

[QC成果]大型圆管柱圆度检查新工具创新研制(效果图)
格式:docx
大小:6.8MB
页数:未知
人气 :65
![[QC成果]大型圆管柱圆度检查新工具创新研制(效果图)](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAARCAMAAADjcdz2AAAAclBMVEUAAAD/qgC/gAD/fyr/jhz/lRXuiCL/iCL0lSDzkiT0jiL0kCH6jyTyjyP2kCL0kCP0jiP0jyP0jyT1jyT1kCP1kSP0kCP1kCP1kCT2kCT0jyT1kCP1jyP1kCT2kCT2kCT1kCT1kCT0jyT1kCP1kCT1kCSATLmhAAAAJXRSTlMAAwQGCQwPDxgqLS4yOzxeX2CGhq20tbW3v8DKy8zM2uHq8v7+RHgu6QAAAHNJREFUGBl1wYsSQkAABdDLIgq1JWk91uv+/y+22Kk1pnPwh9e1Hlw38gqHr0nt40fSkNjEuXwMNIa7zGOg4U4DxR2FUNHxDoGg4lcVwBA1rVpg9aL1xKan1WN1mmnNERYZORXnSzGRGRbJWKYw0nJMcPQBuncStYmV7KcAAAAASUVORK5CYII=) 3
3
[QC成果]大型圆管柱圆度检查新工具创新研制(效果图)——【工程概况】 本工程建筑高度为264米,钢结构总量约30000吨。外框柱大部分为大型圆管柱。共440根。单根最长12.8m,重约50T。圆管柱截面尺寸:Φ1500mm-1200mm×35(50)mm。 大型圆管钢柱采用钢...
![[QC成果]大型圆管柱圆度检查新工具创新研制(效果图)](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAYAAAAmL5yKAAABIklEQVQ4T63TzSqFURQG4GdfgSIMyA0YUAZ+bsEpF2CuZCKJKCMlJJlImbsAxcAN+BkoBm5ADPwc5Qq2tvbX2efDQJ01+b611rvWflfrXSHG+I4eLYt4wRk2c3gDDfQjFNhmiDGmghVc5kQCDGEBIzl2j0M8IuGTTWG3atAIIZwXncUYU6OTHJsNIVSF36EY43Ri+WeDDNpP3xDCUtn81waZ2kwGptcWsZX9dRwU85/m/xYDvGGieOkIO9lfxXyRu0Zvx0e4xUAxwh32sr+M0WKEZ4y1MShWVzEdr+ngphihWmkHt1DXwX/XeIyHguIHrrIaUzhRnkR3gRnGXBLSRe0WEqYPg/jMBV14wmtNUM3yMNpyMcZ0B9tZYGshhHQPP+wLpwmRgmVQIVIAAAAASUVORK5CYII=)
![[QC成果]大型圆管柱圆度检查新工具创新研制(效果图)](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAMAAAAR8Wy4AAAARVBMVEUAAAD/gADvjyD2kSP3jyL0kCP0kCP2kCP1jyP2kSP1jyP1kCT0jyP0kCT1jyT2kST1kCT1kCP1jyP0kCP0jyP1kCP1kCR2n9jyAAAAFnRSTlMABBBRYnORkZKSmZ6fpaurrMrL2Nn8BQ/zAwAAAFdJREFUCNeVjDkWgCAQxTKi4jqKy7//US14PKU0XVIEMutKTUo/QhPeEBqg1VjCqBYw15DDoN3IJZISUZvli7n644hyK19z3ffHwVyVgy1z8W6q6LhUcT6v3QVRwpKfOwAAAABJRU5ErkJggg==)

圆管柱加工制作设计,组织工艺流程图
圆管柱加工制作工艺流 1.流程图 (1)钢结构制作工艺流程图 不合格 合格 不合格 合格 1、放样、熟悉施工图,并认真阅读技术要求及设计说明,并逐个核对图纸之间的尺寸和方 向等。检查号料尺寸是否正确。 号料前必须了解原材料的材质及规格,检查原材料的质量。不同规格、不同材质 的零件应分布号料。并根据先大后小的原则依次号料。钢材如有较大的弯曲、凹 凸不平时,应先进行矫正。尽量使相等宽度和长度的零件一起号料,需要拼接的 同一种构件必须一起号料。钢板长度不够需要焊接拼接时,在接缝处必须注意焊 缝的大小及形状,在焊接和矫正再划线。 样板、样杆上应用油漆写明加工号、构件编号、规格,同时标注上孔直径、工作 线、弯曲线等各种加工符号。 放样和号料应预留收缩量及切割、铣刨需要的加工余量,尽可能节约材料。 主要受力构件和需要弯曲的构件,在号料时应按照工艺规定的方向取料,弯曲的 外侧不应有样冲点和伤痕缺陷。

