

PVC塑料门窗组装工艺之密封条的安装
格式:pdf
大小:65KB
页数:3P
人气 :61
 4.7
4.7
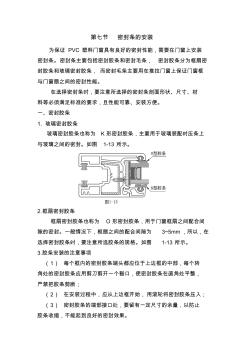
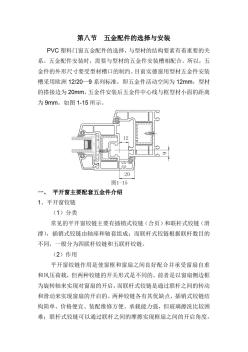
第七节 密封条的安装 为保证 PVC 塑料门窗具有良好的密封性能,需要在门窗上安装 密封条。密封条主要包括密封胶条和密封毛条, 密封胶条分为框扇密 封胶条和玻璃密封胶条, 而密封毛条主要用在推拉门窗上保证门窗框 与门窗扇之间的密封性能。 在选择密封条时,要注意所选择的密封条剖面形状、尺寸、材 料等必须满足标准的要求,且性能可靠、安装方便。 一、密封胶条 1. 玻璃密封胶条 玻璃密封胶条也称为 K形密封胶条,主要用于玻璃装配时压条上 与玻璃之间的密封。如图 1-13 所示。 2.框扇密封胶条 框扇密封胶条也称为 O 形密封胶条,用于门窗框扇之间配合间 隙的密封。一般情况下,框扇之间的配合间隙为 3~5mm,所以,在 选择密封胶条时,要注意所选胶条的规格。如图 1-13 所示。 3.胶条安装的注意事项 (1) 每个框内的密封胶条端头都应位于上边框的中部,每个转 角处的密封胶条应用剪刀剪开一个豁



PVC塑料门窗组装工艺之密封条的安装 (2)
第七节密封条的安装 为保证pvc塑料门窗具有良好的密封性能,需要在门窗上安装 密封条。密封条主要包括密封胶条和密封毛条,密封胶条分为框扇密 封胶条和玻璃密封胶条,而密封毛条主要用在推拉门窗上保证门窗框 与门窗扇之间的密封性能。 在选择密封条时,要注意所选择的密封条剖面形状、尺寸、材 料等必须满足标准的要求,且性能可靠、安装方便。 一、密封胶条 1.玻璃密封胶条 玻璃密封胶条也称为k形密封胶条,主要用于玻璃装配时压条上 与玻璃之间的密封。如图1-13所示。 2.框扇密封胶条 框扇密封胶条也称为o形密封胶条,用于门窗框扇之间配合间 隙的密封。一般情况下,框扇之间的配合间隙为3~5mm,所以,在 选择密封胶条时,要注意所选胶条的规格。如图1-13所示。 3.胶条安装的注意事项 (1)每个框内的密封胶条端头都应位于上边框的中部,每个转 角处的密封胶条应用剪刀剪开一个豁
PVC塑料门窗组装工艺之门窗质量检查、包装、入库
大连实德塑胶工业有限公司 dalianshideplasticindustryco.,ltd -1- 第十节门窗质量检查 一、型材、附配件的检查 依据型材标准gb8814对型材的外观、颜色和光度、剖面的尺寸 精度、行位公差、物理机械性能等进行检查;对于外购的塑料门窗的附 配件,包括增强型钢、密封条、紧固件、五金配件、玻璃等进厂都要依 据相应的标准进行检查,确保门窗所用材料都符合要求。 二、各工序及成品的检查 塑料门窗在装配生产过程中的质量检查包括各工序和成品检查两 部分。各工序的检查主要是关键工序的控制,如下料工序、焊接工序、 五金件装配工序、玻璃装配工序的控制。关键工序的质量直接影响到成 窗的各项性能,要对其进行首件检查和按比例抽检。下料工序的尺寸和 角度,v型口的位置、尺寸、角度,焊接工序的焊接参数、焊角强度、 焊后尺寸,五金件装配工序
编辑推荐下载
PVC塑料门窗组装工艺之型材下料 (2)
格式:pdf
大小:267KB
页数:6P
4.4
