

PLC在两工位钻孔攻丝组合机床改造中的应用
格式:pdf
大小:867KB
页数:3P
人气 :70
 4.6
4.6
运用西门子S7-200系列PLC技术,对其传统设备进行技术改造。设计了PLC的I/O分配和外部接线图,编写了PLC的功能流程图和程序梯形图,运行结果与实际生产要求一致。对于提高两工位钻孔、攻丝组合机床工作效率,减少传统设备维修工作量,值得技术借鉴和推广应用。



多工位组合机床控制系统的PLC改造
介绍了用西门子s7-200系列plc对多工位组合机床电气控制系统的改造,介绍了系统的工艺流程,给出改造后plc端子接线图和主程序。实践结果证明改造后控制系统工作可靠,操作方便直观,故障率低,提高了工效。
基于PLC的多工位组合机床控制系统改造
采用可编程控制器(plc)技术对卧式多工位组合机床进行改造,并根据生产工艺要求,将各工位及上下料有机地协调工作,提高了生产率和系统的可靠性。介绍了卧式多工位组合机床的工艺和控制要求,以及控制系统的软、硬件设计。
编辑推荐下载
基于PLC的深孔钻组合机床控制系统的改造研究
格式:pdf
大小:576KB
页数:3P
4.5
采用西门子s7-200系列可编程控制器(plc)对深孔钻组合机床的控制系统进行技术改造。介绍了深孔钻组合机床的工作过程,给出了plc控制的i/o端子接线图和梯形图程序。实践证明改造后的深孔钻组合机床在实际生产中运行稳定,生产效率大为提高。

攻丝组合机床设计有全套CAD图纸精品
格式:pdf
大小:589KB
页数:37P
4.6
攻丝组合机床 摘要 机械制造业是一个国家经济发展的重要支柱。而制造业的生产能力主要取决 于制造装备——机床的先进程度。组合机床兼有低成本和高效率的优点,在大批、 大量生产中得到广泛应用,并可用以组成自动生产线。 本文对离合器压盘螺纹孔的加工工艺进行了详细的分析,就其孔的加工提出 了“一次装夹,单工位加工,达到产品图样的精度要求”的思路。根据这一思路 设计了四轴头单工位攻丝组合机床。 该组合机床由立柱、立柱底座、中间底座、液压滑台、动力箱、多轴箱等组 成。本文对各部分的设计进行了详细的计算和论证。 关键词组合机床,离合器压盘,主轴箱,夹具 abstract themachinerymanufactureisanimportantpillarofeconomicdevelopmentina country.whilethecapabilityofp
PLC在两工位钻孔攻丝组合机床改造中的应用热门文档
双面钻孔组合机床的改造
格式:pdf
大小:729KB
页数:3P
4.4
随着社会的飞速发展,人们对机械设备控制操作质量、稳定性、维护性等提出了越来越高的要求。文章结合双面钻孔组合机床的配置相对落后,机组的控制主要依靠操作人员的操作控制过程烦琐,而且控制柜内线路老化、触点经常出现接触不良,无法及时做出恰当的动作等现状,设计了一套基于plc的继电器控制系统,既保证操作正常,又利用机床的产能运行效率。
基于PLC的钻锪组合机床控制系统的改造
格式:pdf
大小:259KB
页数:3P
4.5
采用西门子s7-200系列可编程控制器(plc)对钻锪组合机床的控制系统进行技术改造,介绍了钻锪组合机床的工作过程,给出设计了plc控制的i/o端子接线图和梯形图程序。实践证明改造后的钻锪组合机床在实际生产中运行稳定,生产效率大大提高。
多工位组合机床控制系统改造
格式:pdf
大小:308KB
页数:1P
4.7
组合机床兼有低成本和高效率的优点,在大批量生产中得到了广泛的应用,并可以组成自动生产线。在我单位使用继电器控制的组合机床,效率低,误差大,故障率比较大,严重地影响了工人劳动的积极性。现将plc控制技术应用于机床,大大提高了自动化程度和工作效率,同时减少了大量继电器的硬件接线,工作的可靠程度也显著增加,方便了操作和维修。
用PLC改造三面铣组合机床控制系统
格式:pdf
大小:631KB
页数:3P
4.5
从机床自动控制的实际需要出发,利用plc对三面铣组合机床的电气控制系统进行了改造,并给出了其plc控制系统的硬件设计和梯形图程序。以此可以提高机床的可靠性、灵活性以及效率。
双面单工液压传动组合机床的PLC控制改造
格式:pdf
大小:503KB
页数:3P
4.6
采用西门子s7-200系列可编程控制器(plc)对双面单工液压传动组合机床的控制系统进行技术改造,给出了plc控制的i/o端子接线图和梯形图程序。实践证明改造后的双面单工液压传动组合机床在实际生产中运行稳定,生产效率大大提高。
PLC在两工位钻孔攻丝组合机床改造中的应用精华文档
利用可编程控制器(PLC)对组合机床改造
格式:pdf
大小:604KB
页数:3P
4.5
组合机床是一种高效率、自动化的专用设备,用继电器等控制,由于触点多,因而故障率高。本文根据实际情况,提出了用plc控制的设计思路,设计了plc梯形图及接线原理图,并写明了各部分电路的调试过程。
 PLC在气动双面钻孔机床控制系统中应用
PLC在气动双面钻孔机床控制系统中应用 PLC在气动双面钻孔机床控制系统中应用
格式:pdf
大小:451KB
页数:5P
4.5
为提高机床在实际生产中的自动化程度和工作效率,迅速提升工件加工技术与精度,设计了一种全自动气动钻床,该机床能对工件完成快速定位、夹紧以及钻削加工等工作。本文设计的全自动气动钻床通过plc来控制机床动作,通过气压传动来传递动力。实现了plc与pc的高效结合,简化了机床的电气控制系统,提高了机床的生产效率,达到了理想的效果。

