

Q235钢和16Mn钢焊接工艺规程制定论文
格式:pdf
大小:189KB
页数:27P
人气 :65
 4.5
4.5
I 毕业设计(论文) Q235钢和 16Mn钢焊接工艺规程制定 系 别: 学生姓名: 学 号: 专业名称: 指导教师: 年 月 日 II Q235钢和 16Mn钢焊接工艺规程制定 摘要 : 焊接工艺规程就是焊接过程中的一整套技术规定。包括焊接 方法、焊前准备、焊接材料、焊接设备、焊接顺序、焊接操作、工艺 参数以及焊后热处理等。 不同的焊接方法有不同的焊接工艺。焊接工艺主要根据被焊工 件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。 首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体 保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。确定 焊接方法后,再制定焊接工艺参数,焊接工艺参数的种类各不相同, 如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接 电源种类、极性接法、焊接层数、道数、检验方法等等。 在这篇毕业论文中我会通过两种不同材料的分析来讨论


编辑推荐下载


q235和16锰钢焊接
格式:pdf
大小:174KB
页数:15P
4.8
1 膃莇蒆蚇袃膀莂蚆羅艿蚄虿肁膂薀蚈膃莇蒆蚇袃膀莂蚆羅莆芈螅肇膈薇螅 螇莄蒃螄衿膇葿螃肂莂蚆羅莆芈螅 摘要 采用异种钢材料制造的焊接结构,不仅能满足不同工作条件对材质提出的不同要 求,而且可节约大量的贵重材料,降低成本,发挥不同材料的性能优势。不锈钢 和16锰钢钢结构焊接生产应用广泛,是常见的焊接材料,因此其焊接工艺的研 究有很重要的意义,尤其是在不调节焊接设备的情况下,控制焊缝溶池和焊缝成 形,从而提高焊接质量。我通过不锈钢中q235钢和16锰钢的焊接方法、焊接工 艺、坡口设计、焊接要求以及焊接质量检验等方面的论述,比较全面地总结了焊 接技术要点。焊接要求较高,特别是保证焊缝的耐腐蚀合钢板的对接和角接形式的 接头,从焊前准备工作,焊接方法及焊接材料的选择进行分析,制定较合理的焊接工 艺方案,满足设计施工的需要 第一章:绪论 1.1概述 钢是我们现代社会中不可缺少
Q235的焊接工艺
格式:pdf
大小:271KB
页数:10P
4.6
盐城市赛隆节能技术工程有限公司 1 q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的增加屈服 值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑性和焊接等性能有 较好的配合,用途最为广泛,大量应用于建筑及工程结构,以及一些对性能要求不太高 的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向,不易产生 焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需选用复杂和 特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体保护焊、 埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用较为
Q235钢和16Mn钢焊接工艺规程制定热门文档
q235的焊接工艺()
格式:pdf
大小:214KB
页数:13P
4.7
q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的 增加屈服值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑 性和焊接等性能有较好的配合,用途最为广泛,大量应用于建筑及工程结构, 以及一些对性能要求不太高的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向, 不易产生焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需 选用复杂和特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都 可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体 保护焊、埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用 较为广泛。3.1焊材选择 q235

xr焊条电弧焊和CO2气体保护焊对Q235钢和16Mn钢异种钢焊接工艺研究毕业论文收集资料
格式:pdf
大小:3.2MB
页数:35P
4.7
目录 摘要..................................................................错误!未定义书签。 第一章绪论............................................................................................1 1.1引言................................................................................................1 1.2发展现状及应用...........................................................................1 1.3q235钢的简介.
 20钢/16Mn钢换热器管-板焊接工艺研究
20钢/16Mn钢换热器管-板焊接工艺研究 20钢/16Mn钢换热器管-板焊接工艺研究
格式:pdf
大小:143KB
页数:1P
4.5
本文通过对20#钢与16mnr异种材质换热器管,焊接中常见的问题,进行了分析并提出解决措施。根据gb151-1999标准选择合理的焊接坡口与换热管伸出长度,结合实际生产情况,经过不断试验,制定合理的焊接规范。
焊接工艺评定报告Q235气保焊T
格式:pdf
大小:136KB
页数:7P
4.7
建筑钢结构焊接工艺评定报告 weldingprocedurequalificationrecord 编号:pqr-235gmaw-05 编制: 焊接责任 技术人员: 批准: 单位: 日期:2010年12月20日 焊接工艺评定报告目录 序号报告名称报告编号页次 1焊接工艺评定报告pqr-235gmaw-05 2焊接工艺评定指导书pqr(zd)-235gmaw-05 3焊接工艺评定记录表pqr(jl)-235gmaw-05 4焊接工艺评定检验结果 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 焊接工艺评定报告 共页第页 工程(产品)名称评定报告编号pqr-235gmaw-05 委托单位工艺指导书编号pqr(zd)-235gmaw-05 项目负责人依据标
Q235-A钢焊接工艺研究
格式:pdf
大小:415KB
页数:24P
4.5
安徽机电职业技术学院1 1 安徽机电职业技术学院 毕业设计说明书 课题名称 q235-a钢焊接工艺研究 系(部)机械工程系 专业焊接技术及自动化 班级 姓名 学号 指导教师 2010~2011学年第一学期 安徽机电职业技术学院2 2 指导教师评语 等级签名日期 安徽机电职业技术学院3 3 毕业设计任务书 专业:班级:学生: 一:设计题目: q235-a钢焊接工艺研究 二:设计内容: 1、q235-a钢板焊接试验方案设计; 2、绘制焊接工艺卡片; 3、q235-a焊接工艺评定试验设计; 4、论证q235-a最佳焊接试验方案 5、编写设计说明书; 6、试验结果论证 三:原始资料: q235-a钢板, 焊接材料, 焊接设备 四:完成日期:2010年2月3日 指导教师: 2010年11月8日签发 安徽机电职业技术
Q235钢和16Mn钢焊接工艺规程制定精华文档

