

Q195钢种操作要点
格式:pdf
大小:29KB
页数:2P
人气 :51
 4.5
4.5
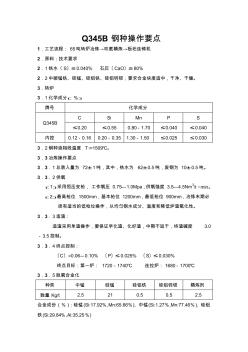
Q195 钢种操作要点 1.工艺流程: 65吨转炉冶炼→吹氩精炼→板坯连铸机 2.原料:技术要求 2.1铁水〔 S〕≤0.050% 石灰〔CaO〕≥80% 2.2硅锰、硅铝钙钡、硅铝铁,要求合金块度适中,干净、干燥。 3.转炉 3.1化学成分﹝ %﹞ 牌号 化学成分 Q195 C Si Mn P S 0.06-0.12 0.12-0.30 0.25-0.50 ≤0.045 ≤0.050 内控 0.06-0.09 0.09-0.15 0.30-0.40 ≤0.035 ≤0.040 3.2钢种液相线温度 T1=1520℃。 3.3冶炼操作要点 3.3.1总装入量为 72±1吨,其中,铁水为 62±0.5吨,废钢为 10±0.5吨。 3.3.2供氧 ﹝1﹞采用恒压变枪, 工作氧压 0.75—1.0Mpa,供氧强度 3.5—4.5Nm3/t·min。 ﹝2﹞最高枪位 1500mm,基本枪位



Q345B钢种操作要点
q345b钢种操作要点 1.工艺流程:65吨转炉冶炼→吹氩精炼→板坯连铸机 2.原料:技术要求 2.1铁水〔s〕≤0.040%石灰〔cao〕≥80% 2.2中碳锰铁、硅锰、硅铝铁、硅铝钙钡,要求合金块度适中,干净、干燥。 3.转炉 3.1化学成分﹝%﹞ 牌号化学成分 q345b csimnps ≤0.20≤0.550.80-1.70≤0.040≤0.040 内控0.12-0.160.20-0.351.30-1.50≤0.025≤0.030 3.2钢种液相线温度t1=1509℃。 3.3冶炼操作要点 3.3.1总装入量为72±1吨,其中,铁水为62±0.5吨,废钢为10±0.5吨。 3.3.2供氧 ﹝1﹞采用恒压变枪,工作氧压0.75—1.0mpa,供氧强度3.5—4.5nm3/t·min。 ﹝2﹞最高枪位1500mm,基本枪位

Q195炼钢要求
q195钢工艺操作 默认分类2010-09-2020:54:12阅读58评论0字号:大中小订阅 一、工艺流程:转炉→lf精炼→矩坯连铸→切割检验→发运装车 二、原料:技术要求 1、兑铁前必须取铁样分析,铁水[s]≤0.050%。 2、铁水温度>1250℃。 3、准备fe-si、mn-si、ba-al-si合金.要求合金干净、干燥,阴雨天送合金时必须用栅布遮盖. 4、炼钢前一天,合金上料工提供准确的合金成份,并登记在炉前黑板上。 三、转炉操作: (一)、化学成份(%) 牌 号 化学成分% csimnps q1950.06—0.120.12-0.300.25-0.50≤0.045≤0.050 内控0.07-0.110.15-0.200.35-0.45≤0.035≤0.035 钢种液相温度:t=1
编辑推荐下载
Q195钢材介绍
格式:pdf
大小:286KB
页数:5P
4.7
q235 普通碳素结构钢-普板 是一种钢材的材质。q代表的是这种材质的屈服度,后面的235,就是指这种材 质的屈服值,在235左右。并会随着材质的厚度的增加而使其屈服值减小。由于含碳 适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。常轧制 成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量 用用建筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、 锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。c、d级钢还可作 某些专业用钢使用。 等级 q235a,q235b,q235c,q235d。这是等级的区分,所代表的,主要是冲击的温度 有所不同而已! a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别为:q235a级, 是不做冲击;q235b级,是20度常温冲击;q