圆管柱外形尺寸终检记录表
附录a圆管柱外形尺寸终检记录表 表a-1 圆管柱外形尺寸终检记录表 工程名称: 检查项目 构件名称: 允许偏差 班组: 构件编号 编号: 图例 实测偏差(mm) 柱的高度h 铣平面到第一个安装孔的距离 柱身弯曲矢高 牛腿上表面到柱底距离l1 两牛腿上表面之间的距离l4 牛腿的长度偏差 各牛腿腹板中线与钢管中心的偏差δ3 各牛腿之间的夹角偏差δ4 牛腿孔到柱轴线距离l2 牛腿的翘曲、扭曲、 侧面偏差δ l2≤1000mm l2>1000mm ±3.0mm ±1.0mm h/1500且不应大于5.0mm ±2.0mm ±3.0mm 2.0mm l2 22 柱上端面 ±20′ ±3.0mm 2.0mm 3.0mm 符合表3.3.2-4的规定 向(牛腿扭曲) 3 端部铣平面表面粗糙度 钢管外径偏差 管口圆度 管面对管轴的垂直度 对口错边 柱脚底板平面度 柱脚
编辑推荐下载

015圆管柱产品外形尺寸终检记录表
格式:pdf
大小:464KB
页数:24P
4.3
附录a圆管柱外形尺寸终检记录表 表a-1 圆管柱外形尺寸终检记录表 工程名称:构件名称:班组:编号: 检查项目允许偏差 构件编号 图例 实测偏差(mm) 柱的高度h±3.0mm柱上端面 2 l2 2 a+ 4 3 向(牛腿扭曲) 铣平面到第一个安装孔的距离±1.0mm 柱身弯曲矢高h/1500且不应大于5.0mm 牛腿上表面到柱底距离l1 两牛腿上表面之间的距离l4 ±2.0mm 牛腿的长度偏差±3.0mm 各牛腿腹板中线与钢管中心的偏差δ32.0mm 各牛腿之间的夹角偏差δ4±20′ 牛腿孔到柱轴线距离l2±3.0mm 牛腿的翘曲、扭曲、 侧面偏差δ l2≤1000mm2.0mm
圆管柱加工制作设计,组织工艺流程图 (2)
格式:pdf
大小:86KB
页数:8P
4.5
2013中国锦州世界园林博览会--万花塔 制作工艺流程1页 圆管柱加工制作工艺流 1.流程图 (1)钢结构制作工艺流程图 不合格 合格 不合格 合格 1、放样、熟悉施工图,并认真阅读技术要求及设计说明,并逐个核对图纸之间的尺寸和方 向等。检查号料尺寸是否正确。 号料前必须了解原材料的材质及规格,检查原材料的质量。不同规格、不同材质 的零件应分布号料。并根据先大后小的原则依次号料。钢材如有较大的弯曲、凹 凸不平时,应先进行矫正。尽量使相等宽度和长度的零件一起号料,需要拼接的 同一种构件必须一起号料。钢板长度不够需要焊接拼接时,在接缝处必须注意焊 缝的大小及形状,在焊接和矫正再划线。 样板、样杆上应用油漆写明加工号、构件编号、规格,同时标注上孔直径、工作 线、弯曲线等各种加工符号。 放样和号料应预留收缩量及切割、铣刨需要的加工余量,尽可能节约材料。 主要受力构件和需要弯曲的构件,在号料
QC成果大型圆管柱圆度检查新工具创新研制效果图热门文档

超高层钢结构建筑圆管柱的制作技术探讨
格式:pdf
大小:265KB
页数:4P
3
超高层钢结构建筑圆管柱的制作技术探讨——随着钢结构的不断发展,钢结构在越来越多的领域得到了广泛的应用,其技术日益成熟.为了不断提高钢结构工程的制作技术,根据青岛开发区国际贸易中心钢结构的特点和设计要求,结合其制作过程中的加工工艺,介绍了超高层...
超高层钢结构建筑圆管柱的制作技术探讨
格式:pdf
大小:213KB
页数:4P
4.3
随着钢结构的不断发展,钢结构在越来越多的领域得到了广泛的应用,其技术日益成熟.为了不断提高钢结构工程的制作技术,根据青岛开发区国际贸易中心钢结构的特点和设计要求,结合其制作过程中的加工工艺,介绍了超高层钢结构建筑主体——大型圆管柱在制作中的生产工艺和加工流程,重点阐述了圆管柱的制作、组装、焊接等方面的要点,提出了一些加工过程中的建议,对其他相同结构形式的钢结构建筑具有一定的借鉴作用.
圆管柱厚型防火涂料施工技术
格式:pdf
大小:75KB
页数:2P
4.4
2017年12月 第46卷增刊 施工技术 constructiontechnology 圆管柱厚型防火涂料施工技术 罗少强,白军波,寇琦,樊永强,薛涛,刘松 (陕西建工第一建设集团有限公司,陕西西安710069) [中图分类号]tu972+.4[文献标识码]a[文章编号]1002-8498(2017)s2-0795-02 constructiontechnologyonheightfire retardantcoatingusedincirclepipecolumn luoshaoqiang,baijunbo,kouqi,fanyongqiang,xuetao,liusong (shaanxiconstructionengineeringgroupco.,ltd.thefirstbuilding