双面钻孔组合机床控制系统分析与设计
格式:pdf
大小:296KB
页数:20P
4.4
目录 摘要,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 关键词,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 abstract,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 keywords,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,1 引言,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,2 1双面钻孔组合机床的总体分析,,,,,,,,,,,,,,,,,,,,,,,,3 1.1机床的主要结构部件,,,,,,,,,,,,,,,,,,,,,,,,,,3 1.2双面钻孔组合机床工作过程,,,,,,,,,,,,,,,,,,,,,,,3 1.3液压元件的选择,,,,,,,

龙筋镗孔组合机床的数控化改造
格式:pdf
大小:484KB
页数:3P
4.4
简介龙筋镗孔专机结构及加工工艺;采用knd-1sb单轴数控系统和三菱fx-80fr可编程控制器改造的原理;电气系统调试步骤。
机电液课程设计-钻镗两用组合机床
格式:pdf
大小:511KB
页数:24P
4.4
课程设计说明书 课程名称:液压与气压传动 题目名称:钻镗组合机床动力滑台液压系统 班级: 姓名: 学号: 指导教师: 2011年7月7日 目录 1序言·····················································-1- 2设计的技术要求和设计参数·································-1- 3工况分析·················································-2- 3.1确定执行元件············································-2- 3.2分析系统工况······························
PLC在两工位钻孔攻丝组合机床改造中的应用最新文档
PLC对挖掘机中心控制阀体加工组合机床的控制改造
格式:pdf
大小:290KB
页数:3P
4.7
阐述了某液压挖掘机制造厂的液压挖掘机中心控制阀加工中的三面二工位钻孔攻丝工序的工艺要求;介绍了plc在用于该工序加工的组合机床控制系统改造中的应用;给出了外部接线图和梯形图
DU组合机床单机液压回转台控制系统的PLC改造
格式:pdf
大小:172KB
页数:2P
4.7
介绍了用西门子s7-200系列plc对du组合机床单机液压回转台控制系统的改造,阐述了系统的工艺流程,给出改造后plc端子接线图和主要的软件控制程序。实践结果证明改造后控制系统稳定、可靠,故障率低,机床的生产效率得到提高。

