

PTT长丝/天丝短纤复合纱面料的热加工设计
格式:pdf
大小:619KB
页数:4P
人气 :81
 4.6
4.6
为了充分发挥PTT长丝和天丝短纤各自的优良特性,形成优势互补,将PTT长丝和天丝短纤通过空心锭包覆和网络加工开发复合纱面料。本文针对PTT长丝/天丝短纤单纱空心锭包覆复合纱和PTT长丝/天丝短纤单纱网络复合纱面料的开发,探讨了PTT纤维的热加工性能及其与PTT长丝/天丝短纤复合纱面料设计的关系。结果表明,充分利用PTT纤维热加工对织物结构及性能变化的作用,优化面料设计方案,是实现PTT长丝/天丝短纤复合纱面料设计目标的关键,从而开发出了手感柔软滑爽、光泽柔和、弹性足且悬垂感强的新颖面料。



 自卷曲复合长丝PET/PTT纺丝工艺及性能
自卷曲复合长丝PET/PTT纺丝工艺及性能 自卷曲复合长丝PET/PTT纺丝工艺及性能
根据pet、ptt聚合物的特点,介绍了pet/ptt复合长丝的纺丝成形工艺,测试分析了pet/ptt长丝的截面与纵向形态、卷曲形态、热收缩率及其拉伸力学性能。实验结果表明:制得的pet/ptt长丝是以pet和ptt平行并列的双侧结构构成的复合长丝;该长丝经热处理后形成了永久性三维卷曲形态及结构;沸水处理后pet/ptt复合长丝的初始模量、断裂强度有所降低,断裂伸长率增大;该复合长丝中pet与ptt的比例对其卷曲性能、弹性回复率、拉伸力学性能、沸水收缩率等都有较大的影响。
玄武岩长丝/棉纤维复合纱线研制 玄武岩长丝/棉纤维复合纱线研制
为了将玄武岩长丝耐酸耐碱、抗紫外线性、绝缘性、抗辐射等功能性与棉纤维的柔软丰满的舒适性相结合,而使纱线的功能和风格复合化.在装有长丝喂入装置的环锭纺细纱机上,选择合理的工艺参数,采用短纤维包覆细旦长丝形成非弹力复合纱的方法,纺制出玄武岩长丝/棉纤维复合纱线,对其包覆率、毛羽、断裂强力、条干均匀度等成纱性能进行测试分析.结果表明,棉纤维可以对玄武岩长丝包覆且性能良好,进而为开发玄武岩长丝纺织品奠定了基础.
编辑推荐下载
纬编涤锦复合长丝毛巾布的染整 纬编涤锦复合长丝毛巾布的染整
格式:pdf
大小:277KB
页数:3P
4.4
在生产大红色纬编涤锦复合长丝毛巾布中,采用染色与亲水同浴整理,成品的干、湿摩擦牢度和皂洗牢度均达到4级,渗透时间为4s,且织物布面均匀、柔软。
细特毛涤天丝自然弹面料的设计与生产 细特毛涤天丝自然弹面料的设计与生产
格式:pdf
大小:103KB
页数:未知
4.3
介绍了毛涤天丝自然弹面料伸长及恢复机理、设计要点和关键生产控制措施。该产品利用毛纤维天然的弹性和可塑性,在设计中调整了原料配比,对纱线结构、织物紧度及纬经比进行了筛选,在生产中改进了后整理工艺并优化了工艺参数,对关键工艺采取了有效的控制措施。结果表明:工艺调整后,该产品弹性伸长率可达到9%~11%,恢复率可达到90%左右,各项物理指标符合服用性能要求。该面料生产过程符合低碳环保的理念。
PTT长丝/天丝短纤复合纱面料的热加工设计热门文档
宽幅细特天丝贡缎面料的设计与生产 宽幅细特天丝贡缎面料的设计与生产
格式:pdf
大小:244KB
页数:未知
4.6
细特天丝纱线断面根数少,强力低,弹性好,毛羽多,膨润度高。因此,络筒工序应降低络筒速度,保证通道光洁,减少毛羽,降低卷绕密度;整经工序应降低张力,保证张力、排列、卷绕三均匀;浆纱工序要优选浆液配方,优化浆纱工艺参数,采用"小张力、低黏度、高回潮、复分绞"工艺,以改善浆膜完整性和提高剩余伸长率,优化片梭织造经位置线及开口参数和引纬张力,避免产生纬向疵点和开车痕,后整理避免折痕和"霜印"。
材料成型(热加工基础)复习资料
格式:pdf
大小:21KB
页数:6P
4.4