第一章pvc塑料门窗组装工艺 第一节型材下料 在塑料门窗制作过程中,第一步工序是型材的下料,下料精度对 门窗的质量有重要的影响。为保证门窗良好的使用性能,在下料工序 中,要严格按规范操作。应保证所选型材为合格品,型材的外观及尺 寸满足标准要求。 一、下料尺寸依据: 1.设计图纸 2.订单要求 3.洞口尺寸 二、框、扇的下料 1.设备 (1)型材下料设备主要是双角切割锯和任意角度锯。 (2)根据设备使用说明书制定科学的操作规范,并严格执行。 2.切割 开始切割时,根据下料依据和工艺要求确定下料尺寸,要注意机 器本身切割长度是否含有焊接余量。如果含有,切割时可以不用考虑 焊接余量,直接按照构件尺寸进行切割;如果不含,切割尺寸为构件 原尺寸加上两端焊接余量(一般单端焊接余量为3mm)。 例如,所制作固定窗的尺寸为1200mm×1500mm,机器本身 切割长度不含有

PVC塑料门窗组装工艺之型材下料
格式:pdf
大小:223KB
页数:6P
4.3
第一章pvc塑料门窗组装工艺 第一节型材下料 在塑料门窗制作过程中,第一步工序是型材的下料,下料精度对 门窗的质量有重要的影响。为保证门窗良好的使用性能,在下料工序 中,要严格按规范操作。应保证所选型材为合格品,型材的外观及尺 寸满足标准要求。 一、下料尺寸依据: 1.设计图纸 2.订单要求 3.洞口尺寸 二、框、扇的下料 1.设备 (1)型材下料设备主要是双角切割锯和任意角度锯。 (2)根据设备使用说明书制定科学的操作规范,并严格执行。 2.切割 开始切割时,根据下料依据和工艺要求确定下料尺寸,要注意机 器本身切割长度是否含有焊接余量。如果含有,切割时可以不用考虑 焊接余量,直接按照构件尺寸进行切割;如果不含,切割尺寸为构件 原尺寸加上两端焊接余量(一般单端焊接余量为3mm)。 例如,所制作固定窗的尺寸为1200mm×1500mm,机器本身 切割长度不含有
PVC塑料门窗组装工艺密封条安装热门文档
PVC塑料门窗组装工艺之型材焊接 (2)
格式:pdf
大小:58KB
页数:5P
4.8
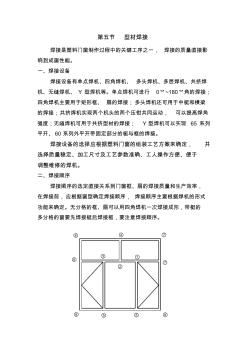
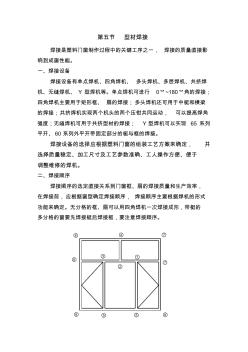
第五节型材焊接 焊接是塑料门窗制作过程中的关键工序之一,焊接的质量直接影 响到成窗性能。 一、焊接设备 焊接设备有单点焊机、四角焊机、多头焊机、多层焊机、共挤焊 机、无缝焊机、y型焊机等。单点焊机可进行0°~180°角的焊接; 四角焊机主要用于矩形框、扇的焊接;多头焊机还可用于中梃和横梁 的焊接;共挤焊机实现两个机头的两个压钳共同运动,可以提高焊角 强度;无缝焊机可用于共挤型材的焊接;y型焊机可以实现65系列 平开、60系列外平开带固定部分的梃与框的焊接。 焊接设备的选择应根据塑料门窗的组装工艺方案来确定,并 选择质量稳定、加工尺寸及工艺参数准确、工人操作方便、便于 调整维修的焊机。 二、焊接顺序 焊接顺序的选定直接关系到门窗框、扇的焊接质量和生产效率, 在焊接前,应根据窗型确定焊接顺序,焊接顺序主要根据焊机的形式 功能来确定。无分格的框、扇可以用四角焊机一

PVC塑料门窗组装工艺之玻璃装配 (2)
格式:pdf
大小:59KB
页数:5P
4.6
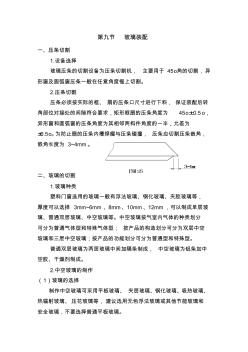
