

利用PLC对摇臂钻床控制系统进行改造
格式:pdf
大小:601KB
页数:5P
人气 :62
 4.3
4.3
深圳稻草人自动化培训 www.dcrauto.com 利用 PLC对摇臂钻床控制系统进行改造 摇臂砖床适用于单件或批量生产带有多孔的大型零件的孔加工, 是一般机械加工车间 常用的机床。 由于其原有控制系统采用继电器 ——接触器控制方式, 电路接线复杂, 触点多。 经过长期使用后,各个地方的接线老化, 造成故障率高, 故障排查困难,常常影响企业的正 常生产。由于 PLC 具有可靠性高,环境适应性强,使用方便,维护简单等优点。因此,利 用 PLC 对摇臂钻床的继电器控制电路进行改造,有助于提高设备的可靠性、使用率。 1 Z3040X16 型摇臂钻床的电气控制 (1)采用 3 台电机进行拖动,主电机 M1(4.0kW ),摇臂松夹电机( 2.2 kW ),摇臂上 下电机( 2.2 kW ), 3 台电机均是小功率电机,均采用直接启动控制。 (2)控制电路中设有主电机启动 /停止,此控制未进入



摇臂钻床电气控制系统的PLC改造
摇臂钻床电气控制系统的 plc改造设计 班级:083311 姓名:张谢杰 学号:10号 指导老师:李小龙 1 一、试验目的: 1、了解z3040摇臂钻床的操作顺序,并作出功能图。 2、进一步熟悉西门子s7-200编程软件,学会使用s7-200编辑一个完整的控 制系统。 3、熟悉并会接较复杂的plc控制系统电路。 4、领悟电气控制电路plc改造的要领。 二、预备知识: 钻床是一种孔加工设备,可以用来钻孔、扩孔、铰孔、攻丝及修刮端面等多种 形式的加工。按用途和结构分类,钻床可以分为立式钻床、台式钻床、多孔钻床、 摇臂钻床及其他专用钻床等。在各类钻床中,摇臂钻床操作方便、灵活,适用范围 广,具有典型性,特别适用于单件或批量生产带有多孔大型零件的孔加工,是一般 机械加工车间常见的机床。摇臂钻床主要由底座、内立柱、外立柱、摇臂、主轴箱 及工作台等部分组成。主
摇臂钻床的PLC改造
z3040摇臂钻床电气控制电路的 plc改造设计 分院:机电信息分院 班级:机电0809 姓名:吴爱美 学号:1号 指导老师:赵洪 一、试验目的: 1、了解z3040摇臂钻床的操作顺序,并作出功能图。 2、进一步熟悉西门子s7-200编程软件,学会使用s7-200编辑一个完整的控制 系统。 3、熟悉并会接较复杂的plc控制系统电路。 4、领悟电气控制电路plc改造的要领。 二、预备知识: 钻床是一种孔加工设备,可以用来钻孔、扩孔、铰孔、攻丝及修刮端面等多种形 式的加工。按用途和结构分类,钻床可以分为立式钻床、台式钻床、多孔钻床、 摇臂钻床及其他专用钻床等。在各类钻床中,摇臂钻床操作方便、灵活,适用范 围广,具有典型性,特别适用于单件或批量生产带有多孔大型零件的孔加工,是 一般机械加工车间常见的机床。摇臂钻床主要由底座、内立柱、外立柱、摇臂、 主轴箱及工作台
编辑推荐下载

摇臂钻床改造
格式:pdf
大小:653KB
页数:20P
4.5
目录 1前言.......................................................................................................................1 1.1本课题的研究意义........................................................................................1 1.2国内外本课题的研究发展状况...................................................................1 2z3040摇臂钻床电气系统的控制分析................................................