知识点: 1.按阻碍收缩的原因可将铸造应力分为:热应力,机械应力 2.防止铸造热裂的措施:设计合理的铸件结构,改善型砂和芯砂的退让性, 严格限制钢和铸铁的硫含量 3.冷变形强化:同加工硬化 4.焊接性由好到坏的顺序t12、20钢、60钢、45钢是:20<45<60< t12。 5.焊接电弧分区组成:阳极区,阴极区,弧柱 6.机械零件毛坯选择的原则:使用性,工艺性,经济型 7.铸件的凝固方式有:逐层凝固,糊状凝固,中间凝固 8.合金的收缩可分为三个阶段:液态收缩,凝固收缩,固态收缩 9.自由锻:利用冲击力或压力是在上下砧块之间金属材料发生塑性变形得到所需锻件的 一种锻造加工方法 10.锻件图;锻件图是以零件图为基础绘制的,绘制时应考虑锻件余量和锻件公差。 11.碱性焊条与酸性焊条:熔渣以碱性氧化物为主的焊条称为碱性焊条, 1
抗静电细旦皮芯复合聚酯长丝的研制
格式:pdf
大小:94KB
页数:4P
4.4
合成纤维sfc2010no.3 张守运1,李培1,张顺花2* (1.浙江恒逸集团研发管理中心,浙江杭州310209; 2.浙江理工大学先进纺织材料与制备技术教育部重点实验室,浙江杭州310018) 摘要:分析和介绍了抗静电细旦皮芯复合聚酯长丝(fdy)生产中的聚酯聚合、切片制备和皮芯复合 纺丝工艺。结果表明,选用合适的抗静电剂及其阶段添加方式和添加量,控制好聚合及纺丝工艺,可以 生产出比电阻小、静电荷半衰期短、抗静电性能好的细旦皮芯复合聚酯长丝。 关键词:抗静电;聚酯;皮芯复合;fdy;制备 中图分类号:tq342.21文献标识码:b文章编号:1001-7054(2010)03-0043-04 抗静电细旦皮芯复合聚酯长丝的研制 涤纶广泛应用于服装、装饰和其他工业领域, 但是容易产生静电,其体积比电阻为1014~1015ω·cm。
抗静电细旦皮芯复合聚酯长丝的研制 抗静电细旦皮芯复合聚酯长丝的研制
格式:pdf
大小:145KB
页数:4P
4.4
分析和介绍了抗静电细旦皮芯复合聚酯长丝(fdy)生产中的聚酯聚合、切片制备和皮芯复合纺丝工艺。结果表明,选用合适的抗静电剂及其阶段添加方式和添加量,控制好聚合及纺丝工艺,可以生产出比电阻小、静电荷半衰期短、抗静电性能好的细旦皮芯复合聚酯长丝。
聚酯长丝网络复合长丝织物的拉伸和弹性回复性能 聚酯长丝网络复合长丝织物的拉伸和弹性回复性能
格式:pdf
大小:257KB
页数:4P
4.6
利用网络复合的加工方式试制了t400、ptt、ptt/pet、pet4种网络长丝,并测试其拉伸性能及其相关织物的拉伸和弹性回复性能。结果显示:通过网络复合加工的ptt/pet网络长丝可以兼具ptt和pet两者的优点,但其拉伸性能与网络复合加工的t400网络长丝有所差异。织物在伸长率为10%的情况下,采用双组分纺丝的t400进行网络复合方式加工的织物要优于纬纱采用对单组分纺丝的ptt、pet进行网络复合方式加工的织物,但在伸长率为20%的情况下,采用后者要优于前者。
PTT长丝/天丝短纤复合纱面料的热加工设计精华文档
PTT高弹双面呢绒面料的设计与开发 PTT高弹双面呢绒面料的设计与开发
格式:pdf
大小:184KB
页数:3P
4.6
通过ptt纤维与毛、高湿模量粘胶纤维、高收缩阳离子改性涤纶的不同配比,把毛纤维的异截面异收缩异长异旦鳞片结构充分发挥出来,采用ab纱结构,把毛纤维及ptt纤维全部在外层表现出来。既考虑面料上有足够鳞片收缩的绒感,又兼顾整个布面弹性、绒感。通过不同参数的选择,使ptt、毛等具有优良的形态记忆功能及弹性,达到呢面丰满富有弹性的布面风格。
玻璃纤维长丝纱断丝的常见形态及成因分析 玻璃纤维长丝纱断丝的常见形态及成因分析
格式:pdf
大小:232KB
页数:4P
4.7