第九节玻璃装配 一、压条切割 1.设备选择 玻璃压条的切割设备为压条切割机,主要用于45o角的切割,异 形窗及圆弧窗压条一般在任意角度锯上切割。 2.压条切割 压条必须按实际的框、扇的压条口尺寸进行下料,保证装配后转 角部位对接处的间隙符合要求,矩形框扇的压条角度为45o±0.5o, 异形窗和圆弧窗的压条角度为其相邻两构件角度的一半,允差为 ±0.5o。为防止扇的压条内槽焊瘤与压条碰撞,压条应切割压条嵌角, 嵌角长度为3~4mm。 二、玻璃的切割 1.玻璃种类 塑料门窗选用的玻璃一般有浮法玻璃、钢化玻璃、夹胶玻璃等, 厚度可以选择3mm~6mm、8mm、10mm、12mm,可以制成单层玻 璃、普通双层玻璃、中空玻璃等。中空玻璃按气室内气体的种类划分 可分为普通气体型和特殊气体型;按产品的构造划分可分为双层中空 玻璃和三层中空玻璃;按产品的功能划分可分为普通型和特殊
PVC塑料门窗组装工艺之型材焊接
格式:pdf
大小:58KB
页数:5P
4.4
第五节型材焊接 焊接是塑料门窗制作过程中的关键工序之一,焊接的质量直接影 响到成窗性能。 一、焊接设备 焊接设备有单点焊机、四角焊机、多头焊机、多层焊机、共挤焊 机、无缝焊机、y型焊机等。单点焊机可进行0°~180°角的焊接; 四角焊机主要用于矩形框、扇的焊接;多头焊机还可用于中梃和横梁 的焊接;共挤焊机实现两个机头的两个压钳共同运动,可以提高焊角 强度;无缝焊机可用于共挤型材的焊接;y型焊机可以实现65系列 平开、60系列外平开带固定部分的梃与框的焊接。 焊接设备的选择应根据塑料门窗的组装工艺方案来确定,并 选择质量稳定、加工尺寸及工艺参数准确、工人操作方便、便于 调整维修的焊机。 二、焊接顺序 焊接顺序的选定直接关系到门窗框、扇的焊接质量和生产效率, 在焊接前,应根据窗型确定焊接顺序,焊接顺序主要根据焊机的形式 功能来确定。无分格的框、扇可以用四角焊机一
PVC塑料门窗组装工艺之焊瘤清理
格式:pdf
大小:18KB
页数:2P
4.3
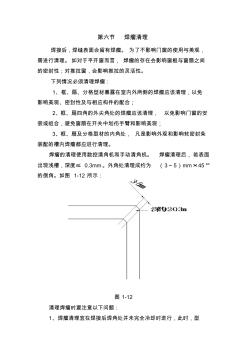
第六节焊瘤清理 焊接后,焊缝表面会留有焊瘤。为了不影响门窗的使用与美观, 需进行清理。如对于平开窗而言,焊瘤的存在会影响窗框与窗扇之间 的密封性;对推拉窗,会影响推拉的灵活性。 下列情况必须清理焊瘤: 1、框、扇、分格型材暴露在室内外两侧的焊瘤应该清理,以免 影响美观、密封性及与相应构件的配合; 2、框、扇四角的外尖角处的焊瘤应该清理,以免影响门窗的安 装或组合,避免窗扇在开关中划伤手臂和影响美观; 3、框、扇及分格型材的内角处,凡是影响外观和影响软密封条 装配的槽内焊瘤都应进行清理。 焊瘤的清理使用数控清角机和手动清角机。焊瘤清理后,若表面 出现浅槽,深度≤0.3mm。外角处清理成约为(3~5)mm×45° 的倒角。如图1-12所示: 图1-12 清理焊瘤时要注意以下问题: 1、焊瘤清理宜在焊接后焊角处并未完全冷却时进行,此时,型 材内部分子结构趋于稳定,未完全
PVC塑料门窗组装工艺之玻璃装配
格式:pdf
大小:59KB
页数:5P
4.5
第九节玻璃装配 一、压条切割 1.设备选择 玻璃压条的切割设备为压条切割机,主要用于45o角的切割,异 形窗及圆弧窗压条一般在任意角度锯上切割。 2.压条切割 压条必须按实际的框、扇的压条口尺寸进行下料,保证装配后转 角部位对接处的间隙符合要求,矩形框扇的压条角度为45o±0.5o, 异形窗和圆弧窗的压条角度为其相邻两构件角度的一半,允差为 ±0.5o。为防止扇的压条内槽焊瘤与压条碰撞,压条应切割压条嵌角, 嵌角长度为3~4mm。 二、玻璃的切割 1.玻璃种类 塑料门窗选用的玻璃一般有浮法玻璃、钢化玻璃、夹胶玻璃等, 厚度可以选择3mm~6mm、8mm、10mm、12mm,可以制成单层玻 璃、普通双层玻璃、中空玻璃等。中空玻璃按气室内气体的种类划分 可分为普通气体型和特殊气体型;按产品的构造划分可分为双层中空 玻璃和三层中空玻璃;按产品的功能划分可分为普通型和特殊
