

Q235低碳钢板材焊接工艺
格式:pdf
大小:214KB
页数:17P
人气 :81
 4.7
4.7
2 开题 完成2 绪论2 Q235 完成2 焊接 完成2 总 完成2 老师 完成2 完善 完成 Q235 低碳钢在现代工业上应用十分广泛,本文主要针对 Q235 低碳钢板材 的焊接工艺进行设计, Q235 钢具有较高的可塑性,因此它的焊接性比较好,焊 接过程中不易产生裂纹, 通过经济和操作性两个方面的考虑, 选用手工电弧焊进 行焊接,焊接后变形小,缺陷少,焊接质量良好,当然最重要的是焊接工艺参数 设计正确,再到最后的焊后处理和金相检验和硬度测试, 总的来说设计思路正确, 构思明确 关键词:低碳钢;手工电弧焊;裂纹;焊接工艺;焊接接头;焊接质量 目录 【摘要】 ................................................................................................................ 错误!未



Q235低碳钢板材焊接工艺48062
2开题完成2绪论2q235完成2焊接完成2总2老师完成2完善完成 q235低碳钢在现代工业上使用十分广泛,本文主要针对q235低碳钢板材 的焊接工艺进行设计,q235钢具有较高的可塑性,因此它的焊接性比较好,焊 接过程中不易产生裂纹,通过经济和操作性两个方面的考虑,选用手工电弧焊进 行焊接,焊接后变形小,缺陷少,焊接质量良好,当然最重要的是焊接工艺参数 设计正确,再到最后的焊后处理和金相检验和硬度测试,总的来说设计思路正确, 构思明确 关键词:低碳钢;手工电弧焊;裂纹;焊接工艺;焊接接头;焊接质量 目录 【摘要】................................................................................................................错误!未定义书
Q235低碳钢的焊接性能
q235的焊接性 由于低碳钢含碳量低,锰、硅含量也少,所以,通常情况下不会因焊接而产生严重硬化 组织或淬火组织。低碳钢焊后的接头塑性和冲击韧度良好,焊接时,一般不需预热、控制层 间温度和后热,焊后也不必采用热处理改善组织,整个焊接过程不必采取特殊的工艺措施, 焊接性优良。 但在少数情况下,焊接时也会出现困难: 1)采用旧冶炼方法生产的转炉钢含氮量高,杂质含量多,从而冷脆性大,时效敏感性增加, 焊接接头质量降低,焊接性变差。 2)沸腾钢脱氧不完全,含氧量较高,p等杂质分布不均,局部地区含量会超标,时效敏感 性及冷脆敏感性大,热裂纹倾向也增大。 3)采用质量不符合要求的焊条,使焊缝金属中的碳、硫含量过高,会导致产生裂纹。如某 厂采用酸性焊条焊接q235-a钢时,因焊条药皮中锰铁的含碳量过高,会引起焊缝产生热裂 纹。 4)某些焊接方法会降低低碳钢焊接接头
编辑推荐下载


