

Q345R钢与S30408钢异种钢焊接工艺的研究
格式:pdf
大小:7KB
页数:2P
人气 :57
 4.7
4.7
摘 要: q345r 钢与 s30408 钢的异种材料焊接,在压力容器制造中应用很广泛。该文详细介 绍了两种材质的焊接特点,并对其焊缝进行射线检验、力学性能、弯曲性能、化学成分分析 及金相组织观察。结果表明,采取合理的工艺措施,可以获得无焊接缺陷的焊缝,避免了焊 接接头出现脆性马氏体组织,可以控制碳的扩散。而且,焊接接头的拉伸性能、冲击性能、 弯曲性能、化学成分及金相组织均能满足要求。 关键词: q345r 钢 a30408 钢 焊接 异种材料 中图分类号: tg457.11 文献标识码: a 文章编号: 1674-098x(2014)02(a)-0070-02 在压力容器的制造中,为了免除一些焊缝的热处理,存在着大量异种材料的焊接接头。 由于异种材料在物理性能方面如熔化温度、导热系数、线膨胀系数和电阻系数等方面存在明 显差异,所以其焊接具有一定的难度。 某反应器的接管与外接管路材质



 SUS304与Q345R异种钢焊接工艺
SUS304与Q345R异种钢焊接工艺 SUS304与Q345R异种钢焊接工艺
通过sus304与q345r钢的焊接性分析,结合生产实际,利用舍夫勒组织图,选择出了a307型焊条作为异种钢对接接头的焊接材料,制定了合理的焊接工艺,并能过工艺评定提出了操作要点,在生产获得了理想的焊接接头,保证了焊接质量。
S30408管与碳钢的焊接工艺
1 s30408管与q345r板的焊接工艺 因上海分厂订制的一批管式换热器中均采用s30408不锈钢钢管与q345r或碳钢管板进行焊接, 为保证良好的焊接接头及焊接质量,特制定本工艺方案。 1.焊接性能 q345r钢与s30408不锈钢在物理性能方面,如热导率、线膨胀系数等方面有较大差异,在焊接 过程中容易形成脆硬的马氏体组织,特别是在q345r碳钢一侧溶池边缘,容易结晶形成固态,会存 在一个成分梯度很大的过渡层及扩散层,q345r钢一侧产生脱碳层,s30408不锈钢一侧产生增碳 层,熔化的母材金属和填充金属不能充分地混合,从而容易产生焊缝裂纹;同时在q345r钢一侧的 熔合线区,奥氏体焊缝中的大量过饱和氢不是直接向大气逸出,而是向扩散系数大得多的q345r钢 扩散,形成延迟裂纹。因此,要想获得满意的焊接接头,就必须正确选择焊接方法、焊接材料和焊 接工艺。
编辑推荐下载
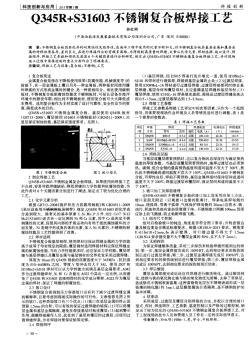
Q345R+S30408复合钢板焊接工艺分析 Q345R+S30408复合钢板焊接工艺分析
格式:pdf
大小:484KB
页数:未知
4.6
针对q345r+s30408复合钢板,通过可焊性分析,选用相应的的焊接方法、焊接坡口、焊接材料和无损检测,确定了合适的焊接工艺并应用于生产。

S30403+Q345R不锈钢复合钢板自动焊焊接工艺
格式:pdf
大小:104KB
页数:2P
4.8
不锈钢复合钢板是石油和化工生产中应用较多的复合钢板,我公司承接了某化工厂6台不锈钢复合钢板压力容器的生产任务,其主体材质是30mm+4mm的s30403+q345r。由于工期较短,如按常规的焊接方法,对过渡层和复层采用手工电弧焊进行焊接,不能按时完工。为了确保设备按时交付,对其工艺进行探讨,通过查阅许多有关资料及试验,为了提高工作效率,确定复层和过渡层采用自动焊进行焊接。
Q345R钢与S30408钢异种钢焊接工艺热门文档
S30408不锈钢管
格式:pdf
大小:103KB
页数:6P
4.5
外径mm 0.50.60.811.21.41.51.61.82 60.070.080.10.120.140.160.170.170.190.2 70.080.10.120.150.170.190.20.210.230.25 80.090.110.140.170.20.230.240.250.280.3 90.110.120.160.20.230.260.280.290.320.35 100.120.140.180.220.260.30.310.330.360.4 110.130.150.20.250.290.330.350.370.410.44 120.140.170.220.270.320.370.390.410.450
