




 Q345型中厚钢板拼接中优化焊缝的工艺措施
Q345型中厚钢板拼接中优化焊缝的工艺措施 Q345型中厚钢板拼接中优化焊缝的工艺措施
从焊材的合理选择、焊接方法的合理选用、坡口形式的合理制定、焊接过程控制、采用多层多道焊接、制定合理的焊接顺序等方面,介绍了q345型中厚钢板拼接中优化焊缝的工艺措施。
Q345型中厚钢板拼接优化工艺
q345型中厚钢板拼接优化工艺 0前言 许多钢结构产品都是依靠焊接进行连接,因此产品质量直接取决于焊缝质量,如何优化焊 缝成为了钢结构生产的关键.桥梁及大型钢结构中,最常用的材质是q345型中厚钢板,结合 建材机械有限公司已承建及生产的钢结构产品,对优化这种钢板拼接焊缝的工艺措施进行介 绍. 1焊材的合理选择 低合金钢焊丝的选用首先要满足“等强匹配”的原则,选择满足力学性能要求 的焊丝;再根据被焊部件的质量要求(特别是冲击韧性)选择焊丝;然后根据现 场焊接位置来选择焊丝。焊丝的选用除了满足以上几点要求外,还需要考虑焊接 工艺特性。焊接工艺特性包括电弧稳定性、飞溅颗粒大小及数量、脱渣性、焊缝 外观与形状等。埋弧焊丝的选用还要考虑焊剂成分的影响及母才的影响。焊接热 扎及正火钢时,选择焊条的主要依据是保证焊缝金属的强度、塑性和冲击韧性等 力学性能与母才相匹配,不必
编辑推荐下载
以普通C—Mn钢Q235为原料生产Q345级中厚钢板的研究 以普通C—Mn钢Q235为原料生产Q345级中厚钢板的研究
格式:pdf
大小:123KB
页数:3P
 4.4
4.4
介绍了以普通c—mn钢q235为原料生产q345级中厚钢板的研究过程。在东大gleeble2000热模拟实验机上,利用热膨胀法测出ar3温度;通过双道次实验确定q235钢未再结晶区温度范围;在酒钢450中厚板实验轧机进行模拟工业试验,12—20mm厚度规格完全满足gb/r1591—94中q345c级钢板力学性s笆要求;观察分析钢板金相组织照片,并对强化机理进行讨论。
Q345B中厚钢板分层缺陷的形成原因 Q345B中厚钢板分层缺陷的形成原因
格式:pdf
大小:1.3MB
页数:4P
4.5
q345b中厚钢板在拉伸试验后断口出现分层现象,选择分层缺陷严重的部位,采用光学显微镜、扫描电镜、能谱仪等对其显微组织、缺陷形态和微区成分进行了分析。结果表明:q345b钢板拉伸试样分层的主要原因是元素偏析;连铸时,硫、锰、铌和钛等元素在钢带心部偏析形成了硫化锰、碳化铌和碳化钛等夹杂物;轧制过程中,这些夹杂物使心部组织变形成条状或带状组织,从而引起了钢板的分层。
Q345型中厚钢板拼接中优化焊缝的工艺措施热门文档
Q345B中厚钢板表面裂纹原因分析 Q345B中厚钢板表面裂纹原因分析
格式:pdf
大小:476KB
页数:3P
4.5
通过板坯表面酸洗、钢板表面抛丸、氮氧分析、扫描电镜能谱仪和金相显微镜等手段,对唐钢所生产q345b中厚钢板的表面裂纹处进行观察、检测,研究了热装板坯在轧制过程中产生表面裂纹的原因和机理。同时还进行了板坯热装、温装、冷装对比试验。结果表明,含铝低合金钢板由于板坯热装温度处于第三低温脆性区域,冷却过程中奥氏体向铁素体的转变不完全,aln在奥氏体晶界析出,削弱晶界能,体积膨胀加剧了晶界强度的减弱,在轧制时扩展形成表面裂纹。
Q550D中厚钢板的调质工艺 Q550D中厚钢板的调质工艺
格式:pdf
大小:871KB
页数:3P
4.5
采用不同的淬火和回火工艺对50mm厚q550d钢板进行调质处理,并对不同试样进行了金相分析和力学性能试验。50mm厚q550d钢板的最佳调质工艺为910℃淬火,630℃回火,最终获得较好的综合力学性能。

