

PP-B铜塑管件生产工艺的研究
格式:pdf
大小:263KB
页数:4P
人气 :84
 4.6
4.6
采用注塑成型法生产出嵌段共聚聚丙烯(PP-B)铜塑管件,讨论了塑化温度、注塑压力、注塑速度等工艺条件对PP-B铜塑管件质量的影响。结果表明,当塑化温度200℃、注塑压力60 MPa、注塑速度75 m/s、注塑保压时间20 s时,PP-B铜塑管件的质量较理想。



 PPR铜塑管件的开发
PPR铜塑管件的开发 PPR铜塑管件的开发
采用注塑法生产出无规共聚聚丙烯(ppr)铜塑管件。讨论了铜件表面处理、铜件沟槽深度、注射压力、注射保压时间等工艺条件对ppr铜塑管件质量的影响。结果表明,当铜件表面经镀铬处理、铜件沟槽深度2.0mm、注射压力60mpa、塑化温度200℃、注射保压时间20s时,dn63规格的ppr铜塑管件质量较理想。
PPR管件生产工艺流程图及简述
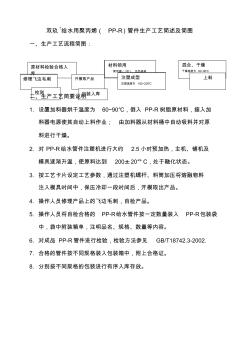
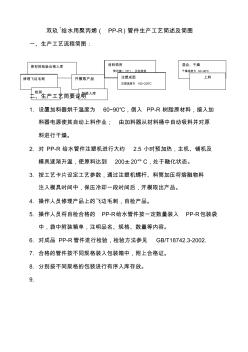
双玖 ? 给水用聚丙烯(pp-r)管件生产工艺简述及简图 一、生产工艺流程简图: 二、生产工艺简要说明 1.设置加料器烘干温度为60~90℃,倒入pp-r树脂原材料,接入加 料器电源使其自动上料作业;由加料器从材料桶中自动吸料并对原 料进行干燥。 2.对pp-r给水管件注塑机进行大约2.5小时预加热,主机、铺机及 模具逐渐升温,使原料达到200±20°c,处于融化状态。 3.按工艺卡片设定工艺参数,通过注塑机螺杆、料筒加压将熔融物料 注入模具时间中,保压冷却一段时间后,开模取出产品。 4.操作人员修理产品上的飞边毛刺,自检产品。 5.操作人员将自检合格的pp-r给水管件按一定数量装入pp-r包装袋 中,袋中附装箱单,注明品名、规格、数量等内容。 6.对成品pp-r管件进行检验,检验方法参见gb/t18742.3-2002. 7.合格的管件按不同规格装入
编辑推荐下载

塑料管件生产工艺技术说明
格式:pdf
大小:6KB
页数:3P
4.4
塑料管件生产工艺技术说明 1、纳米增韧增强塑料管材管件及其生产方法 2、离心浇注法制备塑料管件的装置 3、塑料利用加入金属粉末制成无接缝管件之方法 4、热塑性塑料管件的焊接方法 5、金属管件内壁塑料粉末涂装工艺 6、焊接热塑塑料管件的方法 7、耐高压高强度塑料管材及其管件和连接方法 8、塑料条如管件挤压机的管状校准装置 9、活接塑料管件及管路附件 10、不锈钢塑料复合速接管件及附件 11、一种大型塑料水管管件 12、一种含有钢纤维的塑料管件 13、由塑料挤压,注塑等成型的液态等介质用的管件等成型件 14、生产带r型密封槽塑料管件的方法 15、pe厚壁管材二次加工塑料管件生产工艺 16、由单一塑料管生产多个带插头管件的方法 17、金属塑料复合管件的生产方法 18、免焊接薄壁金属外壳塑料复合管件及其生产方法 19、直通类薄壁金属塑料复合管件及其生产方法 20、一种薄壁金属外壳塑料复合管件
PP-R管件生产工艺流程图及简述
格式:pdf
大小:11KB
页数:1P
4.3
双玖 ? 给水用聚丙烯(pp-r)管件生产工艺简述及简图 一、生产工艺流程简图: 二、生产工艺简要说明 1.设置加料器烘干温度为60~90℃,倒入pp-r树脂原材料,接入加 料器电源使其自动上料作业;由加料器从材料桶中自动吸料并对原 料进行干燥。 2.对pp-r给水管件注塑机进行大约2.5小时预加热,主机、铺机及 模具逐渐升温,使原料达到200±20°c,处于融化状态。 3.按工艺卡片设定工艺参数,通过注塑机螺杆、料筒加压将熔融物料 注入模具时间中,保压冷却一段时间后,开模取出产品。 4.操作人员修理产品上的飞边毛刺,自检产品。 5.操作人员将自检合格的pp-r给水管件按一定数量装入pp-r包装袋 中,袋中附装箱单,注明品名、规格、数量等内容。 6.对成品pp-r管件进行检验,检验方法参见gb/t18742.3-2002. 7.合格的管件按不同规
PP-B铜塑管件生产工艺的研究热门文档

