

PVC管材磨粉机中的磨盘制作工艺探索
格式:pdf
大小:229KB
页数:2P
人气 :63
 4.3
4.3
对PVC管材磨粉机目前在使用中存在的问题、制作磨盘的技术可行性、修复及制作的工艺、实施方案及最后的效果进行分析,对PVC管材磨盘的制作工艺进行了探索,以作为今后在这方面的制作技术的参考。




PVC管材
pvc-u管子 pvc-upipes recommendationsfor pvc-upipe installation raccomandazioniper l’installazioneditubi inpvc-u a.calcolareledilatazioni: coefficientedidilatazionedelpvc-u =0,08mm/m°c t=cambioditemperaturaen°c l=contazioneoespansioneinmm a=lunghezzanecessariaperla flessione d=diametro l=lunghezzainm. a. =lxtx0,08 a=33,5dxl a.dilatationscal
(完整版)PVC橡胶踢脚板制作工艺
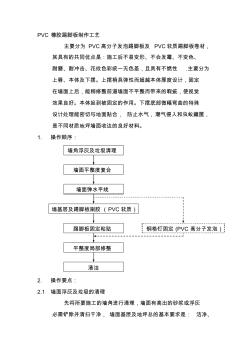
pvc橡胶踢脚板制作工艺 主要分为pvc高分子发泡踢脚板及pvc软质踢脚板卷材, 其具有的共同优点是:施工后不易变形、不会发霉、不变色、 耐磨、耐冲击、花纹色彩统一无色差,且具有不燃性.主要分为 上唇、本体及下摆。上摆稍具弹性而超越本体厚度设计,固定 在墙面上后,能稍修整前道墙面不平整而带来的暇疵,使视觉 效果良好。本体起到被固定的作用。下摆底部微幅弯曲的特殊 设计处理能密切与地面贴合,防止水气,潮气侵入和虫蚁藏匿, 是不同材质地坪墙面收边的良好材料。 1.操作顺序: 2.操作要点: 2.1墙面浮灰及垃圾的清理 先将所要施工的墙角进行清理,墙面有高出的砂浆或浮灰 必需铲除并清扫干净,墙面基层及地坪总的基本要求是:洁净、 墙角浮灰及垃圾清理 墙面平整度复合 墙面弹水平线 墙基层及踢脚板刷胶(pvc软质) 踢脚板固定粘贴 平整度局部修整 钢格钉固定(pvc高分子发泡)
编辑推荐下载
PVC管材PE管材比较
格式:pdf
大小:454KB
页数:9P
4.4
1/9 pvc-m管材与pe管比较 吴永刚 一、概述 聚氯乙烯最早开发于1872年,于1936年实现工业化,是世界上应用最广 泛的热塑性塑料之一,应用的范围比其他任何塑料都宽。随着社会的发展对pvc 的需求继续增加,今天全球每年的消耗量接近3000万吨,预期全球每年的增长 率超过4%,这些增长中一个重要的部分是pvc管道。目前全球聚氯乙烯的年 用量的三分之一应用于管材管件。 pvc管道诞生于1937年的德国,这也是世界上第一根塑料管道,从此就开 拓了“以塑代钢、以塑代木”的新局面。pvc管道经过半个多世纪的发展,已 得到了广泛的应用。虽然面临其他塑料管道的竞争,但pvc管道仍然在塑料管 道全球市场上占绝对优势,至今仍是产量和用量最大的塑料管道,约占整个塑料 管道市场62%的份额。 我国聚氯乙烯管道系统起步于20世纪50年代,但
制作工艺---封头
格式:pdf
大小:31KB
页数:5P
4.5
39 封头制作工艺 q/ljzgg0003/05-2005 1.总则 1.1本工艺适用于碳素钢、低合金钢及不锈钢制椭圆形封头的拉伸成 型,其他形式的封头也可参照执行。 1.2本工艺是与产品工艺文件配合使用的通用规定,若与产品工艺文 件有相抵触或产品工艺文件有特殊要求时,以工艺文件为准。 2.拉伸模与润滑 2.1根据产品名细表中指定的工装号选用胎模。 2.2使用的拉伸模应完好,上模排气孔不得堵死,经验证合格后方可 使用。 2.3上下模及压紧环分别用螺柱和附具固定在冲头和压力机底座上, 调整圆周方向间隙均匀,其差值≤1mm。 2.4每拉伸一个封头前,应检查胎模是否有松动和偏移,以及其他缺 陷,确认完后,方可继续使用。 2.5每个封头拉伸和压制前,必须清除胎模工件面上的氧化皮,熔渣 等杂物,并给拉环均匀的涂刷润滑剂. 冷拉伸封头时,上下模和压边圈工作面,毛坯周边的上下面,涂