PVC塑料门窗组装工艺密封条安装精华文档
PVC塑料门窗使用说明
格式:pdf
大小:32KB
页数:3P
4.8
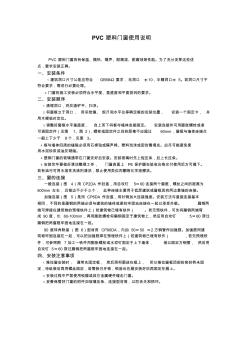
pvc塑料门窗使用说明 pvc塑料门窗具有保温、隔热、隔声、耐潮湿、耐腐蚀等性能。为了充分发挥这些优 点,要求安装正确。 一、安装条件 ⒈建筑洞口尺寸公差应符合gb5842要求,毛洞口±10,半精洞口±5。若洞口尺寸不 符合要求,需进行必要处理。 ⒉门窗的施工安装必须符合水平度、垂直度和平面排列的要求。 二、安装顺序 ⒈清理洞口,将灰渣铲平、扫净。 ⒉将窗框立于洞口,用吊线锤、规尺和水平仪等确定框的安装位置,安装一个固定卡,并 用木楔临时定位。 ⒊调整好窗框水平垂直度,自上而下将框与墙体连接固定。安装连接件可用膨胀螺栓或者 可调固定件(见图1、图2),螺栓或固定件之间的距离不应超过60mm,窗框与墙体连接点 一般上下少于8个,见图3。 ⒋框与墙体四周的缝隙必须用石棉毡或隔声棉、塑料泡沫或密封膏填充。应尽可能避免使 用水泥砂浆或油灰砌缝。 ⒌塑钢门窗的玻璃通
PVC塑料门窗的性能分析
格式:pdf
大小:10KB
页数:3P
4.4
pvc塑料门窗的性能分析 摘要:塑料门窗是继木、钢、铝合金门窗之后兴起的新型节能门窗,是当前世界 上所知的最佳的节能、保温、隔音且水密性、气密性和耐久性都很好的门窗。塑 料门窗目前主要是以改性聚氯乙烯树脂为原料,经挤出成型为各种断面的中空异 型材,再经定长切割并在其内腔加钢质型材加强筋,通过热熔焊接机焊接组装成 门窗框、扇,最后装配玻璃、五金配件、密封条等构成的门窗成品。它加工组装 方便,如果选用无毒助剂,采用先进设备,控制合理的生产工艺,则无论生产、 消费还是回收等过程均不会出现环境污染,是典型的绿色建材产品。因而,塑料 门窗的推广使用、相关加工组装设备的更新换代一直是备受世界各国关注的热 点。 关键词:聚氯乙烯塑料门窗性能改性 1、引言 世界上,塑料门窗是由德国于20世纪50年代开发成功的,开发利用pvc 树脂,生产门窗型材,生产工艺和设备发展很快,20世纪
 说说节能的PVC塑料门窗
说说节能的PVC塑料门窗 说说节能的PVC塑料门窗
格式:pdf
大小:40KB
页数:1P
4.5
能源是国民经济的基本支撑,是人类赖以生存的物质基础,能源安全既关系国家的经济发展,又影响到国家安全,因此能源节约问题受到了国家的高度重视。在建筑节能中,建筑门窗的节能占有重要地位。门窗是建筑外围护的重要组成部分,人们可根据
硬PVC塑料门窗安装 (2)
格式:pdf
大小:24KB
页数:5P
4.3