 基于PLC的摇臂钻床电气控制系统改造设计
基于PLC的摇臂钻床电气控制系统改造设计 基于PLC的摇臂钻床电气控制系统改造设计
格式:pdf
大小:1.0MB
页数:5P
4.4
介绍了利用西门子s7-200plc对z3040型摇臂钻床的改造设计,阐述了系统改造方案,同时根据摇臂钻床的控制要求及特点,确定了plc的输入、输出分配,在继电器线路的基础上,设计出梯形图程序并进行现场调试,解决了其可靠性差、故障率高、效率低和电气维护工作量大等缺点。
PLC对摇臂钻床控制系统进行改造热门文档
摇臂钻床点检表.XLS
格式:pdf
大小:37KB
页数:1P
4.6
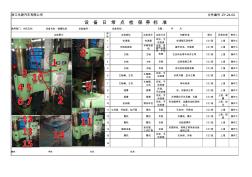
设备名称:摇臂钻床设备型号:使用班组:机加组年月 12345678910111213141516171819202122232425262728293031 1变速箱传动系统无异常响声 2手柄和按钮操作灵活 3 主轴正反转及停车动作正常,性 能可靠 4主轴运转速度正常 5主轴自动进给速度准确 6主轴箱、立柱夹紧可靠,显示正 确 7主轴箱、立柱移动轻便 8摇臂松、夹操作正常 9摇臂升降限位开关灵敏、可靠 10各油镜明亮,油量在油标刻线以 上 11 立柱面、导轨面、丝杆面,无拉 伤、无锈蚀 12无漏油、漏水 13无缺损零件 14 检查辅助设备是否正常(如风扇 、工作灯等) 1
★摇臂钻床日点检表
格式:pdf
大小:44KB
页数:2P
4.7
摇臂钻床日点检表2013年月份 gj-gj-(当日操作必点检记录) 1变速箱传动系统无异常响声 2手柄操作灵活、定位可靠。 3主轴正反转及停车动作正常,性能可靠。 4主轴运转速度正常。 5主轴箱、立柱移动轻便。 6主轴箱、立柱夹紧可靠,松、夹指示灯显示正确 7摇臂左右移动操作正常,摇臂松、夹操作正常 8摇臂升降限位开关灵敏、可靠。 9各油镜明亮,油量在油标刻线以上 10立柱面、导轨面、丝杆面,无拉伤、研伤,无锈蚀。 11无漏油、漏水,无缺损部件 打△ 机械员:年月日 工程机械车间班组 点检内容检查 公司编号 12345678910111213141516171819202122232425262728293031 设备型号班组操作者 交班 问题 1
基于PLC技术的Z3040摇臂钻床控制系统设计 基于PLC技术的Z3040摇臂钻床控制系统设计
格式:pdf
大小:321KB
页数:5P
4.6
针对z3040摇臂钻床的工作特点,设计了摇臂钻床的plc新式控制系统,给出了钻床控制改造方案和控制程序。本文详细论述了系统的设计方案,各部分硬件的构成,完成了软硬件及外围电路的设计开发,并结合实际运行情况对系统做了进一步的改进和扩展,减少了系统布线,投资少,控制稳定,具有较好的推广价值。该控制方法简单易行、动态响应快、系统控制效果好。实际应用表明,该系统具有加工精度高、抗干扰性好、自动化程度高、实用性强的特点。
基于PLC的Z3050摇臂钻床的控制系统设计 基于PLC的Z3050摇臂钻床的控制系统设计
格式:pdf
大小:314KB
页数:4P
4.6
将plc控制系统应用于z3050摇臂钻床的控制中,克服了传统继电器控制方式缺点,柔性强,提高了自动化程度和生产效率.针对摇臂钻床工艺要求和电力拖动特点,进行了plc控制系统的选型、i/o分配、接口设计和控制程序设计.