PVC管材磨粉机中磨盘制作工艺热门文档
软PVC管材成型
格式:pdf
大小:249KB
页数:5P
4.6
软质聚氯乙烯管挤出成型工艺 聚氯乙烯塑料软管是以悬浮法聚氯乙烯树脂为主要原料,加入一定比例的增塑 剂、稳定剂、润滑剂及其他一些辅助原料,经混合均匀后造粒,然后用挤出机塑化 熔融而挤出成型的一种塑料制品。 1聚氯乙烯软管的特性与应用 (1)聚氯乙烯软管的特性由于聚氯乙烯软管是由多组分原料经混合后挤出 成型,所以它的特性是可变的,这取决于用原料配方中各种原料的组分比例大小。 通用型pvc软管的特性与普通硬质pvc管的特性相同,也具有化学稳定性好、耐 各种化学液体的腐蚀、电绝缘性能优良、可制成各种颜色等特点,但由于成型用料 配方中有增塑剂,所以这种塑料管柔软,可以任意弯曲。这是它不同于聚氯乙烯硬 管之处。 (2)聚氯乙烯软管的应用主要是用来代替橡胶管输送各种液体,作电缆套管及电线用 绝缘护套管等。 2聚氯乙烯软管挤出成型生产线及工艺顺序 聚氯乙烯软管用挤出机成型生产线设备组成如图

国标PVC管材参数
格式:pdf
大小:36KB
页数:1P
4.5
产品名称:南亚pvc-u管材 编号:6110211716 分类:南亚pvc管>>南亚upvc管材 规格(cm): 一、管材规格 pvc给水用管(gb/t10002.1-2006) 公 称 外 径 平均 外径 允许 差 壁厚 允许 差 2.5mpa2.0mpa1.6mpa1.25mpa1.0mpa0.8mpa0.63mpa 长度 最 小 壁 厚 参考 重量 最 小 壁 厚 参考 重量 最小 壁厚 参考重 量 最小 壁厚 参考重 量 最小 壁厚 参考重 量 最小 壁厚 参考重 量 最小 壁厚 参考重 量 20+0.3+0.42.30.2022.00.178 4m 25+0.3+0.42.80.3032.00.227 32+0.3+0.42.40.3522.00.29
PVC-U管材
格式:pdf
大小:112KB
页数:7P
4.4
表b3—2 工程材料/构配件/设备报审 工程名称:太原恒大绿洲五期51#、57#楼物业办公用房装修工程编号: 致:山西创享咨询公司监理分公司(监理单位) 我方于年月日进场太原恒大绿洲五期51#、57#楼物业办公用房装修的工程√材 料/□构配件/□设备数量如下(见附件)。现将质量证明文件及自检结果报上,拟用于下述部位: 太原恒大绿洲五期51#、57#楼物业办公用房装修工程 请予以审核。 附件:1、数量清单 2、质量证明文件 3、合格证 4、自检结果 承包单位(章) 项目经理 日期 审查意见: 经检查上述工程□材料/□构配件/□设备,□符合/□不符合设计文件和规范的要求,□ 准许/□不准许进场,□同意/□不同意使用于拟定部位。 项目监理机构(章): 总/专业监理工程师: 日期 表c3—2—1 原材料、构配件进场检验记录 检验日期:年月
 用粉料直接生产硬质PVC管材新工艺
用粉料直接生产硬质PVC管材新工艺 用粉料直接生产硬质PVC管材新工艺
格式:pdf
大小:140KB
页数:4P
4.6
用粉料直接生产硬质pvc管材新工艺郭连奎(锦州石化天元集团公司121001)0前言硬pvc管材具有强度高、耐腐蚀、重量轻及液流阻力小等优点,逐步取代了传统的铸铁管、钢管及笨重的水泥管,在建筑排水、通讯电缆护套、农业排罐及城乡自来水工程等领域中得到广泛...