管件生产工艺流程
格式:pdf
大小:67KB
页数:4P
4.5
管件生产工艺流程 无缝钢制弯头生产工艺流程(碳钢、合金钢): 无缝不锈钢冷推弯头工艺流程: 无缝热压弯头工艺流程(碳钢、合金钢): 钢制弯管加工工艺流程: 钢制对焊弯头生产工艺流程: 无缝热压三通生产工艺流程: 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面处理 涂漆标识资料确认包装发运 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面抛光 标识资料确认包装发运酸洗钝化 原材料复检切割下料加热压制整型盘头 热处理加工坡口成品检验表面处理涂漆标识 资料确认包装发运 原材料复检选料上机弯制尺寸校正热处理 加工坡口成品检验表面处理涂漆标识 资料确认包装发运 无损检验 原材料复检切割下料压片成型合片点焊焊接 射线探伤整型盘头热处理加工坡口 表面处理

管件生产工艺流程
格式:pdf
大小:1.4MB
页数:6P
4.6
精选文档 — 管件生产工艺流程 无缝钢制弯头生产工艺流程(碳钢、合金钢): 无缝不锈钢冷推弯头工艺流程: 无缝热压弯头工艺流程(碳钢、合金钢): 钢制弯管加工工艺流程: 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面处理 涂漆标识资料确认包装发运 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面抛光 标识资料确认包装发运酸洗钝化 原材料复检切割下料加热压制整型盘头 热处理加工坡口成品检验表面处理涂漆标识 资料确认包装发运 原材料复检选料上机弯制尺寸校正热处理 加工坡口成品检验表面处理涂漆标识 资料确认包装发运 无损检验 精选文档 — 钢制对焊弯头生产工艺流程: 无缝热压三通生产工艺流程: 无缝钢制异径管生产工艺流程(不锈钢): 无缝钢制热压异径管生产工艺流程(碳钢、合
管件生产工艺流程教学内容
格式:pdf
大小:76KB
页数:4P
4.5
管件生产工艺流程 精品资料 仅供学习与交流,如有侵权请联系网站删除谢谢2 管件生产工艺流程 无缝钢制弯头生产工艺流程(碳钢、合金钢): 无缝不锈钢冷推弯头工艺流程: 无缝热压弯头工艺流程(碳钢、合金钢): 钢制弯管加工工艺流程: 原材料复切割下料平口推制成整型 盘头热处理加工坡成品检表面处 涂漆标资料确包装发 原材料复切割下料平口推制成整型 盘头热处理加工坡成品检表面抛 标识资料确包装发酸洗钝 原材料复切割下料加热压整型盘头 热处理加工坡成品检表面处涂漆标 资料确包装发 原材料复选料上机弯尺寸校热处理 加工坡成品检表面处涂漆标 资料确包装发 无损检 精品资料 仅供学习与交流,如有侵权请联系网站删除谢谢3 钢制对焊弯头生产工艺流程: 无缝热压三通生产工艺流程: 无缝钢制异径管生产工艺流程(不锈钢): 无缝钢制
PE管件生产工艺及安装注意事项
格式:pdf
大小:18KB
页数:2P
4.5
山东亚马逊塑业有限公司 pe管件生产工艺及安装注意事项 一、pe管件生产工艺的介绍 挤出温度一般分五段控制,机身:供料段90℃-100℃,压缩段 100℃-140℃,计量段140℃-160℃;机头:分流器140℃-160℃, 模口140℃-160℃。 生产普通pe管件,螺杆一般不需要冷却。 生产普通高压pe管件的了却速度应缓慢,否则管子无光泽,造 成内应力集中,管内壁呈竹节状。 生产普通高压pe管件的压缩空气压力约为0.02-0.04mpa,压 力过大会使管子强度明显降低。 二、pe管件应用领域 pe管件的应用有很多方面,比如:pe给水管材、pe燃气管材及 pe阻燃、抗静电矿用管材、pe地源热泵管材、pe排水管材、pert 地暖管材以及配套pe给水管件、pe燃气管件、pe阻燃、抗静电矿 用双抗管件、pe燃气热熔管件、pe燃气电熔管件、pe地源热泵管 件
PPR管件生产标准-塑料行业PPR管十大品牌-索邦管业
格式:pdf
大小:1.1MB
页数:9P
4.4
塑料行业ppr管十大品牌-索邦管业 ppr管件生产标准gb/t18742.3-2002 前言 本系列标准在紧密跟踪国际标准化组织iso/tc138流体输送用塑料管材、管件和阀门技术委员会正在 制定的《冷热水用塑料管道系统—聚丙烯》系列标准动态基础上,结合我国聚丙烯管材、管件生产使用实 际制定的。 本系列标准由以下三个部分组成: —gb/t18742.1-2002冷热水用聚丙烯管道系统第1部分:总则; —gb/t18742.2-2002冷热水用聚丙烯管道系统第2部分:管材; —gb/t18742.3-2002冷热水用聚丙烯管道系统第3部分:管件。 本标准由中国轻工业联合会提出。 本标准由全国塑料制品标准化技术委员会管材、管件和阀门分技术委员会(tc48/sc3)归口。 本标准起草单位:上海白蝶管业科技股份有限公司
PP-B铜塑管件生产工艺的研究精华文档