基于极坐标的摇臂钻床控制系统设计 基于极坐标的摇臂钻床控制系统设计
格式:pdf
大小:2.2MB
页数:5P
4.5
介绍了运用极坐标方法控制摇臂钻床用以扩大机床加工范围的控制技术,论述了摇臂钻床主轴箱径向运动和数控回转工作台插补运动的原理,设计了以s7-200plc为控制核心的硬件电路和软件程序。通过在z3050x16(w)型摇臂钻床上应用,实现了零件的钻削和铣削加工,实测证明系统运行结果具有可靠性、可行性和有效性。
PLC对摇臂钻床控制系统进行改造精华文档
西门子PLC用于Z3050摇臂钻床改造设计 西门子PLC用于Z3050摇臂钻床改造设计
格式:pdf
大小:516KB
页数:3P
4.6
本文根据z3050摇臂钻床的运动状况及控制要求,采用西门子公司的plc,对z3050摇臂钻床的继电器-接触器控制系统进行技术改造。
摇臂钻床作业指导书
格式:pdf
大小:911KB
页数:4P
4.6
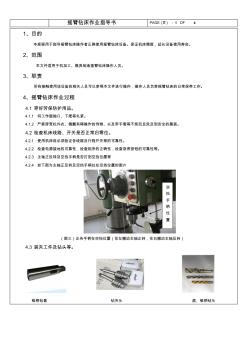
摇臂钻床作业指导书page(页):1of4 1、目的 本规程用于指导摇臂钻床操作者正确使用摇臂钻床设备。保证机床精度,延长设备使用寿命。 2、范围 本文件适用于机加工、模具制造摇臂钻床操作人员。 3、职责 所有接触使用该设备的相关人员可以参照本文件进行操作,操作人员负责摇臂钻床的日常保养工作。 4、摇臂钻床作业过程 4.1穿好劳保防护用品。 4.1.1将工作服袖口、下摆等扎紧。 4.1.2严禁穿宽松外衣、佩戴有碍操作的饰物、以及带手套等不规范且危及到安全的着装。 4.2检查机床线路、开关是否正常归零位。 4.2.1使用机床前必须验证各线路及行程开关等的可靠性。 4.2.2检查电源接地的可靠性,检查相序的正确性,检查急停按钮的可靠性等。 4.2.3主轴正反转及空挡手柄是否打到空挡位置等 4.2.4如下图为主轴正反转及空挡手柄处在空挡位置的图片 (图三)正传

摇臂钻床设备点检表
格式:pdf
大小:94KB
页数:6P
4.5
摇臂钻床日点 1变速箱传动系统无异常响声。 2手柄操作灵活、定位可靠。 3主轴正反转及停车动作正常,性能可靠。 4主轴运转速度正常。 5主轴自动进给速度准确。 6主轴箱、立柱夹紧可靠,松、夹指示灯显示正确。 7主轴箱、立柱移动轻便。 8摇臂松、夹操作正常。 车间班组 点检内容检查日期 资产编号 123456789 设备型号 9 10 11 12 13 摇臂松、夹操作正常。 摇臂升降限位开关灵敏、可靠。 各油镜明亮,油量在油标刻线以上。 立柱面、导轨面、丝杆面,无拉伤、研伤,无锈蚀。 无漏油、漏水。 交班问 题记录 1 2 3 检查方法 4 5 6 看、试、听检查周期每天重大问题 14 15 无缺损零件。 钻床日点检表 粤机设(参)ⅵ—05表 101112131415161718192021

摇臂钻床操作规程
格式:pdf
大小:33KB
页数:2P
4.7
厦门鑫亿代金属有限公司 摇臂钻床安全操作规程 文件编号xyd-wi-013 版本a\1 页码1/1 1.目的:为确保摇臂钻床作业人员和设备的安全,特拟定安全操作规程 2.范围:适用公司现所有的摇臂钻床设备。 3.职责: 3.1操作员:认真阅读作业指导书,按规定内容严格操作。 3.2各组长:监督操作员正确操作机台。 4.安全操作规程: 4.1摇臂钻床应有专人经常保养和操作。 4.2摇臂钻床作人员必须经过专业部门的培训,考试合格并取得合格证后,放可独立操作。 4.3开动前,对机电系统及所有的工、夹具进行全面检查,确认无误,方可开动。 4.4摇臂钻操作时,禁止戴围巾、领带、手套,女工的发辫应绕在帽子里。 4.5工件装夹必须牢固可靠,钻小件时,应用工具夹持,不准用手拿住钻。 4.6不准用刀刃磨钝的钻头进行钻削。 4.7使用自动走刀时,要选择好进给

摇臂钻床日点检Ⅵ—05表
格式:pdf
大小:94KB
页数:6P
4.3