Q195带钢冷轧开裂的原因及对策
格式:pdf
大小:26KB
页数:5P
4.5
螺纹钢筋性能偏低原因及对策 技术中心 2018/8/10 q195带钢冷轧开裂的原因及对策 技术中心 一、问题的提出 长期以来,公司q195带钢一直存在硬度偏高、冷轧开裂的现象, 用户反映较大,特别是冷轧卷管的用户反映更强烈,进入2001年,部 分用户已开始少订或不订公司的q195带钢,严重影响了公司普带市场 的稳定和扩大。今年6月20至23日,孙总带队走访用户后,6月28 日主持会议,组织成立攻关组,对冷轧开裂原因进行了调查,提出了解 决办法。 二、缺陷特征 1、冷轧成薄带边部开裂 2.5mm、2.3mm厚热轧带钢直接冷轧成1.1~1.3mm薄带边部开裂。 表现为带钢边部有裂口,呈不规则状或锯齿状,导致冷带切边量加大, 切边不尽时,影响焊管的焊接质量。 2、冷轧成方管、圆管开裂 1.1~1.3mm冷带直接冷轧成方管、圆管开裂。表现为角部出现不 规
Q195钢种操作要点热门文档

Q195钢材介绍
格式:pdf
大小:296KB
页数:5P
4.5
q235 普通碳素结构钢-普板 是一种钢材的材质。q代表的是这种材质的屈服度,后面的235,就是指这种材 质的屈服值,在235左右。并会随着材质的厚度的增加而使其屈服值减小。由于含碳 适中,综合性能较好,强度、塑性和焊接等性能得到较好配合,用途最广泛。常轧制 成盘条或圆钢、方钢、扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量 用用建筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、车辆、 锅炉、容器、船舶等,也大量用作对性能要求不太高的机械零件。c、d级钢还可作 某些专业用钢使用。 等级 q235a,q235b,q235c,q235d。这是等级的区分,所代表的,主要是冲击 的温度有所不同而已! a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别为:q235a 级,是不做冲击;q235b级,是20度

Q195结构钢化学成分英文版
格式:pdf
大小:55KB
页数:5P
4.4
nationalstandardofthepeople’srepublicofchina gb700-88 carbonstructuralsteels(extract) 5technicalrequirements 5.1typeandchemicalcomposition 5.1.1steeltypeandchemicalcomposition(meltinganalysis)shallaccordwithtable1. table1 typegrade chemicalcomposition,% deoxidization methodcmn sisp maximum q195-0.06~0.120.25~0.500.300.0500.045f、b、z q215
解决Q195拉丝用方坯钢气泡缺陷的工艺措施
格式:pdf
大小:1.4MB
页数:4P
4.7
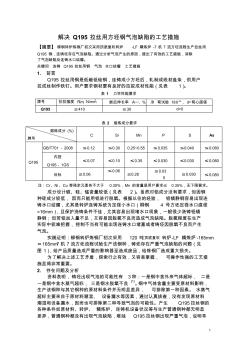
1 解决q195拉丝用方坯钢气泡缺陷的工艺措施 【摘要】柳钢转炉炼钢厂初次采用顶底复吹转炉-lf精炼炉-7机7流方坯流程生产拉丝用 q195钢,连铸坯存在气泡缺陷。通过分析气泡产生的原因,提出了有效的工艺措施,消除 了气泡缺陷及连铸水口结瘤。 关键词连铸q195拉丝用钢气泡水口结瘤工艺措施 1.前言 q195拉丝用钢是低碳低硅钢,连铸成小方坯后,轧制成线材盘条,供用户 拉成丝制作铁钉。用户要求钢材要有良好的拉拔成材性能(见表1)。 表1力学性能要求 表2熔炼成分要求 熔炼成分(%) 牌号 csimnpsas q195 gb/t701-2008≤0.12≤0.300.25~0.55≤0.035≤0.040≤0.080 内控 q195-1gs ≤0.07≤0.10≤0.35≤0.030≤0.030≤0.