硬pvc塑料门窗安装 1范围 本工艺标准适用于工业与民用建筑塑料门窗安装工程。 2施工准备 2.1材料及主要机具: 2.1.1硬pvc塑料门窗的规格、型号、尺寸均应符合设计要求。适用于负荷不超过 800n/m2。 2.1.2门窗框连接件(铁脚)与洞口墙体连接,一般采用机械冲孔胀管螺栓固定;或 预埋木砖螺丝固定;应根据需要备齐。 2.1.3门窗小五金应按门窗规格、型号配套。 2.1.4门窗安装时应准备木楔、钢钉。 2.1.5密封膏应按设计要求准备。并应有出厂证明及产品生产合格证。 2.1.6嵌缝材料的品种应按设计要求选用。 2.1.7目攻螺丝、木螺丝根据需要准备。 2.1.8水泥:325号以上普通硅酸盐水泥或矿渣水泥。 砂:过5mm筛子,筛好备用。 豆石:准备少许。 2.1.9主要机具:线坠、粉线包、水平尺、托线板、手锤、扁铲、钢卷尺、
硬PVC塑料门窗安装
格式:pdf
大小:45KB
页数:3P
4.4
工程名称交底部位 工程编号日期 交底内容: 硬pvc塑料门窗安装 1范围 本工艺标准适用于工业与民用建筑塑料门窗安装工程。 2施工准备 2.1材料及主要机具: 2.1.1硬pvc塑料门窗的规格、型号、尺寸均应符合设计要求。适用于负荷不超过 800n/m2。 2.1.2门窗框连接件(铁脚)与洞口墙体连接,一般采用机械冲孔胀管螺栓固定;或 预埋木砖螺丝固定;应根据需要备齐。 2.1.3门窗小五金应按门窗规格、型号配套。 2.1.4门窗安装时应准备木楔、钢钉。 2.1.5密封膏应按设计要求准备。并应有出厂证明及产品生产合格证。 2.1.6嵌缝材料的品种应按设计要求选用。 2.1.7目攻螺丝、木螺丝根据需要准备。 2.1.8水泥:325号以上普通硅酸盐水泥或矿渣水泥。
PVC塑料门窗组装工艺密封条安装最新文档
安装PVC塑料门窗密封条应注意的一些问题 安装PVC塑料门窗密封条应注意的一些问题
格式:pdf
大小:271KB
页数:2P
4.3
本文通过密封条的功能、密封条的种类、密封条性能要求等的论述,指出了安装pvc塑料门窗密封条时就注意的一些问题。
PVC塑料门窗工艺规程
格式:pdf
大小:630KB
页数:34P
4.6
1、编制说明 2、pvc塑料推拉窗产品图19、窗框焊接(工序015) 3、pvc塑料推拉窗工艺流程20、清框内外角(工序016) 4、型材截面图21、清扇内外角(工序017) 5、框下料(工序001)22、清纱扇内外角(工序018) 6、扇下料(工序002)23、装扇毛条(工序019) 7、封盖下料(工序003)24、装下框挡封块(工序020) 8、纱窗滑轨下料(工序004)25、装滑轮(工序021) 9、纱扇下料(工序005)26、装扇密封条(工序022) 10、压条下料(工序006)27、装扇密封条(工序023) 11、外框衬钢下料(工序007)28、检验(工序024) 12、内扇衬钢下料(工序008) 13、铣下框排水槽(工序009) 14、铣下扇排水槽(工序010) 15、铣封盖缺口

门窗工程-硬PVC塑料门窗安装
格式:pdf
大小:74KB
页数:5P
4.5
施工技术交底单 施工单位:本交底单共5页第页1 工程名称施工班组 分部分项工程名称班组长签字 交底时间 主要成员签字 交底人签字 交底内容: 硬pvc塑料门窗安装 1范围 本工艺标准适用于工业与民用建筑塑料门窗安装工程。 2施工准备 2.1材料及主要机具: 2.1.1硬pvc塑料门窗的规格、型号、尺寸均应符合设计要求。适用于负荷不超过800n/m2。 2.1.2门窗框连接件(铁脚)与洞口墙体连接,一般采用机械冲孔胀管螺栓固定;或预埋 木砖螺丝固定;应根据需要备齐。 2.1.3门窗小五金应按门窗规格、型号配套。 2.1.4门窗安装时应准备木楔、钢钉。 2.1.5密封膏应按设计要求准备。并应有出厂证明及产品生产合格证。 2.1.6嵌缝材料的品种应按设计要求选用。 2.1.7目攻螺丝、木螺丝根据需要准备。 2.1.8水泥:325号以上普通硅酸盐水泥或矿渣