摇臂钻床日点 1变速箱传动系统无异常响声。 2手柄操作灵活、定位可靠。 3主轴正反转及停车动作正常,性能可靠。 4主轴运转速度正常。 5主轴自动进给速度准确。 6主轴箱、立柱夹紧可靠,松、夹指示灯显示正确。 7主轴箱、立柱移动轻便。 8摇臂松、夹操作正常。 车间班组 点检内容检查日期 资产编号 123456789 设备型号 9 10 11 12 13 摇臂松、夹操作正常。 摇臂升降限位开关灵敏、可靠。 各油镜明亮,油量在油标刻线以上。 立柱面、导轨面、丝杆面,无拉伤、研伤,无锈蚀。 无漏油、漏水。 交班问 题记录 1 2 3 检查方法 4 5 6 看、试、听检查周期每天重大问题 14 15 无缺损零件。 钻床日点检表 粤机设(参)ⅵ—05表 101112131415161718192021
PLC对摇臂钻床控制系统进行改造最新文档
摇臂钻床毕业设计,论文
格式:pdf
大小:718KB
页数:9P
4.4
摘要:钻床是一种孔加工机床。可用来钻孔、扩孔、铰孔、攻丝及修刮端面等多种形式加 工。在各种钻床中,摇臂钻操作床操作方便、灵活,适用范围广,具有典型性,特别适于单 件或批量生产中加工多孔的大型零件。本文主要是探讨如何对摇臂钻床控制系统进行工程设 计。 关键词:钻床控制工程设计。 theengineeringdesignofthecontrolsystemonradialdrillingmachine abstract:thedrillingmachineisakindofholetoprocessthelathe.canbe usedforholing,reaming,reams,tappingandrepairingandshavingvariousfor mssuchastheterminalsur
点检标准表(摇臂钻床)
格式:pdf
大小:1.0MB
页数:1P
4.6
点检图示序 号 点检部位点检项目点检方法判断标准频次异常处理责任人 5主轴主轴目视自动进给速度准确1次/班上报操作工 7主轴箱、立柱 主轴箱、 立柱 目视、手 动检查 移动轻便1次/班上报操作工 8摇臂摇臂目视、 手动检查 松、夹操作正常1次/班上报操作工 9摇臂摇臂目视、手 动检查 升降限位开关灵敏、可靠1次/班上报、调 整 操作工 10各油镜滑块导柱目视、手 动检查 各油镜明亮,油量在油标刻线 以上 1次/班上报、加 注 操作工 11立柱面、导轨面、丝杆面,滑块目视无拉伤、无锈蚀1次/班上报操作工 12整机整机目视无漏油、漏水1次/班 上报、扭 紧 操作工 13整机整机目视无缺损零件1次/班上报操作工 14辅助设备如风扇、 工作灯等 目视 风扇转动、照明正常其他设备 使用正常
摇臂钻床的操作规程
格式:pdf
大小:12KB
页数:7P
4.7
摇臂钻床操作规程 1、操作者必须熟悉本设备结构性能,经考试合格取得操作证后方可独 立操作。 2、操作者要认真做到“三好”(管好、用好、修好)“四会”(会使用、 会保养、会检查、会排除故障)。 3、操作者必须遵守使用设备的“五项纪律”和维护设备的“四项要求” 的规定。 4、操作者要随时按照“巡回检查内容”的要求对设备进行检查。 5、严格按照设备润滑图表规定进行加油,做到“五定”(定时、定点、 定量、定质、定人),注油后应将油杯(池)的盖子盖好。 6、停车八小时以上再开动设备时,应先低速运转五分钟,确认润滑系 统畅通,各部传动正常后再开始工作。 7、工作中摇臂的高度应调整适当,不宜过高。在加工过程中,摇臂、 主轴箱必须处于夹紧状态。 8、在安装变径套和钻柄时锥度必须符合标准,锥面必须清洁,无伤痕。 9、工件的装卡必须牢固,钻透孔时必须在底面垫上垫块,不得钻伤设 备。
PLC控制技术改造摇臂钻床电气控制系统的设计与应用研究 PLC控制技术改造摇臂钻床电气控制系统的设计与应用研究
格式:pdf
大小:87KB
页数:1P
4.4