Q195钢种操作要点精华文档
精轧螺纹钢施工操作要点
格式:pdf
大小:7KB
页数:3P
4.6
欢迎来主页下载---精品文档 精品文档 精轧螺纹钢施工操作要点 竖向预应力筋采用40si2mnmovφ∠32的高强精轧螺纹粗 钢筋,设计张拉力为542kn,其中箱梁内侧一排竖向预应力 筋张拉锚固力为450kn,采用梁顶一端张拉的方式,三处施 工的高强精轧螺纹粗钢筋的定尺长度为8.0m和9.0m两种, 设计长度超过以上两种的均需使用ygl-32联接器连接。为 了保证施工质量,应遵守以下要求: 1. 2.精轧螺纹钢的联结器位置应在粗钢筋中底部,以免 与纵向预应力筋发生碰撞,具体下料长度按照技术交 底执行; 3. 4.各根钢筋的联结器应相互错开,50cm范围内联结器 (及其扩孔段)数量不宜大于钢筋总数的25%; 5.精轧螺纹钢筋的波纹管内径为ф50,联结器位置波 纹管内径为ф80,长度40cm,施工时应保证ф80波纹
冶炼HPB300钢的操作要点xls
格式:pdf
大小:10KB
页数:1P
4.4
一、内控成份: 成份(%)csimnps 标准0.16-0.240.17-0.200.45-0.65≤0.045≤0.050 二、合金参考加入量: 硅锰:8.8kg/t硅铝钙:3.4kg/t,mn的回收率80%、si的回收率70%、c 的回收率92%,硅铝钙中si回收率为50%。余锰:0.10%,出钢碳:0.10% 硅锰加入量:(0.55%—0.10%)×50000÷64%÷80%=440kg 硅锰增硅量:440×17%×70%÷50000=0.104% 硅铝钙加入量:(0.18%—0.104%)×50000÷47%÷50%=170kg 硅铝钙增碳量:170×6%×92%÷50000=0.018% 碳粉加入量:(0.20%-0.10%-0.018%)×50000÷92%÷92%=50kg 三、工艺操作要点:
钢筋工程操作要点及技术措施
格式:pdf
大小:285KB
页数:5P
4.5
钢筋工程操作要点及技术措施 一、工艺流程 (一)柱钢筋绑扎 套柱箍筋→搭接绑扎竖向受力筋→画箍筋间距线→绑箍筋 (二)剪力墙钢筋绑扎 立2~4根竖筋→画水平筋间距→绑定位横筋→绑其余横竖筋 (三)梁钢筋绑扎 1、模内绑扎: 画主次梁箍筋间距→放主梁次梁箍筋→穿主梁底层纵筋及弯起筋→穿次梁底 层纵筋并与箍筋固定→穿主梁上层纵向架立筋→按箍筋间距绑扎→穿次梁上层纵 向钢筋→按箍筋间距绑扎 2、模外绑扎(先在粱模板上口绑扎成型后再入模内): 画箍筋间距→在主次梁模板上口铺横杆数根→在横杆上面放箍筋→穿主梁下 层纵筋一穿次梁下层钢筋→穿主梁上层钢筋→按箍筋间距绑扎→穿次梁上层纵筋 →按箍筋间距绑扎→抽出横杆落骨架于模板内 (四)板钢筋绑扎 清理模板→模板上画线→绑板下受力筋→绑负弯矩钢筋 (五)楼梯钢筋绑扎 划位置线→绑主筋→绑分布筋→绑踏步筋 二、操作工艺 (