PVC管材磨粉机中磨盘制作工艺精华文档
风管制作工艺_secret
格式:pdf
大小:72KB
页数:3P
4.5
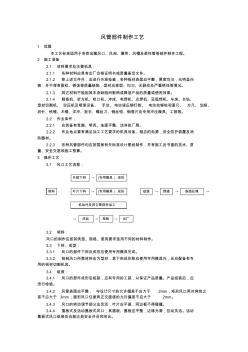
风管制作工艺 摘要:此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作:1.了解风管板材 规格;2.熟悉图纸;3.风管对接方法;4.下挂后接式接法;5.割板;6.风管 开槽;7.超长风管制作。 关键字:风管制作 此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作。 1.首先了解风管板材规格。通常用2400×1200(mm),厚20mm。 2.熟悉图纸,先了解风管立体尺寸,再算出周长,展开面积,根据所需面 积与板材规格合理下料,最大限度减少废料。如配料不当也会影响风管的美观与 强度。 3.风管制作根据风管大小不同,其对接方法通常有以下四种。 1).风管周长(角对接)小于1200mm(或2400mm) 2).风管周长大于1200mm(或2400mm)根据合理计算有两种对接方式(角 对接) 3)在某一平面对接时应先将整个风管平铺展开并错开接缝,将风管内壁接
![风管部件制作工艺[详细]](https://files.zjtcn.com/group1/M00/90/27/CgoBZ2A_gmGATofaAAAttaucHZs242.jpg) 钢管冷弯制作工艺探究
钢管冷弯制作工艺探究 钢管冷弯制作工艺探究
格式:pdf
大小:175KB
页数:4P
4.6
通过分析钢结构建筑工程中常用普通低碳钢管壁厚度、力学性能及含s夹杂物等相关因素对钢管冷弯性能的影响,对诸多工程大跨度桁架主弦杆的弯制工艺采取合理的技术措施,制定出弯管制作方案,通过计算机对弯钢管模型进行实体放样、对弯管机器模板进行精确调试,以达到设计要求的尺寸精度。

风管部件制作工艺
格式:pdf
大小:69KB
页数:5P
4.4
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 风管部件制作 1范围 本工艺标准适用于各类金属风口、风阀、罩类、风帽及柔性管等部件制作工程。 2施工准备 2.1材料要求及主要机具: 2.1.1各种材料应具有出厂合格证明书或质量鉴定文件。 2.1.2除上述文件外,应进行外观检查,各种板材表面应平整,厚度均匀,无明显伤痕,并 不得有裂纹、锈蚀等质量缺陷,型材应等型、均匀、无裂纹及严重锈蚀等情况。 2.1.3其它材料不能因其本身缺陷而影响或降低产品的质量或使用效果。 2.1.4剪板机、折方机、咬口机、冲床、电焊机、点焊机、亚弧焊机、车床、台钻、型材切 割机、空压机及喷漆设备、手动、电动液压铆钉钳、电动拉铆枪和直尺、方尺、划规、划针、铁 锤、木锤、洋冲、扳手、螺丝刀、钢丝钳、钢卷尺及专用冲压模具、工装等。
PVC管材磨粉机中磨盘制作工艺最新文档

风管部件制作工艺 (2)
格式:pdf
大小:34KB
页数:5P
4.5