管件生产工艺流程(20201009131619)
格式:pdf
大小:1.4MB
页数:5P
4.5
1/5下载文档可编辑 管件生产工艺流程 无缝钢制弯头生产工艺流程(碳钢、合金钢): 无缝不锈钢冷推弯头工艺流程: 无缝热压弯头工艺流程(碳钢、合金钢): 钢制弯管加工工艺流程: 钢制对焊弯头生产工艺流程: 无缝热压三通生产工艺流程: 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面处理 涂漆标识资料确认包装发运 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面抛光 标识资料确认包装发运酸洗钝化 原材料复检切割下料加热压制整型盘头 热处理加工坡口成品检验表面处理涂漆标识 资料确认包装发运 原材料复检选料上机弯制尺寸校正热处理 加工坡口成品检验表面处理涂漆标识 资料确认包装发运 无损检验 原材料复检切割下料压片成型合片点焊焊接 射线探伤整型盘头热处理加工坡口

管件生产工艺流程(20201009131643)
格式:pdf
大小:1.4MB
页数:6P
4.7
管件生产工艺流程 无缝钢制弯头生产工艺流程(碳钢、合金钢): 无缝不锈钢冷推弯头工艺流程: 无缝热压弯头工艺流程(碳钢、合金钢): 钢制弯管加工工艺流程: 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面处理 涂漆标识资料确认包装发运 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面抛光 标识资料确认包装发运酸洗钝化 原材料复检切割下料加热压制整型盘头 热处理加工坡口成品检验表面处理涂漆标识 资料确认包装发运 原材料复检选料上机弯制尺寸校正热处理 加工坡口成品检验表面处理涂漆标识 资料确认包装发运 无损检验 钢制对焊弯头生产工艺流程: 无缝热压三通生产工艺流程: 无缝钢制异径管生产工艺流程(不锈钢): 无缝钢制热压异径管生产工艺流程(碳钢、合金钢): 原材料复检切割
某塑胶公司PPR管材管件生产项目职业病危害控制效果评价 某塑胶公司PPR管材管件生产项目职业病危害控制效果评价
格式:pdf
大小:320KB
页数:3P
4.6
为了解某塑胶公司ppr管材、管件生产项目作业场所职业病危害防护和职业卫生管理工作是否符合国家有关法律要求,对项目现场进行了调查分析。分析结果表明:该项目职业病危害因素有噪声、粉尘、高温、丁酮、异丙醇等,其中破碎工接触噪声40h等效声级超过现行职业卫生标准;其他工种接触职业病危害因素均未超标;职业健康检查未发现职业禁忌证及疑似职业病,项目职业病防治工作基本符合国家相关法律、法规、标准和规范的要求,但应加强培训和教育,以控制职业病发病风险,保证工人健康。