Q235平板堆焊焊接工艺设计
格式:pdf
大小:1.5MB
页数:30P
4.6
0 1概述..................................................................................................1 1.1材料简介..................................................................................1 1.2焊接特点..................................................................................1 1.3手工电弧焊..............................................................................1 1.4堆焊方法

Q235钢CO2气体保护焊接工艺123
格式:pdf
大小:225KB
页数:32P
4.6
兰州工业学院 毕业设计(论文) q235钢co2气体保护焊 焊接工艺 系别材料工程学院 学生姓名王超超 学号201312602227 专业名称焊接技术及自动化 指导教师何林发 2016年1月16日 i 摘要 q235低碳钢在现代工业上应用十分广泛!本文主要针对q235低碳钢板材的 焊接本文以q235钢的co2气体保护焊的工艺为例对其进行了分析与研究q235 为普通碳素结构钢含碳适中,综合性能较好,强度、塑性和焊接等性能得到较好 配合,用途最广泛。常轧制成盘条或圆钢、方钢、工字钢、窗框刚等型钢,中厚 钢板。大量应用于建筑及工程结构。用以制作钢筋或建造厂房房架、桥梁、车辆、 容器、船舶等,也大量用作对性能要求不太高的机械零件。二氧化碳气体保护焊
65Mn与Q235异种钢的焊接
格式:pdf
大小:338KB
页数:19P
4.4
河南机电高等专科学校毕业论文 1 1绪论 在科学技术飞速发展的当今时代,焊接已经成功地完成了自身的蜕变。很少 有人注意到这个过程何时开始,何时结束。但它确确实实地发生在过去的某个时 段。我们今天面对着这样一个事实:焊接已经从一种传统的热加工技艺发展到了 集材料、冶金、结构、力学、电子等多门类科学为一体的工程工艺学科。而且, 随着相关学科技术的发展和进步,不断有新的知识融合在焊接之中。 剖析现代的焊接,我们不难发现其愈发显现出的几大特征: 一.焊接已成为最流行的连接技术 在当今工业社会,没有哪一种连接技术象焊接那样被如此广泛、如此普遍地 应用在各个领域。而其中最主要的原因就是其极具竞争力的性价比。 二.焊接显现了极高的技术含量和附加值 在人类社会步入二十一世纪的今天,焊接已经进入了一个崭新的发展阶段。 当今世界的许多最新科研成果、前沿技术和高新技术,诸如:计算机、微电子、