风管部件制作 1范围 本工艺标准适用于各类金属风口、风阀、罩类、风帽及柔性管等部件制作工程。 2施工准备 2.1材料要求及主要机具: 2.1.1各种材料应具有出厂合格证明书或质量鉴定文件。 2.1.2除上述文件外,应进行外观检查,各种板材表面应平整,厚度均匀,无明显伤 痕,并不得有裂纹、锈蚀等质量缺陷,型材应等型、均匀、无裂纹及严重锈蚀等情况。 2.1.3其它材料不能因其本身缺陷而影响或降低产品的质量或使用效果。 2.1.4剪板机、折方机、咬口机、冲床、电焊机、点焊机、亚弧焊机、车床、台钻、 型材切割机、空压机及喷漆设备、手动、电动液压铆钉钳、电动拉铆枪和直尺、方尺、划规、 划针、铁锤、木锤、洋冲、扳手、螺丝刀、钢丝钳、钢卷尺及专用冲压模具、工装等。 2.2作业条件; 2.2.1应具备有宽敞、明亮、地面平整、洁净的厂房。 2.2.2作业地点要有满足加工工艺要求的机具
风管部件制作工艺 (3)
格式:pdf
大小:33KB
页数:5P
4.5
风管部件制作工艺 1范围 本工艺标准适用于各类金属风口、风阀、罩类、风帽及柔性管等部件制作工程。 2施工准备 2.1材料要求及主要机具: 2.1.1各种材料应具有出厂合格证明书或质量鉴定文件。 2.1.2除上述文件外,应进行外观检查,各种板材表面应平整,厚度均匀,无明显伤 痕,并不得有裂纹、锈蚀等质量缺陷,型材应等型、均匀、无裂纹及严重锈蚀等情况。 2.1.3其它材料不能因其本身缺陷而影响或降低产品的质量或使用效果。 2.1.4剪板机、折方机、咬口机、冲床、电焊机、点焊机、亚弧焊机、车床、台钻、 型材切割机、空压机及喷漆设备、手动、电动液压铆钉钳、电动拉铆枪和直尺、方尺、划规、 划针、铁锤、木锤、洋冲、扳手、螺丝刀、钢丝钳、钢卷尺及专用冲压模具、工装等。 2.2作业条件; 2.2.1应具备有宽敞、明亮、地面平整、洁净的厂房。 2.2.2作业地
弯管制作工艺
格式:pdf
大小:2.1MB
页数:16P
4.4
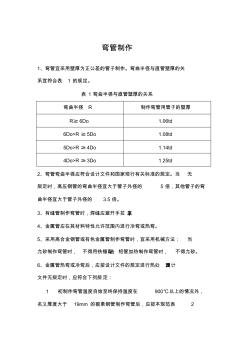
弯管制作 1、弯管宜采用壁厚为正公差的管子制作。弯曲半径与直管壁厚的关 系宜符合表1的规定。 表1弯曲半径与直管壁厚的关系 弯曲半径r制作弯管用管子的壁厚 r≥6do1.06td 6do>r≥5do1.08td 5do>r≥4do1.14td 4do>r≥3do1.25td 2、弯管弯曲半径应符合设计文件和国家现行有关标准的规定。当无 规定时,高压钢管的弯曲半径宜大于管子外径的5倍,其他管子的弯 曲半径宜大于管子外径的3.5倍。 3、有缝管制作弯管时,焊缝应避开手拉(压)区。 4、金属管应在其材料特性允许范围内进行冷弯或热弯。 5、采用高合金钢管或有色金属管制作弯管时,宜采用机械方法;当 允砂制作弯管时,不得用铁锤敲击。铅管加热制作弯管时,不得允砂。 6、金属管热弯或冷弯后,应按设计文件的规定进行热处理。当设计 文件无规定时,
LED制作工艺及LED节能灯制作工艺(精)
格式:pdf
大小:61KB
页数:10P
4.6
led制造工艺流程及细节 随着20世纪90年代,人类对氮化物led的发明,led的效率有了非常快的发 展.随着相关技术的发展,不久的未来led会代替现有的照明灯泡.近几年人们制 造led芯片过程中首先在衬底上制作氮化镓(gan基的外延片,外延片所需的材 料源(碳化硅sic和各种高纯的气体如氢气h2或氩气ar等惰性气体作载体之后, 按照工艺的要求就可以逐步把外延片做好.接下来是对led-pn结的两个电极进行 加工,并对led毛片进行减薄,划片.然后对毛片进行测试和分选,就可以得到所 需的led芯片.由于制作led芯片设备的造价都比较昂贵,同时也是生产的一个 投资重点,具体的工艺做法,不作详细的说明.下面简单介
钢构制作工艺.
