



编辑推荐下载

Q235A与Q235B及焊接性分析
格式:pdf
大小:22KB
页数:2P
 4.8
4.8
有关q235中a/b/c/d a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别 为:q235a级,是不做冲击;q235b级,是20度常温冲击;q235c 级,是0度冲击;q235d级,是-20度冲击。在不同的冲击温度, 冲击的数值也有所不同。 元素含量:a、b、c、d硫含量依次递减;a和b的磷含量相同, c的磷含量次之,d磷含量最少 q235各个级别的化学成份: q235分a、b、c、d四级(gb700-88) q235a级含c0.14~0.22%mn0.30~0.65si≤0.30s≤0.050 p≤0.045 q235b级含c0.12~0.20%mn0.30~0.670si≤0.30s≤0.045 p≤0.045 q235c级含c≤0.18%mn0.35~0.80si≤0

Q235B钢薄板RSW焊接接头金相组织分析热门文档
 304/Q235内衬式复合管焊接接头耐点蚀性研究
304/Q235内衬式复合管焊接接头耐点蚀性研究 304/Q235内衬式复合管焊接接头耐点蚀性研究
格式:pdf
大小:518KB
页数:3P
4.8
选用304和308l两种焊丝作为过渡层焊材对304/q235复合管进行焊接,采用动电位极化曲线扫描和静态fecl3溶液浸泡法对其焊接接头的耐点蚀性进行了试验研究。结果表明:经酸洗钝化后,两种接头的点蚀坑直径变小,耐点蚀性均有所提高;自腐蚀电位:308l接头>304接头,自腐蚀电流:308l接头<304接头;点蚀电位304接头约-270mv,308l接头约-230mv,说明308l接头耐点蚀性能优于304接头,更能满足工程需要。

焊接接头组织
格式:pdf
大小:25KB
页数:5P
4.5
焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
SA213T92、T23异种钢小径管焊接接头金相组织分析
格式:pdf
大小:10KB
页数:6P
4.7
sa213t92、t23异种钢小径管焊接接头金相组织分析 摘要:sa213t92和t23都是新型的耐热钢,两种钢 材的异种钢焊接的工艺评定是完全必要的,本文通过小径管 焊接接头的金相组织分析为焊接工艺评定提供了可靠的依 据。 关键词:t92;t23;异种钢焊接;金相组织 doi:10.16640/j.cnki.37-1222/t.2015.23.028 1前言 t92是日本在t91基础上,对成分做了进一步完善改进, 适当降低mo含量至0.30-0.60%、加入1.50-2.00%的w形成 的新型铁素体耐热合金钢。t92具有比奥氏体钢更为优良的 热膨胀系数和导热系数,其具有极好的持久强度、高的许用 应力、良好的韧性和可焊性。t92钢管性能优良,使用温度 可达650℃。可部分替代tp304h和tp347h奥氏体不锈钢管 制造金属壁温不超过650℃的亚临界、