Q235B钢板焊接工艺评定
格式:pdf
大小:563KB
页数:39P
4.6
---------------------考试---------------------------学资学习网---------------------押题------------------------------ 焊接工艺评定 编号:hp-002 评定项目 适 用 范 围 材质 壁厚 管径 焊接 方法 焊接 位置 工程 范围 吸 收 塔, 预 洗 塔, 钢 架、 及 各 种 支 吊 架 等 结 构 q23钢对接sma类ⅰ级碳素0.35%)9m25mm) 手工电弧sma全位 使用单位盖章: 焊接工艺评定任务书 rw-06-02 编号: 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母材牌号q235b类级号a类ⅰ级 规格12mm:δ 焊接 材料 号型
Q235B钢板焊接工艺评定
格式:pdf
大小:510KB
页数:30P
4.6
中石化集团南京工程有限责任公司焊接工艺评定 第1页共30页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共30页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
Q235钢和16Mn钢焊接工艺规程制定最新文档
Q235B钢板-焊接工艺评定
格式:pdf
大小:505KB
页数:29P
4.6
中石化集团南京工程有限责任公司焊接工艺评定 第1页共29页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共29页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
Q235B钢板_焊接工艺评定
格式:pdf
大小:468KB
页数:29P
4.7
焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法 手工电弧焊(smaw) 焊接 位置全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/ 焊接接头的基本要求焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度 (mpa) 屈服强度 (mpa) 延伸率 (%) 弯曲角 (。)
20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺 20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺
格式:pdf
大小:74KB
页数:2P
4.6
在分析20mn23al无磁钢与q235低碳钢焊接性的基础上,通过对这两种材料进行焊接性试验,制订出了合理的埋弧焊焊接工艺。
20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺 20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺
格式:pdf
大小:92KB
页数:2P
4.3
在分析20mn23al无磁钢与q235低碳钢焊接性的基础上,提出用埋弧焊焊接两种材料的可行性,并制订了合理的埋弧焊焊接工艺。
Q345焊接工艺规程
格式:pdf
大小:82KB
页数:11P
4.6
q345的焊接工艺 一、材料介绍 1.q345化学成分如下表(%): 元素c≤mnsi≤p≤s≤al≥vnbti 含量0.21.0-1.60.550.0350.0350.0150.02-0.150.015-0.06 0.02-0.2 q345c力学性能如下表(%): 机械性能指标伸长率(%)试验温度0℃抗拉强度mpa屈服 点mpa≥ 数值δ5≥22j≥34σb(470-650)σs(324-259) 其中壁厚介于16-35mm时,σs≥325mpa;壁厚介于35-50mm时, σs≥295mpa 2.q345钢的焊接特点 2.1碳当量(ceq)的计算 ceq=c+mn/6+ni/15+cu/15+cr/5+mo/5+v/5 计算ceq=0.49%,大于0.45%,可见q345钢焊接性能不是很

通用焊接工艺规程 (3)
格式:pdf
大小:177KB
页数:11P
4.7
通用焊接工艺规程 2006-05-25发布2006-06-01日实施 1碳素钢、合金钢及不锈钢的焊接 1.1焊前准备 1.1.1 1.1.2焊件的坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法,在 采用热加工方法加工坡口后,必须除去坡口表面的氧化皮、熔渣及影响接头质量的表面层, 并应将凹凸不平处打磨平整。 1.1.3焊件组焊前应将坡口及其两侧表面不小于30mm范围内的油、漆、垢、锈、毛刺 及镀锌层等清除干净,不得有裂纹、夹层、加工损伤、毛刺及火焰切割熔渣等缺陷。油污清 理方法如下,首先用丙酮或四氯化碳等有机溶剂擦洗,然后用不锈钢丝刷清理至露出金属光 泽,使用的钢丝刷应定期进行脱脂处理。 1.1.4管子或管件、筒体对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的 10%,且不应大于2mm; 1.
自动焊焊接工艺评定Q235B
格式:pdf
大小:370KB
页数:22P
4.4
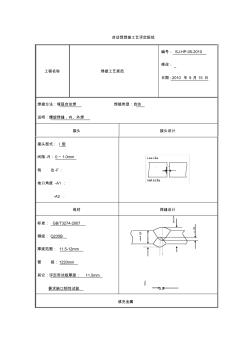
自动焊焊接工艺评定规范 工程名称焊接工艺规范 编号:sj-hp-05-2010 修改: 日期:2010年9月15日 焊接方法:埋弧自动焊焊接类型:自动 说明:螺旋焊缝,内、外焊 接头接头设计 接头型式:i型 间隙-r:0~1.0mm 钝边-f: 坡口角度-a1: -a2: 母材焊缝设计 标准:gb/t3274-2007 钢级:q235b 厚度范围:11.5-12mm 管径:1220mm 其它:评定用试板厚度:11.5mm 要求缺口韧性试验3.5 填充金属 11 .5 > 0 0- 2. 4 0- 3 焊接方法:saw(内焊)saw(外焊) 焊丝牌号:er50-6er50-6 规格:4.0mm4.0mm 焊剂型号:sj301sj301 焊接电流:750a800a 电弧电压:3


焊接工艺规程
格式:pdf
大小:253KB
页数:15P
4.3
1 目录 1.焊接的依据及标准................................................................................2 2.焊接用钢材............................................................................................2 3.焊接材料................................................................................................2 4.焊材储存和使用要求............................................................................2
Q235钢和16Mn钢焊接工艺规程制定相关
文辑推荐
知识推荐
百科推荐


职位:建筑行业结构工程师
擅长专业:土建 安装 装饰 市政 园林