对玻璃纤维断丝常见形态和成因进行了初步研究。从断丝产生的工序出发,以断丝的常见形态为重点,分析了玻璃纤维断丝产生的原因。得出结果:稀软长毛易缠结形成圈圈毛,高速弯曲下易形成硬刺毛。
长丝缠绕纤维增强复合材料管的内压刚度和强度特性 长丝缠绕纤维增强复合材料管的内压刚度和强度特性
格式:pdf
大小:418KB
页数:9P
4.6
本文从理论分析和实验角度,对内压下长丝缠绕(fw)纤维增强复合材料管的刚性和强度进行了研究,内容包括缠绕角为30°、45°、55°、70°的fw管以及缠绕角为55°的fw夹层管的刚度、形变和强度。结果发现,缠绕角为45°和55°的fw管应变和位移的实验结果与理论值相吻合。根据最大应力失效准则,我们对内压下管材失效强度的预测提出了一种理论上的方法,把理论上的结果和实验结果相比较,发现它们之间存在着一定的关系。
《钢热加工数值模拟手册》 《钢热加工数值模拟手册》
格式:pdf
大小:21KB
页数:1P
4.6
书号:978-7-111-53177-7;定价:159.00元本书全面系统地介绍了钢热加工工艺过程中的数学建模和计算机模拟技术,主要内容包括钢热加工过程建模的数学基础、建模方法和基本原则,以及钢的热(温)加工模型、铸造模拟、工业热处理作业模拟、淬火模拟、感应硬化过程模拟、激光表面硬化模拟、表面硬化数值模拟、热处理和化学热处理计算机模拟的工业应用等,辅之对钢热加工过程建模的展望。本书由世界各国热加工领域具有丰富经验的学者和专家共同撰写,聚焦于热加工工艺过程的模拟原理、实现方法和工程应用,
PTT长丝/天丝短纤复合纱面料的热加工设计最新文档
金属材料及其热加工
格式:pdf
大小:565KB
页数:10P
4.5
第1章材料的结构与性能 材料的性能决定于材料的化学成分和其内部的组织结构。 1.1金属材料的结构与组织 1.2金属材料的性能 1.3高分子材料的结构与性能 1.4陶瓷材料的结构与性能 §1.1金属材料的结构与组织 固态物质按其原子(离子或分子)的聚集状态可分为两大类:晶体与非晶体。 一、晶体概念 1、晶体与非晶体的区别: 晶体:原子(离子或分子)在三维空间有规则的周期性重复排列的物质。 晶体中的原子排列有对称性和周期性的特点。其主要特征: 主要特征: –有规则的外形; –均匀性; –解离性; –固定的熔点; –各向异性。 典型晶体:水晶、食盐、金属等。 非晶体:不具备晶体特征的物质。即,原子(离子或分子)在空间无规则排列。 长程无序,短程有序。 典型非晶体:普通玻璃、松香、塑料等。 2、晶胞—晶体的最小单元 ?结点:原子中心联线的交点。 ?晶格:原子排列
 高速钢与Q235钢复合板热加工中碳的迁移
高速钢与Q235钢复合板热加工中碳的迁移 高速钢与Q235钢复合板热加工中碳的迁移
格式:pdf
大小:721KB
页数:5P
4.7
研究了高速钢(w18cr4v,w6mo5cr4v2)与q235钢复合板材热加工过程中界面的显微组织变化。复合板经过热轧及退火后,在复合界面q235钢一侧形成300μm宽的脱碳区域。在后续的淬火过程中,脱碳区域的含碳量得到恢复。根据扩散理论和高速钢加热过程中基体的含碳量变化规律,对复合板材热加工过程中碳的迁移进行了讨论。
高速钢与Q235钢复合板热加工中碳的迁移 高速钢与Q235钢复合板热加工中碳的迁移
格式:pdf
大小:169KB
页数:4P
4.4
研究了高速钢(w18cr4v,w6mo5cr4v2)与q235钢复合板材热加工过程中界面的显微组织变化.复合板经过热轧及退火后,在复合界面q235钢一侧形成300μm宽的脱碳区域.在后续的淬火过程中,脱碳区域的含碳量得到恢复.根据扩散理论和高速钢加热过程中基体的含碳量变化规律,对复合板材热加工过程中碳的迁移进行了讨论.