管件生产工艺流程(20200924230558)
格式:pdf
大小:1.4MB
页数:6P
4.4
. ... .. . . . .z 管件生产工艺流程 无缝钢制弯头生产工艺流程(碳钢、合金钢): 无缝不锈钢冷推弯头工艺流程: 无缝热压弯头工艺流程(碳钢、合金钢): 钢制弯管加工工艺流程: 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面处理 涂漆标识资料确认包装发运 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面抛光 标识资料确认包装发运酸洗钝化 原材料复检切割下料加热压制整型盘头 热处理加工坡口成品检验表面处理涂漆标识 资料确认包装发运 原材料复检选料上机弯制尺寸校正热处理 加工坡口成品检验表面处理涂漆标识 资料确认包装发运 无损检验 . ... .. . . . .z 钢制对焊弯头生产工艺流程: 无缝热压三通生产工艺流程: 无缝钢制异
PP-B铜塑管件生产工艺的研究最新文档

管件生产工艺流程(20201009131628)
格式:pdf
大小:67KB
页数:4P
4.7
管件生产工艺流程 无缝钢制弯头生产工艺流程(碳钢、合金钢): 无缝不锈钢冷推弯头工艺流程: 无缝热压弯头工艺流程(碳钢、合金钢): 钢制弯管加工工艺流程: 钢制对焊弯头生产工艺流程: 无缝热压三通生产工艺流程: 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面处理 涂漆标识资料确认包装发运 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面抛光 标识资料确认包装发运酸洗钝化 原材料复检切割下料加热压制整型盘头 热处理加工坡口成品检验表面处理涂漆标识 资料确认包装发运 原材料复检选料上机弯制尺寸校正热处理 加工坡口成品检验表面处理涂漆标识 资料确认包装发运 无损检验 原材料复检切割下料压片成型合片点焊焊接 射线探伤整型盘头热处理加工坡口 表面处理酸洗钝化标识

管件生产工艺流程(20201009131631)
格式:pdf
大小:1.6MB
页数:6P
4.5
管件生产工艺流程 无缝钢制弯头生产工艺流程(碳钢、合金钢): 无缝不锈钢冷推弯头工艺流程: 无缝热压弯头工艺流程(碳钢、合金钢): 钢制弯管加工工艺流程: 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面处理 涂漆标识资料确认包装发运 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面抛光 标识资料确认包装发运酸洗钝化 原材料复检切割下料加热压制整型盘头 热处理加工坡口成品检验表面处理涂漆标识 资料确认包装发运 原材料复检选料上机弯制尺寸校正热处理 加工坡口成品检验表面处理涂漆标识 资料确认包装发运 无损检验 钢制对焊弯头生产工艺流程: 无缝热压三通生产工艺流程: 无缝钢制异径管生产工艺流程(不锈钢): 无缝钢制热压异径管生产工艺流程(碳钢、合金钢): 原材料复检切割