中厚钢板
格式:pdf
大小:45KB
页数:3P
4.7
中厚钢板理论重量表|中厚钢板的理论重量 中厚钢板理论重量表 厚 度 ( m m ) 理论 重量 (kg /m2 ) 厚 度 ( m m ) 理论 重量 (kg /m2 ) 厚 度 ( m m ) 理论 重量 (kg /m2 ) 4. 5 35.3 3 16 125. 60 38 298. 30 5 39.2 5 18 141. 30 40 314. 00 5. 5 43.1 8 20 157. 00 42 329. 70 6 47.1 6 22 172. 70 44 345. 40 7 54.9 5 24 188. 40 45 353. 25 8 62.8 0 25 196. 25 46 361. 10 9 70.6 5 26 204. 10 48 376. 80 10 78.6 0 28 21
Q345D中厚钢板伸长率不合格的原因分析 Q345D中厚钢板伸长率不合格的原因分析
格式:pdf
大小:927KB
页数:4P
4.4
利用金相显微镜和扫描电镜分析了q345d中厚钢板伸长率不合格的原因。结果表明:由于精炼过程中工艺控制不当、连铸保护浇铸不到位,导致钢中含有以cao-al2o3为基体的硅酸盐类夹杂物较多,最终造成钢板伸长率不合格。
中厚钢板生产中防范缺陷产生的工艺措施 中厚钢板生产中防范缺陷产生的工艺措施
格式:pdf
大小:20KB
页数:4P
4.4
为了满足客户对中厚板表面质量越来越严格的要求,在中厚板生产中必须加强对钢板表面质量的控制。文章在介绍中厚板生产中常见表面缺陷的基础上,分析了中厚板轧钢生产工艺过程中应采取的缺陷防范措施,以提高中厚板的表面质量。
Q345型中厚钢板拼接中优化焊缝的工艺措施精华文档
中厚钢板的生产
格式:pdf
大小:236KB
页数:9P
4.7
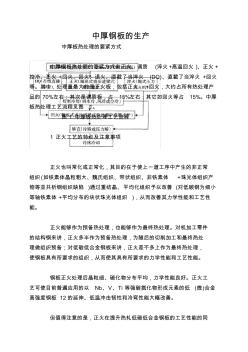
中厚钢板的生产 中厚板热处理的要紧方式 中厚钢板热处理的要紧方式有正火、调质(淬火+高温回火)、正火+ 控冷、正火+回火、回火、退火、直截了当淬火(dq)、直截了当淬火+回火 等。其中,处理量最大的是正火板,包括正火+回火,大约占所有热处理产 品的70%左右;其次是调质板,占15%左右;其它如回火等占15%。中厚 板热处理工艺流程见图1。 图1中厚板热处理工艺流程 1正火工艺的特点及注意事项 正火也叫常化或正常化,其目的在于使上一道工序中产生的非正常 组织(如铁素体晶粒粗大、魏氏组织、带状组织、非铁素体+珠光体组织产 物等亚共析钢组织缺陷)通过重结晶、平均化组织予以改善(对低碳钢为细小 等轴铁素体+平均分布的块状珠光体组织),从而改善其力学性能和工艺性 能。 正火能够作为预备热处理,也能够作为最终热处理。对机加工零件 的结构钢来讲,正火多半作为预备
 中厚钢板的应用与发展
中厚钢板的应用与发展 中厚钢板的应用与发展
格式:pdf
大小:190KB
页数:未知
4.5
中厚钢板是钢的轧制材料中主要产品之一,它约占当前世界上钢材总产量的14%左右。其产品厚度规格从4mm可至300mm以上,钢板的宽度可大于5m。按厚度划分4~25mm为中板,25~60mm为厚板而大于60mm则称为特厚板。中厚钢板的生产约有200年历史。现今世界上已有120多套中厚板轧机(不包括热轧机),其中宽度在3m以上约有74套,4m以上轧机日本有9套,美国有11套,德国和独联体各有5套,约属于70年代的装备水平。我国目前有中厚板轧机24套,最宽的是4300mm轧机,年产量可达100万吨。
Q345型中厚钢板拼接中优化焊缝的工艺措施最新文档
Q345的焊接特点
格式:pdf
大小:11KB
页数:4P
4.7
一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02-0.2 q345c力学性能如下表(%): 机械性能指标伸长率(%)试验温度0℃抗拉强度mpa屈服点mpa≥ 数值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm时,σs≥325mpa;壁厚介于35-50mm时,σs≥295mpa 2.q345钢的焊接特点 2.1碳当量(ceq)的计算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 计算ceq=0.49%,大于0.45%,可见q345钢焊接性能不是很好,需要在焊

