨缝调整: 以轨脚边为基准,控制轨缝宽 度为28±1mm。 2.尖点调整(见图
Q450NQR1耐候钢焊接工艺研究 Q450NQR1耐候钢焊接工艺研究
格式:pdf
大小:181KB
页数:3P
4.4
选用海工项目中特殊材料q450nqr1耐候钢进行试验,分别通过药芯焊丝和实芯焊丝不同工艺参数下焊接接头常规力学性能和疲劳性能进行比较,确定焊接高强耐候钢的焊接工艺.试验结果表明:gfr-81w2药芯焊丝焊接接头的抗拉强度略低于chw-55cnh实芯焊丝;采用药芯焊丝对接接头的疲劳极限稍高于实芯焊丝接头,并且外观看出焊缝成形美观、焊趾处较为圆滑.无论采用gfr-81w2药芯焊丝或者chw-55cnh实芯焊丝,均可获得性能优良的焊接接头,试验条件下的工艺参数是可行的.
耐磨板hardox450的焊接工艺实验研究 耐磨板hardox450的焊接工艺实验研究
格式:pdf
大小:167KB
页数:4P
4.3
通过对耐磨板hardox450的力学性能及焊接性能分析研究,制定合理的焊接电流、电压和焊接速度等焊接工艺参数,选用低组配的φ1.2焊丝ok13.26,采用熔化极气体保护焊进行焊接试验,试验结果分析表明,此工艺可获得良好的焊缝力学性能,广泛应用在矿车车厢中.
S690Q高强钢焊接工艺探讨 S690Q高强钢焊接工艺探讨
格式:pdf
大小:167KB
页数:2P
4.4
为了研究s690q钢的焊接性,对s690q+s690q高强钢做斜y形坡口焊接裂纹试验,焊接方法采用80%ar+20%co2混合气体保护焊,焊丝使用sld-80,在不同的预热温度试验条件下,观察表面、断面裂纹率,确定焊接预热温度。根据得到的预热温度,采用sld-80焊丝进行熔透焊焊接的s690q钢对接试板,可以得到与母材等强的焊接接头,并且焊接接头具有优良的综合机械性能。

焊接工艺报告
格式:pdf
大小:60KB
页数:6P
4.4
12东南-pd-2005-949 序号报告名称报告编号页数 1 建筑钢结构焊接工艺评定报告 (钢板横对接/气保焊 q235bδ=20mm) 东南-pd-2009-3710 2建筑钢结构焊接工艺评定报告 (角接接头对接/q235bδ=20mm) 东南-pd-2009-389 3建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235bδ=20mm) 东南-pd-2009-3910 4 建筑钢结构焊接工艺评定报告 (钢板对接/气保焊q235b+q345b δ=25mm) 东南-pd-2009-4010 5 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊q235b δ=20mm) 东南-pd-2009-4110 6 建筑钢结构焊接工艺评定报告 (t形对接与角接组合焊/气保焊 q235b δ=20mm+q345bδ=50mm) 东南-pd-

钢筋焊接工艺性试验报告
格式:pdf
大小:145KB
页数:15P
4.4
v1.0可编辑可修改 1 杭黄铁路站前vii标大章坑大桥 钢筋焊接工艺试验报告 承包人:中铁二局杭黄铁路站前ⅶ标 监理人:华铁咨询杭黄铁路监理ⅶ标 2015年7月25日 目录 v1.0可编辑可修改 2 1、钢筋电弧焊工艺性试验报告 2、金属(焊接)拉伸试验报告 3、电焊工操作证书 4、钢筋电弧焊接作业指导书 v1.0可编辑可修改 3 钢筋电弧焊工艺性试验报告 电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊 件的金属,凝固后形成焊接接头。本工艺具有不需特殊设备,操作 工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质 量可靠,施工费用较低等优点。 一、指导依据: 1、铁路桥涵施工技术规范tb10203-2002 2、钢筋焊接及验收规程jgj18
S450EW高耐蚀性耐候钢焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:给排水施工员
擅长专业:土建 安装 装饰 市政 园林