管件生产工艺流程(20201009131705)
格式:pdf
大小:75KB
页数:5P
4.5
管件生产工艺流程 无缝钢制弯头生产工艺流程(碳钢、合金钢): 无缝不锈钢冷推弯头工艺流程: 无缝热压弯头工艺流程(碳钢、合金钢): 钢制弯管加工工艺流程: 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面处理 涂漆标识资料确认包装发运 原材料复检切割下料平口推制成型整型 盘头热处理加工坡口成品检验表面抛光 标识资料确认包装发运酸洗钝化 原材料复检切割下料加热压制整型盘头 热处理加工坡口成品检验表面处理涂漆标识 资料确认包装发运 原材料复检选料上机弯制尺寸校正热处理 加工坡口成品检验表面处理涂漆标识 资料确认包装发运 无损检验 钢制对焊弯头生产工艺流程: 无缝热压三通生产工艺流程: 无缝钢制异径管生产工艺流程(不锈钢): 无缝钢制热压异径管生产工艺流程(碳钢、合金钢): 原材料复检切割

【塑料橡胶制品】PPR管件生产标准塑料行业PPR管十大品牌索邦管业
格式:pdf
大小:228KB
页数:5P
4.3
(塑料橡胶材料)ppr管 件生产标准塑料行业ppr 管十大品牌索邦管业 ppr管件生产标准gb/t18742.3-2002 前言 本系列标准在紧密跟踪国际标准化组织iso/tc138流体输送用塑料管材、管件和阀门技术委员会正在制定 的《冷热水用塑料管道系统—聚丙烯》系列标准动态基础上,结合我国聚丙烯管材、管件生产使用实际制定 的。 本系列标准由以下三个部分组成: —gb/t18742.1-2002冷热水用聚丙烯管道系统第1部分:总则; —gb/t18742.2-2002冷热水用聚丙烯管道系统第2部分:管材; —gb/t18742.3-2002冷热水用聚丙烯管道系统第3部分:管件。 本标准由中国轻工业联合会提出。 本标准由全国塑料制品标准化技术委员会管材、管件和阀门分技术委员会(tc48/sc3)归口。 本标准起草单位:上海白蝶管业
本体法与悬浮法PVC树脂生产工艺的比较及在管件生产中的优势 本体法与悬浮法PVC树脂生产工艺的比较及在管件生产中的优势
格式:pdf
大小:849KB
页数:6P
4.4
比较了本体法pvc7型树脂与悬浮法pvc-sg7型的生产工艺,介绍了本体法pvc树脂的质量、塑化性能和加工性能等在管件生产中的优势。
PPR管件生产标准-塑料行业PPR管十大品牌-索邦管业 (2)
格式:pdf
大小:1.2MB
页数:16P
4.8
ppr管件生产标准gb/t18742.3-2002 前言 本系列标准在紧密跟踪国际标准化组织iso/tc138流体输送用塑料管材、管件和阀门技术委员会正在 制定的《冷热水用塑料管道系统—聚丙烯》系列标准动态基础上,结合我国聚丙烯管材、管件生产使用实 际制定的。 本系列标准由以下三个部分组成: —gb/t18742.1-2002冷热水用聚丙烯管道系统第1部分:总则; —gb/t18742.2-2002冷热水用聚丙烯管道系统第2部分:管材; —gb/t18742.3-2002冷热水用聚丙烯管道系统第3部分:管件。 本标准由中国轻工业联合会提出。 本标准由全国塑料制品标准化技术委员会管材、管件和阀门分技术委员会(tc48/sc3)归口。 本标准起草单位:上海白蝶管业科技股份有限公司(原上海建筑材料厂)、河北宇光工贸有限
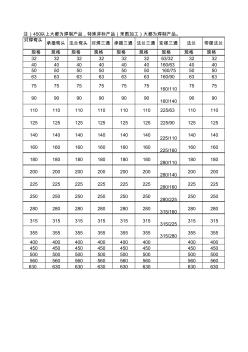
FRPP管件、PP管件
格式:pdf
大小:43KB
页数:2P
4.3
对焊弯头 承插弯头法兰弯头对焊三通承插三通法兰三通变径三通法兰带颈法兰 规格规格规格规格规格规格规格规格规格 32323232323263/323232 404040404040160/634040 505050505050160/755050 636363636363160/906363 757575757575160/1107575 909090909090160/1409090 110110110110110110225/63110110 125125125125125125225/90125125 140140140140140140225/110140140 1601601601601
PP-B铜塑管件生产工艺的研究相关
文辑推荐
知识推荐
百科推荐


职位:中/高级建筑师
擅长专业:土建 安装 装饰 市政 园林