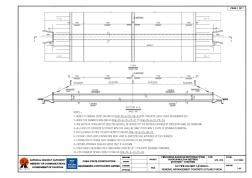
某大型火车站地下结构钢柱吊装施工方案(圆管柱y型钢柱)
格式:pdf
大小:9.2MB
页数:73P
4.4
**地下部分钢结构施工方案 一、编制依据...................................................................................................................................3 二、工程概况...................................................................................................................................4 三、施工部署.................................................................................................
QC成果大型圆管柱圆度检查新工具创新研制效果图精华文档

大跨度圆管柱厚型防火涂料施工技术研究
格式:pdf
大小:107KB
页数:2P
4.7
大跨度结构往往采用圆管柱作为结构支撑体系,其特点抗震能力强,可利用空间大,外形美观。钢柱的防火涂料施工为钢结构的重要工序,施工质量直接决定建筑今后使用的安全性。主要研究了厚型防火涂料施工技术,结合本工程特点,制定关键工序施工方法,确保了厚型防火涂料施工质量。
 公路圆管涵的新材料新工艺
公路圆管涵的新材料新工艺 公路圆管涵的新材料新工艺
格式:pdf
大小:226KB
页数:3P
4.4
文章介绍一种新型复合圆管涵,代替传统的钢筋混凝土圆管涵,阐述了该圆管涵的材料特性及工艺,用平行四边单元结合三角元分析了结构内力。该复合管涵生产工艺简单、重量轻、安装方便,具有良好的受力性能,并节约工程造价31%。
一种钢管直径极值及椭圆度的测量工具 一种钢管直径极值及椭圆度的测量工具
格式:pdf
大小:77KB
页数:1P
4.6
涉及一种测量钢管直径极值及椭圆度的测量工具。工具主体为主尺,主尺的尺身设置在带有挡板组的主游标的标槽内,尺身可在标槽内左右滑动,尺身上还设置有2条倒t型的滑槽,滑槽内设置有副游标组,滑槽内的槽底面上设置有圆弧形弹簧片;挡板组分为上、下两块且相互错开的上、下挡板,连接设置于主游标的左端的上部和下部;在上滑槽内设置有一左
一种基于CT射线的钢管圆度检测新技术 一种基于CT射线的钢管圆度检测新技术
格式:pdf
大小:764KB
页数:4P
4.5
钢管圆度检测技术的研究是目前生产和使用过程中所面临的一个重要课题。简述了几种已有的钢管圆度检测技术及其优缺点,总结了目前钢管圆度检测的现状和存在的问题,并提出了一种新的钢管ct射线圆度检测技术。该技术利用ct射线成像手段,采用多源多探测器的投影数据获取方式,通过osem重建算法,实现了少投影数据条件下钢管截面的快速精确重建。该方法不仅能全面地获取钢管的质量参数,而且还可以做到实时成像在线圆度检测,具有重大的实际意义和广阔的应用前景。
光圆钢筋不圆度
格式:pdf
大小:13KB
页数:1P
4.7
不圆度 英文名(ovality或out-of-roundness) 圆形金属材(包括棒、线、管等)横断面上最大与最小直径的差值,也称作椭圆度或失圆 度。在产品标准上都规定有不圆度的允许偏差,一般约为直径正负偏差之和的0.5倍,圆管 坯为直径偏差的0.75~0.8倍,盘条直径则规定有绝对值0.24~0.60mm。钢管外径不圆度 为直径偏差之和的0.5~1.0倍,钢丝不圆度则为直径偏差之和的0.5倍。 造成不圆的原因是:轧辊、锻造模具或冷拔模具的孔型不圆,塑性加工时孔型欠充满 以及孔型错牙、导板和卫板安装不正或过松、轧件入孔型不正等。 为了控制椭圆度,有的钢管标准中规定了椭圆度的允许指标,一般规定为不超过外径 公差的80%(经供需双方协商后执行)。 计算公式为:椭圆度=最大外径-最小外径/标称外径*100% 按照部颁标准的规定,热轧圆钢的椭圆度就
QC成果大型圆管柱圆度检查新工具创新研制效果图最新文档
用钢球顶尖提高外圆磨削的圆度 用钢球顶尖提高外圆磨削的圆度
格式:pdf
大小:172KB
页数:2P
4.7