精轧螺纹钢施工操作要点
格式:pdf
大小:6KB
页数:2P
4.3
1/2 精轧螺纹钢施工操作要点 竖向预应力筋采用40si2mnmovφ∠32的高强精轧螺纹粗钢筋,设计张拉力 为542kn,其中箱梁内侧一排竖向预应力筋张拉锚固力为450kn,采用梁顶一端张 拉的方式,三处施工的高强精轧螺纹粗钢筋的定尺长度为8.0m和9.0m两种,设计 长度超过以上两种的均需使用ygl-32联接器连接。为了保证施工质量,应遵守 以下要求: 1.精轧螺纹钢的联结器位置应在粗钢筋中底部,以免与纵向预应力筋发生碰 撞,具体下料长度按照技术交底执行; 2.各根钢筋的联结器应相互错开,50cm范围内联结器(及其扩孔段)数量不宜 大于钢筋总数的25%; 3.精轧螺纹钢筋的波纹管内径为ф50,联结器位置波纹管内径为ф80,长度 40cm,施工时应保证ф80波纹管与ф50波纹管的连接质量,以免漏浆,两端用封 口胶密封。 4.精轧螺
Q195钢的化学品安全技术说明书_MSDS_
格式:pdf
大小:18KB
页数:2P
4.6
化学品安全技术说明书(msds) 报告编号msdsq195页数1of2 产品编号q195日期2014年2月29日 1.化学品名称和企业标识 *化学品中文名称:碳素结构钢 *化学品英文名称:carbonstructuralsteel *企业名称:沛林钢铁实业有限公司 2.化学成份分析 总类fecsimnps 成分范 围(%) 98.22~99.01≤0.12≤0.30≤0.50≤0.035≤0.040 3.有害物含量说明 *本产品未含有害人体之化学成分。 *本产品无爆发性、无自燃性、非易燃物、无剧毒性、无腐蚀性。 *长期接触本产品对金属过敏者会有轻微过敏症状出现,但无伤人体健康。 4.紧急处置方法 *误入眼睛时,尽速以食盐水冲洗眼睛,让铁屑、铁粉等异物流出,并立即就医。 *误食入铁屑、铁粉时应尽速就医处置。 *铁屑、铁粉刺入
Q195钢种操作要点最新文档
Q195、Q215、Q235、Q255和Q275钢材的牌号
格式:pdf
大小:13KB
页数:1P
4.8
q195、q215、q235、q255和q275钢材的牌号 普通碳钢管钢中应用最多的、数量最大的,常轧制成钢材、型材及异型材、一般不需要经热处理直接使用, 主要用于一般结构和工程。 q195、q215、q235、q255和q275等分别表示钢材的牌号,钢的牌号由代表屈服点的字母(q)、屈服点 数值、质、质量等符号(a、b、c、d)脱氧方法符号等四部分按顺序组成。从化学成分上分,低碳钢牌号 q195、q215、q235、q255和q275牌号大,含碳量、含锰量越高,其塑性就越稳定。从力学性能上分,以 上牌号表示厚度≤16mm的钢材的屈服点。其抗拉强度分别为:315—430、335—450、375—500、410—550、 490—630(obn/mm2);qi其伸长率分别为:33、31、26、24、20(0.5﹪)。所以在向客户介绍钢材时,要提 醒客户根据所需产品材质选
彩钢板的施工技术及操作要点(1)
格式:pdf
大小:29KB
页数:7P
4.5
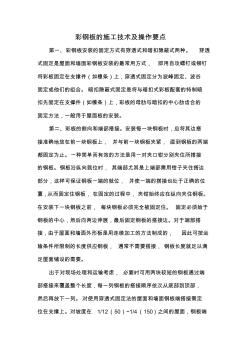
彩钢板的施工技术及操作要点 第一、彩钢板安装的固定方式有穿透式和暗扣隐蔽式两种。穿透 式固定是屋面和墙面彩钢板安装的最常用方式,即用自攻螺钉或铆钉 将彩板固定在支撑件(如檩条)上,穿透式固定分为波峰固定、波谷 固定或他们的组合。暗扣隐蔽式固定是将与暗扣式彩板配套的特制暗 扣先固定在支撑件(如檩条)上,彩板的母肋与暗扣的中心肋齿合的 固定方法,一般用于屋面板的安装。 第二、彩板的侧向和端部搭接。安装每一块钢板时,应将其边搭 接准确地放在前一块钢板上,并与前一块钢板夹紧,直到钢板的两端 都固定为止。一种简单而有效的方法是用一对夹口钳分别夹住所搭接 的钢板。钢板沿纵向就位时,其端部尤其是上端部需用钳子夹住搭边 部分,这样可保证钢板一端的就位,并使一端的搭接也处于正确的位 置,从而固定住钢板,在固定的过程中,夹钳始终应在纵向夹住钢板。 在安装下一块钢板之前,每块钢板必须完全被固定住。
建筑工程施工操作要点
格式:pdf
大小:40KB
页数:4P
4.3
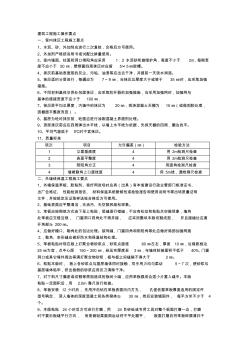
建筑工程施工操作要点 一、室内抹灰工程施工要点 1、水泥、砂、外加剂应进行二次复检,合格后方可使用。 2、外加剂严格按说明书或试配比掺量使用。 3、室内墙面、柱面和洞口得阳角应采用1:2水泥砂浆做暗护角,高度不小于2m,每侧宽 度不应小于50㎜,塑钢窗四周抹灰时应留5×5㎜胶槽。 4、抹灰前基础表面层的灰尘、污垢、油渍等应出去干净,并提前一天浇水润湿。 5、抹灰适时分层进行,每遍应为7~9㎜,当抹灰总厚度大于或等于35㎜时,应采取加强 措施。 6、不同材料基体交界处包面抹灰,应采取防开裂的加强措施,当采用加强网时,加强网与 基体的搭接宽度不应小于100㎜. 7、抹灰层平均总厚度,内墙中的抹灰为20㎜,现浇混凝土天棚为15㎜(或做刮胶处理, 因棚面平整度而宜)。 8、基层为砼时抹灰前,砼面应进行涂刷混凝土界面剂处理。 9、顶层抹灰前应在四周弹出水平线,以墙上