Q345钢板焊接性能分析解析
格式:pdf
大小:1.6MB
页数:20P
4.8
q345钢板焊接性能分析 摘要:本文进行了q345钢板焊接性能分析。首先根据板材制定了埋弧焊对接试 验,然后用卧式显微镜对焊接接头进行宏观和微观分析,并用维氏硬度测试仪检 测焊接接头的维氏硬度,同时通过磁粉检测对焊接试样进行了无损检测。最终通 过对试验数据进行分析,得出此种材料的焊接性能,并与理论进行分析比较,总 结了影响q345焊接性的因素。 关键词:q345;埋弧焊;卧式显微镜;维氏硬度;磁粉检测 theweldingperformanceanalysisofq345steelplate abstract:thisarticlehasconductedtheweldingperformanceanalysisofq345steel plate.firstofall,onthebasisoftheplate,
中厚钢板加速冷却过程混合式优化控制模型的研究 中厚钢板加速冷却过程混合式优化控制模型的研究
格式:pdf
大小:556KB
页数:5P
4.5
针对中厚钢板加速冷却工艺过程,建立了基于集散控制系统的混合式优化控制模型,实现了整个过程闭环优化控制.以鞍钢厚板厂钢板加速冷却工艺过程为对象,开发了仿真与控制一体化软件包,进行了详细的仿真研究.
Q690E高强度中厚钢板的生产实践 Q690E高强度中厚钢板的生产实践
格式:pdf
大小:527KB
页数:3P
4.6
采用nb复合微合金化、直接淬火、回火工艺(dqt),工业性试制了q690e高强度结构用钢中厚钢板,其成分、力学综合性能完全符合gb16270-1996标准要求,该工艺设计具有较高的推广运用价值。
中厚钢板对接焊横向变形量计算与控制 中厚钢板对接焊横向变形量计算与控制
格式:pdf
大小:543KB
页数:未知
4.7
主要讨论影响高层建筑钢结构安装质量的柱-柱和梁-柱节点现场焊缝的变形规律:接头拘束对焊接变形的影响及控制;经过试验和现场测试推导验证了焊缝横向变形量的计算公式.

Q345B钢板(Q345)热轧钢板
格式:pdf
大小:16KB
页数:1P
4.6
优质低合金结构钢:q345b钢板q345b热轧钢板 将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即 成为:热轧钢板、平整热轧钢卷、纵切带等产品。 【热轧钢板】【执行标准】【化学成分】 【冷轧钢板】【力学性能】【特厚钢板】 0635-8887186135_6129_1801 【山东宝雷钢铁库存】 材质规格 山 东 宝 雷 钢 铁 库 存 q345b14*2200 q345b16*2200 q345b18*2200 q345b20*2200 q345b22*2200 q345b24*2200 q345b25*2200 q345b28*2200 q345b30*2200 q345b32*2200 q345b35*2200 q345b40*2200 q345b45*2200 q345b50*2200
新型Q420C级钒氮微合金化中厚钢板的研究 新型Q420C级钒氮微合金化中厚钢板的研究
格式:pdf
大小:640KB
页数:4P
4.5
通过实验室研究,确定了钒氮微合金化中厚钢板的化学成分和tmcp工艺。对工业试制的q420c级钒氮中厚钢板,采用添加nitrovan12合金的方法,可保证钢中钒、氮配比稳定,而且钒的添加量仅相当于传统用量的2/3。试生产的钒氮微合金化中厚钢板的各项力学性能完全满足gb/t1591-94标准要求
Q345型中厚钢板拼接中优化焊缝的工艺措施相关
文辑推荐
知识推荐
百科推荐


职位:监理工程师
擅长专业:土建 安装 装饰 市政 园林