 S30408厚板奥氏体不锈钢低温容器的焊接工艺
S30408厚板奥氏体不锈钢低温容器的焊接工艺 S30408厚板奥氏体不锈钢低温容器的焊接工艺
格式:pdf
大小:213KB
页数:4P
4.8
通过对70mm厚板s30408奥氏体不锈钢低温压力容器的焊接工艺研究,针对焊接材料的选用进行了认真的分析,并确定了合理的焊接工艺,保证了超低温下焊缝的质量,经试验成功用于产品的焊接。
Q345r钢板
格式:pdf
大小:497KB
页数:3P
4.8
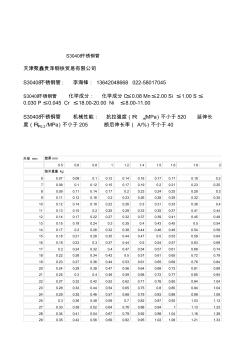
天津鲁岳钢铁销售有限公司 022-5878179313920128002夏士秦 q345r钢板q345r钢板现货供应商 执行标准:执行标准:gb713—2008 q345r钢板特点: q345r钢是屈服强度为265-345mpa级的压力容器专用板,它具有良好的综合力学性 能和工艺性能。磷、硫含量略低于低合金高强度钢板q345(16mn)钢,除抗拉强度、 延伸率要求比q345(16mn)钢有所提高外,还要求保证冲击韧性。它是目前我国用途 最广、用量最大的压力容器专用钢板。 化学成分: 牌 号 化学元素(质量分数)/% csimn c r n i m o n b vps al t q34 5r ≤0.20 ≤ 0. 55 1.2 0- 1.6 0 ≤ 0.0 25 ≤ 0. 01 5 ≥ 0. 02 0 力学性能:
Q345R/321不锈钢复合钢板的焊接工艺研究与应用 Q345R/321不锈钢复合钢板的焊接工艺研究与应用
格式:pdf
大小:150KB
页数:2P
4.4
对q345r与321不锈钢复合钢板的成分及其焊接性进行了分析,对其焊接工艺进行了研究,取得了良好的实际应用成果。
Q345R钢与S30408钢异种钢焊接工艺精华文档
Q235B与304L异种钢焊接工艺评定 Q235B与304L异种钢焊接工艺评定
格式:pdf
大小:520KB
页数:4P
4.7
对氨回收塔用q235b与304l的异种钢焊接进行了工艺评定;对弯曲试件产生裂纹的原因进行了分析;确定了符合jb4708—2000《钢制压力容器焊接工艺评定》要求的焊接材料和焊接工艺参数。
20CrNiMo钢与Q345B钢的焊接工艺研究 20CrNiMo钢与Q345B钢的焊接工艺研究
格式:pdf
大小:188KB
页数:未知
4.7
对20crnimo钢及q345b钢的焊接性进行分析研究,通过选择合适的焊接方法及材料、较小的热输入,辅以合理的预热温度和焊后热处理的工艺措施,进行了2种焊接方法的工艺试验。结果表明:所采用的焊接工艺完全达到了产品需求。
复合钢板Monel400/Q345R的焊接 复合钢板Monel400/Q345R的焊接
格式:pdf
大小:152KB
页数:2P
4.8
脱溶釜内筒体及封头设计材料是monel400/q345r镍基合金复合钢板,焊接技术是制造这台设备的关键技术之一。通过分析复合钢板和镍基合金的焊接特点,镍基合金含有cu成分,cu溶入在碳钢中极易出现热裂纹,故复合钢板焊接的关键是控制过渡层焊接时复层合金成分不溶入基层。镍基合金焊接时容易产生气孔和裂纹,焊前清理和控制焊接线能量是防止镍基合金焊接缺陷的有效途径。
Q345钢的焊接工艺及其应用研究 Q345钢的焊接工艺及其应用研究
格式:pdf
大小:63KB
页数:1P
4.5
本文就q345钢的焊接工艺及其实际应用进行了分析和探究,从而对q345钢在工程结构中的应用提供了理论依据。
Q345R+317L复合厚钢板的焊接工艺 Q345R+317L复合厚钢板的焊接工艺
格式:pdf
大小:890KB
页数:2P
4.6