随着科学技术的发展,可编程控制器在电气自控领域的应用变得越来越广泛,采用可编程序控制器(plc)对摇臂钻床传统的继电器—接触器电气控制系统进行技术改造,经过改造后的摇臂钻床的工作效率大大增加,而且系统的可靠性和抗干扰能力也变得越来越好,在工作效率提升的同时也降低了故障出现的机会,因此经过改造后的摇臂钻床得到了非常好的使用效果。只有这样的改造,才能保证设备的正常工作。本文就简单的叙述了plc控制技术在摇臂钻床电气控制系统中改造的设计与研究。
摇臂钻床安全操作规程 (2)
格式:pdf
大小:5KB
页数:2P
4.4
摇臂钻床安全操作规程 一、工作前 1、检查操作手柄、开关、旋钮是否在正确位置,操作是否灵活,安全装置是否齐全、可靠。 2、检查油箱、油标中油量是否符合标准,擦净导轨面和圆立柱上的灰尘,并按润滑油图表 规定做好润滑工作,然后接通电源。 3、停机8小时以上再使用设备时,应先低速运转3~5分钟,确认润滑系统畅通、各部件运 转正常后方可开始工作。 二、工作中 1、严禁超性能使用机床。若发现保险结合子自动脱开停止运转时,必须立即停车并查明原 因。 2、禁止在机床的轨道表面、油漆表面放置物品。 3、加工大工件时,摇臂须转离工作台,根据工件重量、形状选择安全可靠的吊具和吊装方 法。 4、装夹刀具时,应将主轴锥孔、销套表面擦净。装夹时,锥面接触应牢固。卸下时应使用 标准斜铁,用铜锤轻轻敲打,严禁用其他物件乱敲。 5、不准用刀刃磨钝的钻头进行钻削。 6、钻孔时,必须将主轴箱移到适当位置。钻较大孔时,主
摇臂钻床安全操作规程 (3)
格式:pdf
大小:28KB
页数:2P
4.7
名称江苏先特能源装备有限公司文件编号r001-2012 文件名称摇臂钻床安全操作规程 生效日期2012年2月1日 页次第1页/共2页 编写徐后春审核批准 1、目的 为了确保摇臂钻床操作人员和设备的安全,特制订安全操作过程。 2、适用范围 本规则适用于制造部钣金车间。 3、原则 本制度以不违背公司规章制度、国家法律法规为原则,但必须合理、公正。 4、职责 作业员:认真阅读作业指导书,严格按照规定操作。 车间主任及组长:负责本规程的监督员工执行。 5、内容 5.1摇臂钻床应有专人操作与保养。 5.2作业前应该检查摇臂钻床电器、机械、工具、夹具是否存在异常,确认一切正常才能开机生产。 5.3操作前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,不得在开动的机床旁穿、脱换衣服, 或围布于身上,摇臂钻作业时禁止带围巾、领带、手套,防止机器绞伤。 5.4在摇臂回

摇臂钻床的安全操作规程
格式:pdf
大小:6KB
页数:2P
4.8
摇臂钻床的安全操作规程 1.工作前必须全面检查各部操作机构是否正常,将摇臂导轨用细棉纱擦拭干净并按润 滑油牌号注油。 2.摇臂和主轴箱各部锁紧后,方能进行操作。 3.摇臂回转范围内不得有障碍物。 4.开钻前,钻床的工作台、工件、夹具、刃具,必须找正,紧固。 5.正确选用主轴转速、进刀量,不得超载使用。 6.超出工作台进行钻孔,工件必须平稳。 7.机床在运转及自动进刀时,不许变紧固换速度,若变速只能待主轴完全停止,才能 进行。 8.装卸刃具及测量工件,必须在停机中进行,不许直接用手拿工件钻削、不得戴手套 操作。 9.工作中发现有不正常的响声,必须立即停车检查排除故障。 普通车床操作规程 1.1根据机床润滑图表加注合适的润滑油脂。 1.2检查各部电气设施,手柄、传动部位、防护、限位装置齐全可靠、灵活。 1.3各档应在零位,皮带松紧应符合要求。 1.4床面不准直接存放金
探究钻床控制系统的PLC改造 探究钻床控制系统的PLC改造
格式:pdf
大小:181KB
页数:未知
4.6
随着我国工业的发展,我国机床加工也得到了快速发展,钻床加工在制造企业比较常见,文章探究了有关钻床控制系统的相关问题。特别是有关制造企业机械加工中常用的z3040摇臂钻床的控制系统plc技术改造的一些问题。
PLC对摇臂钻床控制系统进行改造相关
文辑推荐
知识推荐
百科推荐


职位:网架轻钢施工员
擅长专业:土建 安装 装饰 市政 园林