本文作者刘谷之工程师退休前系无锡机床厂总设计师兼设计科领导。从内容看,这只是一篇普通的技术文章,但却包含着一个退休职工对祖国“四化”建设发自肺腑的热诚。本文提到的钢球顶尖,经无锡机床厂内圆磨床研究所来函证实,确能较高幅度地提高外圆磨削的圆度。建议有关磨床设计生产和使用部门,进行必要的试用,将这项成果尽快用于生产。同时特别希望一些即将或已退休的工程技术人员,注意总结自己的宝贵经验,以各种方式,传给后人,使之继续发挥作用,而不致湮没。
![[创新QC]弧圆双线屋面泛水施工工艺创新](https://files.zjtcn.com/group1/M00/57/21/CgoBZ2AvxhmAEmB-AAAoC-BsH7Y445.jpg)
[创新QC]弧圆双线屋面泛水施工工艺创新
格式:pdf
大小:1.7MB
页数:35P
3
[创新qc]弧圆双线屋面泛水施工工艺创新——工程概况:分主楼与裙楼,地下二层,主楼地上十九层,裙楼六层,集门诊、急诊、医技综合、病房和战时急救中心的综合大楼,框架剪力墙结构。屋面设计防水等级为ⅱ级,主楼屋面面积:2600m2,裙楼屋面面积:14700m2,屋...
![[QC成果]简易圆盘锯防护装置的研制](https://files.zjtcn.com/group1/M00/57/2A/CgoBZ2Avx1qAP0hrAAAV7n1aRPM871.jpg)
[QC成果]简易圆盘锯防护装置的研制
格式:pdf
大小:1.6MB
页数:25P
3
[qc成果]简易圆盘锯防护装置的研制——本资料为[qc成果]简易圆盘锯防护装置的研制,编制于2016年,共25页。工程概况:本工程总建筑面积约50085㎡,其中地上建筑面积为44798㎡。地下建筑面积为5287㎡、主楼地下一层,地上十九层,裙房地上五层。工程鸟瞰图工程创...
 基于深海卷管铺设的海管椭圆度分析
基于深海卷管铺设的海管椭圆度分析 基于深海卷管铺设的海管椭圆度分析
格式:pdf
大小:509KB
页数:未知
4.5
深水海管在使用卷管铺设时,海管截面变形较大,产生椭圆化现象,降低了海管的弯曲能力,甚至使海管发生失稳及局部屈曲。利用应变能法和ritz法建立了海管椭圆度理论求解方法。用有限元软件abaqus对有初始弯曲曲率及无初始弯曲曲率的海管分别进行了非线性有限元分析,并与modifiedbrazier方法及modifiedvonkármán方法得到的结果进行了比较。由以上几种方法得到的计算结果基本吻合。再次利用有限元软件对海管椭圆度的敏感参数进行了分析,多组结果显示椭圆度受海管管径、壁厚、初始弯曲曲率、弯曲曲率等参数的影响,并得到了椭圆度随海管几何参数变化的规律。椭圆度的研究为深海卷管铺设提供了理论基础。
![[QC成果]提高混凝土圆柱(椭圆柱)施工质量](https://files.zjtcn.com/group1/M00/57/29/CgoBZ2Avx0GABGCQAAAaR3_mY_k120.jpg)
[QC成果]提高混凝土圆柱(椭圆柱)施工质量
格式:pdf
大小:3.0MB
页数:63P
4
[qc成果]提高混凝土圆柱(椭圆柱)施工质量——本资料为[qc成果]提高混凝土圆柱(椭圆柱)施工质量,编制于2016年,共63页。工程概况:本工程建筑面积35万㎡,其中停车楼及地面交通枢纽总建筑面积约为24万㎡,混凝土框架结构,建筑高度30.35m(其中地下12.2...

圆柱数量和尺寸、钢管柱
格式:pdf
大小:33KB
页数:5P
4.7
圆柱直径d (mm) 每层 数量 圆柱直径 d(mm) 每层 数量 圆柱直 径d 每层 数量 圆柱直径 d(mm) 每层 数量 圆柱直径 d(mm) 每层 数量 kz1100039003900380037001 kz21000210002900280027001 kz31000110001900180017001 kz41100210002900280027002 kz511001100011000190017001 kz690029002800280027002 kz7500(首层)2 kz85002 层数 钢管柱尺寸d*t 每层 数量 钢管柱尺 寸d*t 每层 数量 钢管柱 尺寸d*t 每层 数量 钢管柱尺 寸d*t 每层 数量 钢管柱尺 寸d*t 每层 数

QC成果大型圆管柱圆度检查新工具创新研制效果图相关
文辑推荐
知识推荐
百科推荐

职位:船舶结构工程师
擅长专业:土建 安装 装饰 市政 园林


