




编辑推荐下载

 三通管接头模内自动脱螺纹注射模设计
三通管接头模内自动脱螺纹注射模设计 三通管接头模内自动脱螺纹注射模设计
格式:pdf
大小:523KB
页数:未知
 4.3
4.3
以一内螺纹三通管接头模具为例,叙述了多方位模内自动脱螺纹的工作原理和结构特点,管接头成型模具同时运用电动机、液压马达、气缸等进行抽芯,提高了生产效率和塑件质量,对同类塑件的设计具有一定的参考作用。
QC∕T405-2013扩口式锥螺纹三通管接头体热门文档
卡套式三通管接头
格式:pdf
大小:121KB
页数:2P
4.7
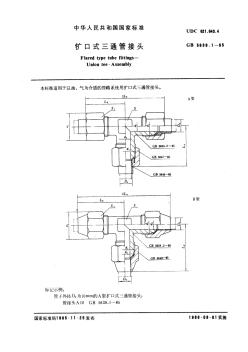
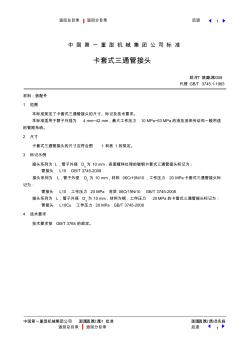
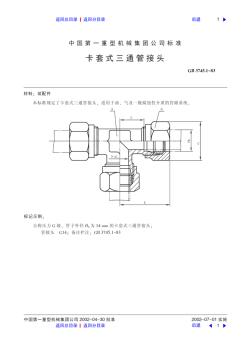
中国第一重型机械集团公司标准 卡套式三通管接头 郧月/t猿苑45原2008 代替gb/t3745.1-1983 中国第一重型机械集团公司圆园1圆原12原01批准圆园1圆原12原3员实施 材料:装配件 1范围 本标准规定了卡套式三通管接头的尺寸、标记及技术要求。 本标准适用于管子外径为4mm~42mm,最大工作压力10mpa~63mpa的液压流体传动和一般用途 的管路系统。 2尺寸 卡套式三通管接头的尺寸应符合图1和表1的规定。 3标记示例 接头系列为l,管子外径d 0 为10mm,表面镀锌处理的碳钢卡套式三通管接头标记为: 管接头l10gb/t3745-2008 接头系列为l,管子外径d 0 为10mm,材料06cr19ni10,工作压力20mpa卡套式三通管接头标 记为: 管接头l10工作压力
三通管接头的车床组合夹具的设计
格式:pdf
大小:1.3MB
页数:31P
4.8
车床组合夹具设计 摘要 根据六点定位原理和定位基准的选择原则,采用长v型块,支承块和定位 挡铁定位。长v型块置于拱形肋板后限制x轴的两自由度和z轴的两自由度, 挡铁置于孔端限制绕y轴旋转的自由度,支承块置于肋板下方限制沿y轴移动的 自由度。依据相关原理计算定位误差。根据夹紧方式的选择原则,选择夹紧元件 为压板压头和v型块,然后通过切削力进行夹紧力的计算。夹紧的动力装置选 用手动压紧装置。按照定位元件和夹紧元件设计连接件。 以所选元件和装置为基础确定夹具总体布局和夹具体的结构形式,并确定好 定位元件在夹具体上的位置。绘制夹具方案设计,进行工序精度分析。对以上设 计进行审核。最后设计夹具总装配图。 关键词:组合夹具;定位;夹紧;三通接头 lathemodularjigandfixturedesign abstract accordingtos
QC∕T405-2013扩口式锥螺纹三通管接头体精华文档
三通管接头注射模的设计与制造 三通管接头注射模的设计与制造
格式:pdf
大小:1.9MB
页数:8P
4.5
介绍了三通管接头两种最简单的大抽芯距三向脱模结构,采用斜导滑板的抽芯脱模典型结构,利用推杆推动摆板摆动,从而完成抽芯脱模的另一种结构。
三通管接头简易热锻模设计与制造 三通管接头简易热锻模设计与制造
格式:pdf
大小:421KB
页数:未知
4.8
着重介绍了三通管接头锻模的设计和模具的简易制造方法。采用这种模具结构和模具制造方法,可以不需要专用设备来加工形槽,缩短了制造周期,减少了制作费用,降低了生产成本。