Q235低碳钢板材焊接工艺热门文档

 20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺
20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺 20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺
格式:pdf
大小:74KB
页数:2P
4.6
在分析20mn23al无磁钢与q235低碳钢焊接性的基础上,通过对这两种材料进行焊接性试验,制订出了合理的埋弧焊焊接工艺。
20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺 20Mn23Al无磁钢与Q235低碳钢的埋弧焊焊接工艺
格式:pdf
大小:92KB
页数:2P
4.3
在分析20mn23al无磁钢与q235低碳钢焊接性的基础上,提出用埋弧焊焊接两种材料的可行性,并制订了合理的埋弧焊焊接工艺。
Q235的焊接工艺
格式:pdf
大小:271KB
页数:10P
4.6
盐城市赛隆节能技术工程有限公司 1 q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的增加屈服 值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑性和焊接等性能有 较好的配合,用途最为广泛,大量应用于建筑及工程结构,以及一些对性能要求不太高 的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向,不易产生 焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需选用复杂和 特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体保护焊、 埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用较为
q235的焊接工艺()
格式:pdf
大小:214KB
页数:13P
4.7
q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的 增加屈服值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑 性和焊接等性能有较好的配合,用途最为广泛,大量应用于建筑及工程结构, 以及一些对性能要求不太高的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向, 不易产生焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需 选用复杂和特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都 可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体 保护焊、埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用 较为广泛。3.1焊材选择 q235
Q235低碳钢板材焊接工艺精华文档
低碳钢的焊接工艺 (2)
格式:pdf
大小:487KB
页数:16P
4.4
低碳钢的焊接工艺 1、材料的认识 钣金车间所焊的工件主要有冷轧板、热轧板、槽钢、镀锌板、不锈钢等。其中所用的冷轧板、热轧板、镀锌板的 材质为q195,槽钢的材质为q235.这两种材质都属于碳素钢。下面介绍各种材料的定义。 1.1冷轧板、热轧板 热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。根据用户的不同需求,经 过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带 产品。 冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化 使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。 冷轧板跟热轧板的区别: 1)热轧板硬度低,加工容易,有较好的韧性和延展性,但机械性能远不及冷加工,也次于锻造加工。 2)冷轧板采用冷扎加工表面无氧化皮,
低碳钢的焊接工艺
格式:pdf
大小:487KB
页数:16P
4.4
低碳钢的焊接工艺 1、材料的认识 钣金车间所焊的工件主要有冷轧板、热轧板、槽钢、镀锌板、不锈钢等。其中所用的冷轧板、热轧板、镀锌板的 材质为q195,槽钢的材质为q235.这两种材质都属于碳素钢。下面介绍各种材料的定义。 1.1冷轧板、热轧板 热轧,是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。根据用户的不同需求,经 过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带 产品。 冷轧:用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化 使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。 冷轧板跟热轧板的区别: 1)热轧板硬度低,加工容易,有较好的韧性和延展性,但机械性能远不及冷加工,也次于锻造加工。 2)冷轧板采用冷扎加工表面无氧化皮,
低碳钢板T形接头的平角焊
格式:pdf
大小:59KB
页数:4P
4.5
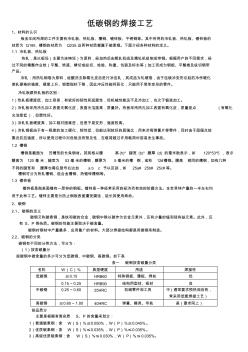
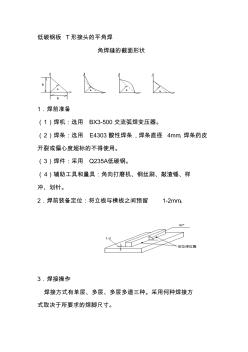
低碳钢板t形接头的平角焊 角焊缝的截面形状 1.焊前准备 (1)焊机:选用bx3-500交流弧焊变压器。 (2)焊条:选用e4303酸性焊条,焊条直径4mm,焊条药皮 开裂或偏心度超标的不得使用。 (3)焊件:采用q235a低碳钢。 (4)辅助工具和量具:角向打磨机、钢丝刷、敲渣锤、样 冲、划针。 2.焊前装备定位:将立板与横板之间预留1-2mm。 3.焊接操作 焊接方式有单层、多层、多层多道三种。采用何种焊接方 式取决于所要求的焊脚尺寸。 钢板厚度<8-9<9-12<12-16<16-20<20-24 焊脚最小 尺寸 456810 t形接头的平角焊 由于角焊焊接热量向钢板的三方扩散,焊接过程中钢板散 热快,不容易被烧穿;容易在t形接头根部由于热量不足而 形成未焊透缺陷,焊接电流比对接不焊要大10%。 单层角焊缝的焊接参数 焊脚 尺寸 345-6