Q235B钢板焊接工艺评定
格式:pdf
大小:563KB
页数:39P
4.6
---------------------考试---------------------------学资学习网---------------------押题------------------------------ 焊接工艺评定 编号:hp-002 评定项目 适 用 范 围 材质 壁厚 管径 焊接 方法 焊接 位置 工程 范围 吸 收 塔, 预 洗 塔, 钢 架、 及 各 种 支 吊 架 等 结 构 q23钢对接sma类ⅰ级碳素0.35%)9m25mm) 手工电弧sma全位 使用单位盖章: 焊接工艺评定任务书 rw-06-02 编号: 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母材牌号q235b类级号a类ⅰ级 规格12mm:δ 焊接 材料 号型
Q235B钢板焊接工艺评定
格式:pdf
大小:510KB
页数:30P
4.6
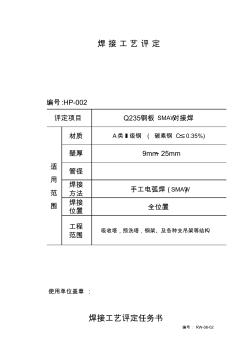
中石化集团南京工程有限责任公司焊接工艺评定 第1页共30页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共30页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
Q235B钢薄板RSW焊接接头金相组织分析精华文档
Q235B钢板-焊接工艺评定
格式:pdf
大小:505KB
页数:29P
4.6
中石化集团南京工程有限责任公司焊接工艺评定 第1页共29页 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 中石化集团南京工程有限责任公司焊接工艺评定 第2页共29页 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/
Q235B钢板_焊接工艺评定
格式:pdf
大小:468KB
页数:29P
4.7
焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法 手工电弧焊(smaw) 焊接 位置全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/ 焊接接头的基本要求焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度 (mpa) 屈服强度 (mpa) 延伸率 (%) 弯曲角 (。)
Q235B和Q345R钢板材的焊接性分析 Q235B和Q345R钢板材的焊接性分析
格式:pdf
大小:228KB
页数:3P
4.3
主要是通过q235b和q345r的可焊性分析制定合适的焊接工艺。在焊接完成后,测试其拉伸强度,分析焊缝部分的金相组织结构,分析硬度数据等,对整个实验进行总结。
Q235B冷板Q235B钢板
格式:pdf
大小:22KB
页数:2P
4.6
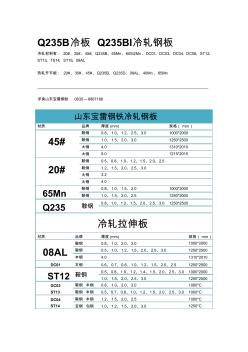
q235b冷板q235bl冷轧钢板 冷轧材料有:20#、35#、45#、q235b、65mn、60si2mn、dc01、dc03、dc04、dc06、st12、 st13、ts14、st16、08al 热轧开平板:20#、35#、45#、q235b、q235d、08al、40mn、65mn _______________________________________________________________________________ 详询山东宝雷钢铁0635—8887186 山东宝雷钢铁冷轧钢板 材质品牌厚度(mm)规格(mm) 45# 鞍钢0.8、1.0、1.2、2.5、3.01000*2000 鞍钢1.0、1.5、2.0、3.01250*2500 太钢4.01310*2010 太钢5.01215*2015 20#
Q235B钢薄板RSW焊接接头金相组织分析最新文档
镁合金缝焊焊接接头组织及断口分析 镁合金缝焊焊接接头组织及断口分析
格式:pdf
大小:1.0MB
页数:3P
4.6
采用德国进口3gnp400st交流缝焊机对镁合金az31b进行焊接试验,分析了不同焊接电流下熔核区和热影响区微观组织变化情况,得出镁合金缝焊焊接接头组织变化的一般规律及性能变化情况;观察和分析了母材和焊接接头的断口形貌。
B级铸钢与Q450NQR1钢焊接接头的组织与性能 B级铸钢与Q450NQR1钢焊接接头的组织与性能
格式:pdf
大小:1.6MB
页数:5P
4.4
用光学显微镜、显微硬度计、扫描电镜及三点弯曲疲劳试验机等研究了b级铸钢与q450nqr1钢焊接接头的组织与性能。结果表明:其焊缝组织为细小树枝状铁素体+珠光体,b级铸钢侧热影响区近焊缝区有马氏体组织;焊缝硬度达240~295hv,高于两侧母材的;b级铸钢侧热影响区硬度波动最大,硬度也最高,达370hv;与焊态相比,焊趾处打磨可使接头疲劳强度提高12%,整体喷丸可提高15%;在循环载荷作用下,焊接接头多在焊根处起裂。
镁合金活性TIG焊焊接接头组织特征分析 镁合金活性TIG焊焊接接头组织特征分析
格式:pdf
大小:686KB
页数:5P
4.6
对活性化焊接(a-tig)方法在镁合金焊接中的应用进行了初步的探讨。选取tio2作为活性剂,研究了单一活性剂tio2对镁合金焊接后微观组织的影响。试验结果表明,涂敷单一活性剂tio2可以使焊缝熔深比常规的tig焊增加2倍。与未涂敷活性剂的焊缝相比,涂敷tio2活性剂可以增大焊接的熔深,减小熔宽。