双面钻孔组合机床电气控制系统的改造
格式:pdf
大小:229KB
页数:3P
4.6
组合机床是针对特定工件进行特定加工而设计的,由一些通用部件组成的高效率自动化或半自动化专用加工设备。这类机床设备都具有多机多刀同时工作,并且具有工作自动循环功能。组合机床适用大批量产品的生产。组合机床的控制系统大多采用机械、液压、电气或气
丝锥钻孔攻丝全部资料
格式:pdf
大小:121KB
页数:11P
4.6
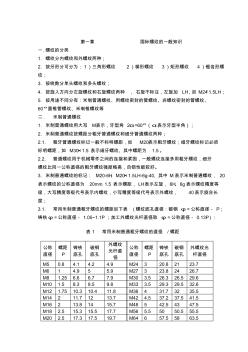
第一章国标螺纹的一般知识 一.螺纹的分类 1.螺纹分内螺纹和外螺纹两种; 2.按牙形分可分为:1)三角形螺纹2)梯形螺纹3)矩形螺纹4)锯齿形螺 纹; 3.按线数分单头螺纹和多头螺纹; 4.按旋入方向分左旋螺纹和右旋螺纹两种,右旋不标注,左旋加lh,如m24*1.5lh; 5.按用途不同分有:米制普通螺纹、用螺纹密封的管螺纹、非螺纹密封的管螺纹、 60°圆锥管螺纹、米制锥螺纹等 二.米制普通螺纹 1.米制普通螺纹用大写m表示,牙型角2α=60°(α表示牙型半角); 2.米制普通螺纹按螺距分粗牙普通螺纹和细牙普通螺纹两种; 2.1.粗牙普通螺纹标记一般不标明螺距,如m20表示粗牙螺纹;细牙螺纹标记必须 标明螺距,如m30×1.5表示细牙螺纹、其中螺距为1.5。 2.2.普通螺纹用于机械零件之间的连接和紧固,一般螺纹连接多用粗牙螺纹,细牙
用可编程控制器(PLC)改造三面镗组合机床
格式:pdf
大小:157KB
页数:4P
4.4
阐述了采用可编程控制器进行卧式三面镗组合机床技术改造的方法,详细说明了sr-21plc在本系统中的配置及梯形图的设计思路和方法。改造结果表明,采用可编程控制器能提高机床的可靠性,降低故障发生率,并且便于维修,从而进一步提高了劳动生产率。

攻丝前钻孔用钻头直径
格式:pdf
大小:6KB
页数:3P
4.4
最好记的公式-攻丝前钻孔用钻头直径的选择 2009年12月23日星期三23:02 攻丝前钻孔用钻头直径的选择一般按照以下公式: d=d-t d=钻头直径 d=螺纹公称直径 t=螺距 例1.加工m16内螺纹应选钻头直径为d=16-2=14 例2.加工m16x1内螺纹应选钻头直径为:d=16-1=15 以上数值单位以毫米计 以下是螺纹的标准螺距数值: m2x0.4 m2.2x0.45 m2.5x0.45 m3x0.5 m4x0.7 m5x0.8 m6x1 m8x1.25 m10x1.5 m12x1.75 m14x2 m16x2 m18x2.5 m20x2.5 攻公制螺纹时的公式 t1mm时: dz=d-(1.04~1.06)t 式中t:螺距(毫米);dz:攻丝前钻头直径(毫米)
继电器控制在双端面铣组合机床中的应用 继电器控制在双端面铣组合机床中的应用
格式:pdf
大小:90KB
页数:2P
4.7
介绍了双端面铣组合机床的组成。根据加工的工艺要求,电气上采用继电器控制的设计方案,详细介绍了电气工作原理。该机床运行可靠,加工质量稳定。
机床改造PLC在电气控制系统中的应用
格式:pdf
大小:229KB
页数:3P
4.4
机床是一种在工业制造和加工,并为企业备件的制作,为企业在生产中,设备损坏应急的器件加工等机械加工的设备,传统的机床电气控制系统是以继电器、接触器为主体的半自动控制系统,本文通过plc的技术结合原机床电器的控制来加以改进,利用plc可编程控制,进行机床手动控制系统的改进,plc程序的控制可靠稳定、加工精度高、自动操作易于控制扩展等优点,对传统的机床电气控制系统以及运用和改造进行分析。
施耐德Micro PLC在机床电控系统改造中的应用 施耐德Micro PLC在机床电控系统改造中的应用
格式:pdf
大小:238KB
页数:3P
4.8
介绍利用modicontsxmicro系列plc改造sfm7702超精机电控系统的方法和调试过程。改造后,系统运行可靠,提高了生产效率。
PLC在机床电气设备升级改造中的应用
格式:pdf
大小:100KB
页数:1P
4.5
本文以x62w型卧式万能铣床的plc改造为例,介绍了机床电气设备从传统的继电器一接触器控制技术到plc控制技术的改造全过程,并论述了如何保证改造质量和改造过程中应注意的事项等内容。通过plc的技术改造,对提高劳动生产率,改善企业管理,提高了企业经济效益具有重要的应用价值和推广价值。
PLC在两工位钻孔攻丝组合机床改造中的应用相关
文辑推荐
知识推荐
百科推荐


职位:助理暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林