聚酯/聚酰胺6中空桔瓣型纺粘复合长丝的裂离机制 聚酯/聚酰胺6中空桔瓣型纺粘复合长丝的裂离机制
格式:pdf
大小:372KB
页数:4P
4.5
概述了中空桔瓣型纺粘双组分复合长丝的生产原理及工艺流程,探讨了聚酯/聚酰胺6(pet/pa6)中空桔瓣型纺粘复合长丝的开纤及裂离机制的研究进展,初步分析了水刺开纤的机制。

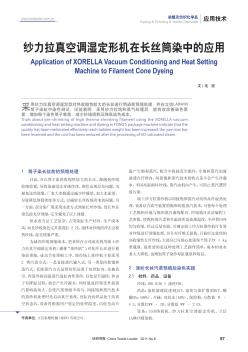
纱力拉真空调湿定形机在长丝筒染中的应用
格式:pdf
大小:835KB
页数:2P
4.4
采用纱力拉真空调湿定型对热收缩性较大的长丝进行筒染前预缩处理,并在立信labwin筒子染缸中染色测试。试验表明,采用纱力拉饱和蒸气处理后,能有效改善染色质量、增加每个染色筒子重量、减少纱线损耗及降低染色成本。
热加工论坛—轧钢培训教材++第九期
格式:pdf
大小:15KB
页数:3P
4.8
1 轧钢员工培训教材(第九期) 一、精轧机组轧制规程的内容及制定原则是什么? 精轧机组轧制规程的主要内容是,根据带坯情况及成品带钢的要求确定各 架轧机的空载辊缝和空载速度,也就是确定各架轧机的压下制度、速度制度和 温度制度。其中主要是各架轧机的压下量或轧出厚度的确定。厚度确定以后, 才能确定各架轧机的轧制速度。由于各架轧机轧出厚度实际等于空载辊缝加上 轧机的弹跳值,故欲确定各架轧机的空载辊缝值,就必须由实际轧出厚度减去 轧制机弹跳值。 制定精轧机组压下规程的原则,一般是充分利用高温的有利条件,把压下 量尽量集中在前几架。在后几架轧机上为了保证板形、厚度精度及表面质量, 压下量逐渐减小。 精轧机组的总压下量一般占板坯总压下量的10~25%。精轧机组各架轧机的 相对压下量分配见下表: 机架号1234567 压下率ε,%40~5035~4530~4025~4025
金属材料与热加工基础课程教学改革和实践
格式:pdf
大小:112KB
页数:1P
4.7
最近几年金属材料和热加工基础课程在教学的内容和教学方式上都产生了很大的变化,在课程内容的设置上更加的重视其实践性和实用性,同时其社会价值也逐渐的凸显了出来,在机械工程教学的发展中,金属材料与热加工基础课程是一项十分关键的内容,其教学的内容和教学方式也应该很好的顺应当今时代的发展需求。
PTT长丝/天丝短纤复合纱面料的热加工设计相关
文辑推荐
知识推荐
百科推荐


职位:初级安全工程师
擅长专业:土建 安装 装饰 市政 园林