GBT5634-2008扩口式组合弯通三通管接头(精)
格式:pdf
大小:6.6MB
页数:7P
4.6
www.***.*** www.***.*** www.***.*** www.***.***
等径三通管接头稳定性分析 等径三通管接头稳定性分析
格式:pdf
大小:299KB
页数:3P
4.4
讨论了工程中受负压三通的稳定性问题,这里根据材料力学理论和圆环的挠曲线方程,利用截面法讨论了三通接头的稳定性,得到了稳定性分析用计算临界力的保守公式。
QC∕T405-2013扩口式锥螺纹三通管接头体最新文档
三通管接头液压挤胀成形力的工程解法 三通管接头液压挤胀成形力的工程解法
格式:pdf
大小:208KB
页数:未知
4.8
首次引入综合变形系数和相对硬化特性系数的概念,运用类比和试验相结合的方法确定了三通管接头液压挤胀成形力计算公式,结果与试验吻合较好。
金属异径三通管接头的爆炸拉深试验 金属异径三通管接头的爆炸拉深试验
格式:pdf
大小:173KB
页数:未知
4.7
金属异径三通管接头的爆炸拉深试验成都飞机工业公司高级工程师王忠孝金属三通管接头的制造(含同径三通和异径三通两种),通常采用铸造后车管螺纹的方法,也有采用热轧管段液压成形后再车制的办法。本文利用爆炸拉深工艺对成形如图1所示的零件进行了试验和探讨。1爆炸...
锥螺纹连接
格式:pdf
大小:9KB
页数:5P
4.4
锥螺纹连接 锥螺纹钢筋接头是按设计及要求并大于等于原有钢筋规格来制锥螺纹,并能 承受轴向力和水平力及具有较好密封性能,靠机械力把钢筋连接在一起的。 本工艺标准适用于一、二级抗震设防一般工业与民用建(构)筑物的现浇钢筋混 凝土结构的基础、柱、梁、墙的钢筋连接施工,能在施工现场连接ⅱ~ⅲ级别的 φ16~40同径或异径的竖向和水平钢筋。 一、施工准备 材料 钢筋:钢筋材质应符合钢筋混凝土用钢筋gb1499-9标准。 锥螺纹连接套:材质为ⅱ级钢筋用30号~45号;ⅲ级钢筋用45号钢。 机具设备 钢筋锥螺纹套丝机:有sz-50a型,能套制φ16~50钢筋(ⅱ~ⅲ级)。 量规(牙形规、卡规、锥螺纹塞规)等。 力矩板手:有pw360(管钳型)力矩值为100~360nm。 辅助机具:有砂轮锯、角向磨光机、台式砂轮各一台。 作业条件 ⑴接头连接套规格必须与钢筋规格一致。 ⑵锥螺纹连接接头
钢筋锥螺纹接头技术规程JGJ109-96
格式:pdf
大小:27KB
页数:4P
4.8
钢筋锥螺纹接头技术规程 jgj109-96 1.总则 1.0.1为了在混凝土结构中采用钢筋锥螺纹接头(简称接头)做到经济合理确保质量制 定本规程。 1.0.2本规程适用于工业与民用建筑的混凝土结构中,钢筋直径为16mm~40mm的ⅱ、ⅲ级 钢筋连接。 1.0.3用钢筋锥螺纹接头连接的钢筋,应符合现行国家标准《钢筋混凝土用热轧带肋钢筋》 gb1499及,钢筋混凝土用余热处理钢筋》的要求。执行本规程时尚应符合国家现行标准的 有关规定。 2术语 2.0.1钢筋锥螺纹接头(taperthreadedsp;icesofrebar) 把钢筋的连接端加工成锥形螺纹(简称丝头),通过锥螺纹连接套把两根带丝头的钢筋, 按规定的力矩值连接成一体的钢筋接头。 2.0.2力矩板手(forquewrench) 连接和检查钢筋接头紧固程度的扭力扳手。 2.0
管接头用螺纹查询表
格式:pdf
大小:45KB
页数:2P
4.5
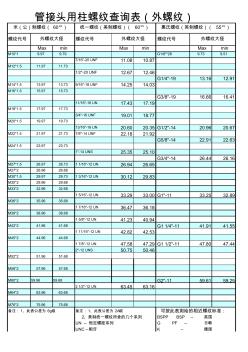
螺纹代号螺纹代号螺纹代号 maxminmaxminmaxmin m10*19.979.79g1/8"*289.739.51 7/16"-20unf11.0810.87 m12*1.511.9711.73 1/2"-20unf12.6712.46 g1/4"-1913.1612.91 m14*1.513.9713.739/16"-18unf14.2514.03 m16*1.515.9715.73 g3/8"-1916.6616.41 11/16"-16un17.4317.19 m18*1.517.9717.73 3/4"-16unf19.0118.77 m20*1.519.9719.73 13/16"-16un20.6020.35g1/2"-1420.9620.67 m22*1.521.972
QC∕T405-2013扩口式锥螺纹三通管接头体相关
文辑推荐
知识推荐
百科推荐


职位:化工工程师助理
擅长专业:土建 安装 装饰 市政 园林