焊接接头论文
格式:pdf
大小:155KB
页数:3P
4.6
焊接接头论文 基于国外标准的焊接接头疲劳设计与工艺实现一体化研究 摘要:综述了基于国外标准的焊接接头疲劳设计与工艺实现一体 化研究的重要性,设计了相应的数据库。嵌套了bsi/iiw/din6700标 准。基于bsi和iiw标准中接头形式,可确定焊接接头的疲劳等级; 根据已知的焊接接头的应力谱,基于miner疲劳积累损伤理论,可计 算出焊接接头的疲劳寿命:根据din6700标准,自动打印焊接工艺 文件,从而实现基于国外标准的焊接接头疲劳寿命预测与工艺要求的 一体化。算例证明该系统具有很好的工程应用价值。 关键词:焊接接头;数据库;一体化 在工程机械使用中,焊接结构件的焊接接头或焊缝金属容易引发 结构疲劳破坏,严重影响机械设备的寿命。通过计算焊接接头的疲劳 寿命预测可以预先知道焊接接头的寿命,从而保证产品的运行的安全 性。bs标准和iiw标准提供了各种焊
 低合金钢Q345R焊接接头的低温冲击性能分析
低合金钢Q345R焊接接头的低温冲击性能分析 低合金钢Q345R焊接接头的低温冲击性能分析
格式:pdf
大小:246KB
页数:未知
4.4
压力容器主要用钢的低合金钢16mnr被q345r取代,而低合金钢和低碳钢又广泛用于空分设备中。笔者主要是针对q345r材料,通过各种焊接方法,对其焊接接头的力学性能和低温冲击性能进行了分析。
AZ31B镁合金薄板交流TIG焊接接头组织和性能研究 AZ31B镁合金薄板交流TIG焊接接头组织和性能研究
格式:pdf
大小:521KB
页数:未知
4.7
采用交流tig焊对2.0mm厚的变形镁合金az31b薄板进行焊接试验,利用扫描电镜、能谱分析、剪切试验对焊接接头的显微组织、元素分布、断口形貌、接头强度等进行分析。结果表明,焊缝区镁元素存在一定的氧化烧损,焊缝剪切强度为21mpa,剪切强度值较低,焊缝接头断口有明显的河流花样,呈现脆性准解理断裂形式。
异种钢焊接接头的裂纹分析 异种钢焊接接头的裂纹分析
格式:pdf
大小:1.0MB
页数:4P
4.5
通过宏观检查、化学成份分析、硬度检测、金相检验、断口观察,本文分析超了超临界机组用高温过热器管屏中异种钢焊接接头裂纹产生原因,提出了相应的预防措施和建议。
Q345钢的MAG焊接接头组织及力学性能分析 Q345钢的MAG焊接接头组织及力学性能分析
格式:pdf
大小:192KB
页数:3P
4.4
采用mag焊接方法制备了不同厚度q345钢平板对接焊件,分别对其进行拉伸、冲击、弯曲力学性能测试,并对焊缝区域进行显微组织观察,最后采用盲孔法测量焊接试样的残余应力。测试结果表明:12mm/12mm焊接试样的综合力学性能明显优于10mm/12mm与10mm/10mm焊接试样。在焊缝中心处10mm/12mm焊件纵向残余应力σx和横向残余应力σy均大于12mm/12mm焊件与10mm/10mm焊件残余应力。
Q235B钢薄板RSW焊接接头金相组织分析相关
文辑推荐
知识推荐
百科推荐


职位:隧道工程师
擅长专业:土建 安装 装饰 市政 园林