格式:pdf
大小:74KB
页数:20P
4.7
9钢结构制造工艺 提要:本章介绍钢结构制造的各个工艺流程,其中包括详图绘制、备料、加工准备及放样、矫正、切割、制孔、弯形、端部及剖,加工、装配、 焊接等各道加工工序,和涂装、运输等环节。最后简要介绍钢结构安装和设计中应注意的一些问题。 9.1概述 钢结构是由多种规格尺寸的钢板、型钢等钢材,按设计要求裁剪加工成众多的零件,经过组装、连接、校正、涂漆等工序后制成成品,然后再 运到现场安装建成的。 随着科技进步和工业发展,制造工艺和加工设备也不断改进、更新。以钢结构的连结方法为例,它经历了销接、栓接、铆接、焊接、栓接与焊 接联合使用等几个历程。目前,国内外绝大多数连接方法采用焊接和栓接与焊接联合使用两种。后者是在工厂制造的结构杆件或单元采用焊接,而在 工地进行整体拼装的节点连接采用高强度螺栓。加工工艺及质量保证中采用了高新技术,在各工序中采用了程控自动机具,大大加速了制造过程,保 证了产品


风管部件制作工艺
格式:pdf
大小:33KB
页数:5P
4.7
风管部件制作 1范围 本工艺标准适用于各类金属风口、风阀、罩类、风帽及柔性管等部件制作工程。 2施工准备 2.1材料要求及主要机具: 2.1.1各种材料应具有出厂合格证明书或质量鉴定文件。 2.1.2除上述文件外,应进行外观检查,各种板材表面应平整,厚度均匀,无明显伤 痕,并不得有裂纹、锈蚀等质量缺陷,型材应等型、均匀、无裂纹及严重锈蚀等情况。 2.1.3其它材料不能因其本身缺陷而影响或降低产品的质量或使用效果。 2.1.4剪板机、折方机、咬口机、冲床、电焊机、点焊机、亚弧焊机、车床、台钻、 型材切割机、空压机及喷漆设备、手动、电动液压铆钉钳、电动拉铆枪和直尺、方尺、划规、 划针、铁锤、木锤、洋冲、扳手、螺丝刀、钢丝钳、钢卷尺及专用冲压模具、工装等。 2.2作业条件; 2.2.1应具备有宽敞、明亮、地面平整、洁净的厂房。 2.2.2作业地点要
磨粉机电动控制系统中的主回路控制设计 磨粉机电动控制系统中的主回路控制设计
格式:pdf
大小:409KB
页数:未知
4.3
全电控磨粉机淘汰替换老设备时应适合面粉厂原先主回路控制系统,即主电机远程启停控制和主回路电流监测要得以沿用。采用继电器模拟常开和常闭点动启停按钮,通过检测主回路电流检测远程启停主电机,整个设计分硬件和软件两部分协同实现。
PVC管材磨粉机中磨盘制作工艺相关
文辑推荐
知识推荐
百科推荐


职位:钢结构工程师
擅长专业:土建 安装 装饰 市政 园林