通过对基层较厚的q345r钢和317l不锈钢复合钢板焊接性能的分析,制定了该复合钢板的焊接工艺,通过生产中的质量控制,确保了设备的制造质量。
Q345R钢与S30408钢异种钢焊接工艺最新文档
Q345E-40~60mm厚钢板焊接工艺
格式:pdf
大小:23KB
页数:3P
4.4
q345e\40~60mm厚钢板焊接工艺 摘要:本文对q345e厚钢板焊接工艺做了简单的介绍。 关键词:q345e钢板;施工工艺 abstract:inthispaper,theq345ethicksteelplateweldingprocesstoasimple introduction. keywords:q345esteelplate;constructiontechnology q345e钢板具有良好的韧性、塑性、冷弯性和焊接性能。一般在热轧或正火 状态下使用。广泛适用于桥梁、车辆、船舶、管道、锅炉、各种容器、油罐、电 站、厂房结构、低温压力容器等结构件。一般20mm以下的中板焊接时不用焊前 预热和焊前热处理。40~60mm算厚度板,由于较大的拘束度,焊接时需采取焊 前预热、后热等措施。 1、下料加工:采用氧—液化石油气切
Q345的焊接工艺编订
格式:pdf
大小:8KB
页数:4P
4.5
q345的焊接工艺编订 一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.060.02-0.2 q345c力学性能如下表(%): 机械性能指标伸长率(%)试验温度0℃抗拉强度mpa屈服点mpa≥ 数值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm时,σs≥325mpa;壁厚介于35-50mm时,σs≥295mpa 2.q345钢的焊接特点 2.1碳当量(ceq)的计算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 计算ceq=0.49%,大于0.45%,可见q345钢焊接性能不是
Q345E焊接工艺
格式:pdf
大小:21KB
页数:2P
4.3
q345e焊接工艺 q345e钢板具有良好的韧性、塑性、冷弯性和焊接性能。一般在热轧或正火状态 下使用。广泛适用于桥梁、车辆、船舶、管道、锅炉、各种容器、油罐、电站、 厂房结构、低温压力容器等结构件。一般20mm以下的中板焊接时不用焊前预热 和焊前热处理。40~60mm算厚度板,由于较大的拘束度,焊接时需采取焊前预热、 后热等措施。 1、焊前预热:由于厚40~60mm的q345e钢板的焊接拘束度较大,不采取措施或 采取的焊接措施不当,焊后容易产生焊接冷裂纹。所以焊前要预热。环境温度低 于零摄氏度时,禁止焊接。钢板对接定位后,在焊道两侧100mm范围内的母材用 每隔500mm设置电炉板一块(2.0kw),均匀加热至100℃左右,停止加热20分钟, 以利于热量向板中心传递,然后继续加热至150℃,测温点设在焊道两侧100mm 边远处。 2、焊接过程:焊接
Q345R钢板Q345R容器板锅炉板
格式:pdf
大小:7KB
页数:4P
4.5
q345r/q345r钢板/q345r容器板/优质q345r钢板/q345r锅炉板/q345r供应企业 根据2008年9月1日实施的《gb713-2008锅炉和压力容器用钢板》的新分类,16mng和 16mnr、19mng合并为q345r。q345r是普通低合金钢,是锅炉压力容器常用钢材,交货状 态分:热轧或正火,属低合金钢。性能与q345(16mn)的(16mm钢板的屈服强度大于345mpa) 性能相近,抗拉强度为(510-640)之间,伸长率大于21%,零度v型冲击功大于34j。q345r 工艺参考标准gb713-2008。 q345r钢是屈服强度为340mpa级的压力容器专用板,它具有良好的综合力学性能和工 艺性能。磷、硫含量略低于低合金高强度钢板q345(16mn)钢,除抗拉强度、延伸率要求比 q345(
全地形车底架40CrMnMo与Q420异种钢焊接工艺 全地形车底架40CrMnMo与Q420异种钢焊接工艺