房屋建筑监理的操作要点及实施
格式:pdf
大小:9KB
页数:4P
4.4
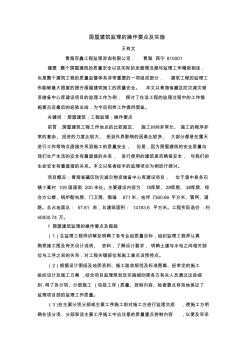
房屋建筑监理的操作要点及实施 王有文 青海百鑫工程监理咨询有限公司,青海西宁810001 摘要:整个房屋建筑的质量安全以及实际的发展情况都与监理工作精密相连, 也是整个建筑工程的质量监督体系非常重要的一项组成部分,建筑工程的监理工 作能够最大限度的提升房屋建筑施工的质量安全。本文以青海省藏区防灾减灾物 资储备中心库建设项目的监理工作为例,探讨了在该工程的监理过程中的工作措 施要点及最后的经验总结,为今后同类工作提供借鉴。 关键词:房屋建筑;工程监理;操作要点 前言:房屋建筑工程工作地点的比较固定、施工时间非常长、施工的程序非 常的复杂、投资的力度比较大、受到外界影响的因素比较多、大部分都是在露天 进行工作等特点直接关系到施工的质量安全,但是,因为房屋建筑的安全质量与 我们生产生活的安全有着直接的关系,进行使用的建筑是否确保安全,与我们的 生命安全有着直接的关系
 标准件Q195用钢的开发
标准件Q195用钢的开发 标准件Q195用钢的开发
格式:pdf
大小:219KB
页数:未知
4.5
文章介绍了q195标准件的应用及特点,根据钢种各化学元素的作用,确定生产工艺路线,确定炼钢工艺要点,介绍q195标准件的优良力学性能,指出q195标准件实验的注意事项。
Q195带钢边裂缺陷的分析与控制 Q195带钢边裂缺陷的分析与控制
格式:pdf
大小:446KB
页数:未知
4.4
针对通化钢铁股份有限公司生产热轧q195带钢过程中存在边部裂纹缺陷的难点问题,通过对边裂的统计分析、原料坯的成分检验,对其形成原因及机理进行了研究。结果表明:原料坯中c、mn、si等元素的含量对热轧带钢边裂缺陷的影响明显,采用了钢水成分调整工艺措施后,有效地控制了带钢边裂质量问题。
Q195带钢边裂缺陷的起因及对策 Q195带钢边裂缺陷的起因及对策
格式:pdf
大小:84KB
页数:1P
4.6
q195带钢生产中容易出现边裂缺陷,外观特征里带钢卷边部参差不齐,在一侧或两侧的边部呈连续或间断的树皮状或严重的锯齿状。这种缺陷产生的原因是:a.连铸坯边缘存在角裂纹、皮下气泡等缺陷;b.连铸坯坯边缘有夹杂;c.轧件边部温度过低,或轧制张力设定过大;d.连铸坯的硫、铜含量较高;e.轧制时的钢报脆性大。五大原因中连铸坯原因占了三个,可见连铸坯的控制非常重要。
Q195带钢边裂缺陷的起因及对策 Q195带钢边裂缺陷的起因及对策
格式:pdf
大小:84KB
页数:1P
4.3
q195带钢生产中容易出现边裂缺陷,外观特征里带钢卷边部参差不齐,在一侧或两侧的边部呈连续或间断的树皮状或严重的锯齿状。这种缺陷产生的原因是:a.连铸坯边缘存在角裂纹、皮下气泡等缺陷;b.连铸坯坯边缘有夹杂;c.轧件边部温度过低,或轧制张力设定过大;d.连铸坯的硫、铜含量较高;e.轧制时的钢报脆性大。五大原因中连铸坯原因占了三个,可见连铸坯的控制非常重要。

图文解说视频会议系统操作要点
格式:pdf
大小:3.8MB
页数:19P
4.7
图文解说视频会议系统操作要点 1.登录系统,安装客户端。 在浏览器中输入服务器的ip地址,进入视频会议的登录界面。 点击“视频客户端软件下载”,进行客户端的安装。 注:avcon视频客户端需要directx9.0的支持,所以在使用avcon客户 端前请确定本机中是否是directx9.0。您可以在“开始”--“运行”中输入 dxdiag,调用directx程序,查看它的版本号。如果directx9.0没有安装, 可以在登录页面中下载并且安装。 2.登录客户端。 在login页面上输入用户的相关信息,即可登录客户端界面。 3.视频调节。 登录后,先要做一些调节。 点击“菜单”下的“视频调节向导”,调出视频调节项。 提示:系统能够根据网络状况或cpu消耗率,自动调节本地视音频 质量。点击“下一步”,进行详细设置。编码器一般选择h263+,图象大小, 帧率
Q195钢种操作要点相关
文辑推荐
知识推荐
百科推荐


职位:电气销售工程师
擅长专业:土建 安装 装饰 市政 园林