Q235平板堆焊焊接工艺设计
格式:pdf
大小:1.5MB
页数:30P
4.6
0 1概述..................................................................................................1 1.1材料简介..................................................................................1 1.2焊接特点..................................................................................1 1.3手工电弧焊..............................................................................1 1.4堆焊方法
Q235低碳钢板材焊接工艺最新文档
CSP低碳钢板的组织和性能 CSP低碳钢板的组织和性能
格式:pdf
大小:621KB
页数:5P
4.5
对采用eafcsp工艺生产的zj330低碳钢热轧板进行了组织、性能和夹杂物分析。结果表明:成品板的晶粒细小、均匀、强度较高、拉伸试样的断口为韧性断口;ebsd分析表明:成品板组织中铁素体晶粒间基本为大角度晶界,择优取向不显著。由于薄板坯连铸时的凝固和冷却速度快,钢水洁净度高,使得夹杂物含量少、尺寸小、钢板的伸长率高。


Q235B钢板焊接工艺评定
格式:pdf
大小:563KB
页数:39P
4.6
---------------------考试---------------------------学资学习网---------------------押题------------------------------ 焊接工艺评定 编号:hp-002 评定项目 适 用 范 围 材质 壁厚 管径 焊接 方法 焊接 位置 工程 范围 吸 收 塔, 预 洗 塔, 钢 架、 及 各 种 支 吊 架 等 结 构 q23钢对接sma类ⅰ级碳素0.35%)9m25mm) 手工电弧sma全位 使用单位盖章: 焊接工艺评定任务书 rw-06-02 编号: 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母材牌号q235b类级号a类ⅰ级 规格12mm:δ 焊接 材料 号型
Q235B钢板焊接工艺评定
格式:pdf
大小:510KB
页数:30P
4.6
中石化集团南京工程有限责任公司焊接工艺评定 第1页共30页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共30页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
紫铜板与低碳钢焊接工艺 紫铜板与低碳钢焊接工艺
格式:pdf
大小:421KB
页数:3P
4.8
在充分实践的基础上,介绍了紫铜板与低碳钢板在仰焊位置施焊时如何防止或减少未焊透、冷热裂纹、气孔和外观缺陷而采取的工艺措施,并在理论和实际施焊两方面进行了分析和探索。
碳钢板材切割工艺探析 碳钢板材切割工艺探析
格式:pdf
大小:101KB
页数:1P
4.3
在钢结构建筑中,板材的下料工作至关重要,下料精确度、平整度、直线度直接影响到钢构件组装的几何形状,进而影响到焊接质量和整体强度。数控切割机的出现大大提高了板条的切割速度,节省了操作人工,提高了异形零件的切割可操作性。通过对数控切割机的切割实验得出合理的工艺参数。
焊接工艺评定报告Q235气保焊T
格式:pdf
大小:136KB
页数:7P
4.7
建筑钢结构焊接工艺评定报告 weldingprocedurequalificationrecord 编号:pqr-235gmaw-05 编制: 焊接责任 技术人员: 批准: 单位: 日期:2010年12月20日 焊接工艺评定报告目录 序号报告名称报告编号页次 1焊接工艺评定报告pqr-235gmaw-05 2焊接工艺评定指导书pqr(zd)-235gmaw-05 3焊接工艺评定记录表pqr(jl)-235gmaw-05 4焊接工艺评定检验结果 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 焊接工艺评定报告 共页第页 工程(产品)名称评定报告编号pqr-235gmaw-05 委托单位工艺指导书编号pqr(zd)-235gmaw-05 项目负责人依据标
低碳钢与低合金钢焊接工艺 低碳钢与低合金钢焊接工艺
格式:pdf
大小:111KB
页数:3P
4.5
通过对低碳钢与低合金钢的焊接性能进行分析,选用适宜的焊接方法、焊接材料、检测手段,采取相应的质量控制措施,制定了适宜的焊接工艺,确保产品焊接接头性能符合产品技术条件要求。
Q235低碳钢板材焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:主任建筑设计师
擅长专业:土建 安装 装饰 市政 园林