格式:pdf
大小:184KB
页数:未知
4.3
全地形车底架采用中碳调质钢40crmnmo和低合金高强钢q420进行异种钢的焊接,分析了异种钢的焊接特点,设计了合理的40crmnmo与q420横角焊焊接工艺。结果表明:采用该工艺焊接的全地形车底架,焊接质量完全达到设计要求。
Q345焊接工艺规程
格式:pdf
大小:82KB
页数:11P
4.6
q345的焊接工艺 一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.06 0.02-0.2 q345c力学性能如下表(%): 机械性能指标伸长率(%)试验温度0℃抗拉强度mpa屈服 点mpa≥ 数值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm时,σs≥325mpa;壁厚介于35-50mm时, σs≥295mpa 2.q345钢的焊接特点 2.1碳当量(ceq)的计算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 计算ceq=0.49%,大于0.45%,可见q345钢焊接性能不是很
Q345R(R-HIC)钢板技术协议
格式:pdf
大小:49KB
页数:5P
4.4
q345r(r-hic)钢板技术协议 1范围 本技术协议适用12-30厚抗氢诱导开裂压力容器q345r(r-hic)钢板。 2引用标准 下列文件中的条款通过本协议的引用而成为本协议的条款。凡是注日期的引用文件, 其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本协议,然而,鼓励根据 本协议达成标准的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件, 其最新版本适用于本协议。 gb/t713锅炉和压力容器钢板 gb/t709热轧钢板和钢带的尺寸、外形、重量及允许偏差 gb/t223钢铁及合金化学成分分析方法 gb/t228.1金属材料拉伸试验方法 gb/t229金属材料夏比摆锤冲击试验方法 gb/t232金属材料弯曲试验方法 gb/t5313厚度方向性能钢板 gb/t231.1金属材料布氏硬度试验第1部分:试验方法 gb/t6394
低合金钢Q345R焊接接头的低温冲击性能分析 低合金钢Q345R焊接接头的低温冲击性能分析
格式:pdf
大小:246KB
页数:未知
4.4
压力容器主要用钢的低合金钢16mnr被q345r取代,而低合金钢和低碳钢又广泛用于空分设备中。笔者主要是针对q345r材料,通过各种焊接方法,对其焊接接头的力学性能和低温冲击性能进行了分析。
Q345钢结构的焊接工艺与品质控制研究
格式:pdf
大小:1.0MB
页数:3P
4.5
以建筑钢结构用q345钢板为对象,研究了焊接功率、焊接电流和电弧高度对其熔深和焊缝宽度的影响,并探讨了焊接工艺参数对焊接质量的作用机理。结果表明,要得到较为理想的焊接品质,焊接过程中,焊接功率、焊接电流和电弧高度需要控制在一定范围内,焊接工艺参数优化结果表明合适的焊接功率为3000~3500a,焊接电流为105~145a,电弧高度为3~4mm。
20钢与15CrMo的异种钢焊接工艺分析 20钢与15CrMo的异种钢焊接工艺分析
格式:pdf
大小:138KB
页数:2P
4.4
60万吨/年产甲醇装置r-52001合成塔靠近塔体第一道焊口出现不同程度的裂纹缺陷,由于塔体管口与升汽管材质不同,对焊接材料选用到焊接过程工艺参数的控制都提出了更高、更严的要求,通过选用合适的焊接材料及合理的工艺参数,成功地完成了升气管缺陷焊口的返修任务。异种钢的焊接一直是焊接工艺中的一个难点。文章通过对20钢与15crmo的异种钢焊接工艺进行探讨和分析,为类似的相关设备的检修提供借鉴和参考。
Q345R钢与S30408钢异种钢焊接工艺相关
文辑推荐
知识推荐
百科推荐

职位:专业监理工程师(污水厂给排水及设备)
擅长专业:土建 安装 装饰 市政 园林