PVC塑料门窗组装工艺之增强型钢的切割与装配
格式:pdf
大小:21KB
页数:2P
4.7
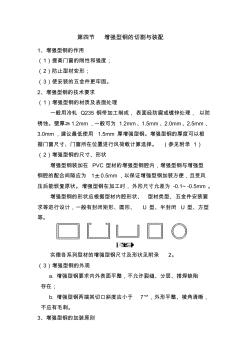
第四节增强型钢的切割与装配 1、增强型钢的作用 (1)提高门窗的刚性和强度; (2)防止型材变形; (3)使安装的五金件更牢固。 2、增强型钢的技术要求 (1)增强型钢的材质及表面处理 一般用冷轧q235钢带加工制成,表面经防腐或镀锌处理,以防 锈蚀。壁厚≥1.2mm,一般可为1.2mm、1.5mm、2.0mm、2.5mm、 3.0mm,建议最低使用1.5mm厚增强型钢。增强型钢的厚度可以根 据门窗尺寸、门窗所在位置进行风荷载计算选择。(参见附录1) (2)增强型钢的尺寸、形状 增强型钢装加在pvc型材的增强型钢腔内,增强型钢与增强型 钢腔的配合间隙应为1±0.5mm,以保证增强型钢加装方便,且受风 压后能恢复原状。增强型钢在加工时,外形尺寸允差为-0.1~-0.5mm。 增强型钢的形状应根据型材内腔形状、型材类型、五金件安装要 求等进行设计,一般有封闭矩
PVC塑料门窗组装工艺之铣排水孔和气压平衡孔
格式:pdf
大小:128KB
页数:3P
4.5
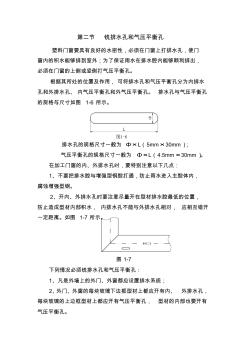
第二节铣排水孔和气压平衡孔 塑料门窗要具有良好的水密性,必须在门窗上打排水孔,使门 窗内的积水能够排到室外;为了保证雨水在排水腔内能够顺利排出, 必须在门窗的上侧或竖侧打气压平衡孔。 根据其所处的位置及作用,可将排水孔和气压平衡孔分为内排水 孔和外排水孔、内气压平衡孔和外气压平衡孔。排水孔与气压平衡孔 的规格与尺寸如图1-6所示。 排水孔的规格尺寸一般为φ×l(5mm×30mm); 气压平衡孔的规格尺寸一般为φ×l(4.5mm×30mm)。 在加工门窗的内、外排水孔时,要特别注意以下几点: 1、不要把排水腔与增强型钢腔打通,防止雨水进入主腔体内, 腐蚀增强型钢。 2、开内、外排水孔时要注意尽量开在型材排水腔最低的位置, 防止造成型材内部积水,内排水孔不能与外排水孔相对,应相互错开 一定距离。如图1-7所示。 图1-7 下列情况必须铣排水孔和气压平衡孔: 1、凡是

PVC塑料门窗安装工艺
格式:pdf
大小:46KB
页数:4P
4.7
表c1-3技术交底记录 工程名称 滨州市安兴花园小区19-28 #楼塑钢门窗工程 交底部位门窗安装 工程编号日期 交底内容: 塑钢门窗安装 1范围 本工艺标准适用于工业与民用建筑塑料门窗安装工程。 2施工准备 2.1材料及主要机具: 2.1.1pvc-u塑料门窗的规格、型号、尺寸均应符合设计要求。适用于负荷不超过800n/m2。 2.1.2门窗框连接件(铁脚)与洞口墙体连接,一般采用机械冲孔胀管螺栓固定; 2.1.3门窗小五金应按门窗规格、型号配套。 2.1.4门窗安装时应准备木楔、钢钉。 2.1.5密封胶应按要求准备。并应有出厂证明及产品生产合格证。 2.1.6填缝材料的品种应按设计要求选用。 2.1.7燕尾螺丝、自攻螺丝根据需要准备。
PVC塑料门窗组装工艺密封条安装相关
文辑推荐
知识推荐
百科推荐


职位:安全主管
擅长专业:土建 安装 装饰 市政 园林


