

基于PLC的三轴十字滑台带钢表面缺陷检测系统设计
格式:pdf
大小:448KB
页数:6P
人气 :72
 4.7
4.7
为快速准确地检测出带钢表面缺陷,对带钢表面缺陷自动检测控制系统进行分析,提出并设计了基于PLC的三轴十字滑台带钢检测系统方案。确定了系统硬件十字滑台的结构尺寸,完成了系统装配,机械部件计算、选型,PLC软件编程,等;利用有限元软件对结构检测系统进行力学计算和仿真分析。结果表明,此设计可为企业节约生产成本及劳动力,该系统具有可控可操作性,符合实际工程实验环境要求,具有重大的工程实际意义和经济效益,应用前景广阔。



 冷轧带钢表面缺陷检测系统设计
冷轧带钢表面缺陷检测系统设计 冷轧带钢表面缺陷检测系统设计
针对现有带钢表面质量检测技术的缺陷检测精度与识别率不高的问题,以及冷轧带钢生产线的实际运行环境,设计了一套带钢表面缺陷实时检测系统,从系统整体设计、硬件结构、软件开发和检测分类算法等方面进行了深入的分析与研究.采用模块化软件设计理念、基于谱残差视觉显著性缺陷快速检测方法以及多分类器融合框架,实现了对带钢表面常见的孔洞、擦伤、氧化、边裂等不同类型和不同等级的缺陷进行精确、实时的检测与分类.实验结果表明:该算法缺陷检测率为94.68%,缺陷识别率达到了93.5%,单幅图像缺陷检测耗时仅为37.6ms,符合当下高速运动带钢快速检测的需求.
基于机器视觉的带钢表面缺陷检测系统设计
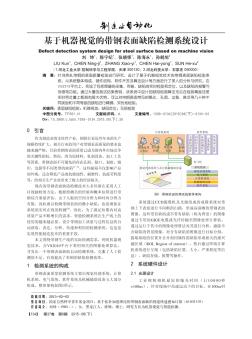
针对热轧带钢的表面质量检测进行研究,设计了基于机器视觉技术的带钢表面缺陷检测系统,从系统整体构成、硬件结构、软件开发及算法设计等方面进行了深入的分析与研究。在vs2010平台上,实现了包括图像的采集、传输、缺陷的实时检测和定位,以及缺陷的报警与存储等功能。通过大量的测试结果表明,该系统中设计的缺陷检测算法无论在检测精度还是实时吞吐量上都具有很大优势,可以对带钢表面常见的氧化、孔洞、边裂、麻点等几十种不同类型和不同等级的缺陷进行精确、实时地检测。
编辑推荐下载
基于Halcon的钢球表面缺陷检测系统设计 基于Halcon的钢球表面缺陷检测系统设计
格式:pdf
大小:1.6MB
页数:6P
4.8
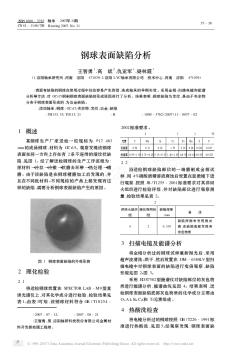
提出了一种基于halcon的钢球表面缺陷检测系统设计方案。首先,利用ccd相机采集展开盘上的钢球表面图像,并传输到应用软件;其次,进行图像感兴趣区域选取、滤波去噪和缺陷边缘检测等图像处理;然后,将缺陷区域进行连通,并计算缺陷面积;最后,与缺陷阈值进行比较,控制分球机械手与分球板协同作用实现分拣。试验结果表明:该系统具有很高的检测效率和准确率,可满足工业自动化生产的需求,具有良好的应用前景。
双目结构光的钢轨表面缺陷检测系统设计 双目结构光的钢轨表面缺陷检测系统设计
格式:pdf
大小:4.6MB
页数:4P
4.7
随着高速铁路的快速发展及运输负载的增加,国家对铁路基础设施可靠性的要求越来越高。为实现钢轨表面缺陷的实时、多角度探测,设计了基于双目结构光的钢轨表面缺陷检测系统。该系统主要涉及三维数据采集设备的搭建及钢轨表面缺陷检测算法的实现。在搭建数据采集设备的过程中,由相邻的2台摄像机组成双目系统,利用激光发射器向钢轨表面投射线激光,并由相机采集钢轨表面线激光的形状变化图像。在重建过程中,标定并获得相邻的内外参数,采用高斯拟合和极线约束等方法,实现了完整钢轨表面的三维重建。通过设计模拟钢轨运动,完成了钢轨样品的重建。对比重建数据及效果可知,该系统可以有效地提取钢轨表面缺陷的深度及轮廓信息,且测量误差为4%,符合钢轨表面缺陷检测的精度要求。
PLC的三轴十字滑台带钢表面缺陷检测系统设计热门文档
双目结构光的钢轨表面缺陷检测系统设计 双目结构光的钢轨表面缺陷检测系统设计
格式:pdf
大小:2.2MB
页数:4P
4.5
随着高速铁路的快速发展及运输负载的增加,国家对铁路基础设施可靠性的要求越来越高.为实现钢轨表面缺陷的实时?多角度探测,设计了基于双目结构光的钢轨表面缺陷检测系统.该系统主要涉及三维数据采集设备的搭建及钢轨表面缺陷检测算法的实现.在搭建数据采集设备的过程中,由相邻的2台摄像机组成双目系统,利用激光发射器向钢轨表面投射线激光,并由相机采集钢轨表面线激光的形状变化图像.在重建过程中,标定并获得相邻的内外参数,采用高斯拟合和极线约束等方法,实现了完整钢轨表面的三维重建.通过设计模拟钢轨运动,完成了钢轨样品的重建.对比重建数据及效果可知,该系统可以有效地提取钢轨表面缺陷的深度及轮廓信息,且测量误差为4%,符合钢轨表面缺陷检测的精度要求.
双目结构光的钢轨表面缺陷检测系统设计 双目结构光的钢轨表面缺陷检测系统设计
格式:pdf
大小:542KB
页数:4P
4.5
随着高速铁路的快速发展及运输负载的增加,国家对铁路基础设施可靠性的要求越来越高。为实现钢轨表面缺陷的实时、多角度探测,设计了基于双目结构光的钢轨表面缺陷检测系统。该系统主要涉及三维数据采集设备的搭建及钢轨表面缺陷检测算法的实现。在搭建数据采集设备的过程中,由相邻的2台摄像机组成双目系统,利用激光发射器向钢轨表面投射线激光,并由相机采集钢轨表面线激光的形状变化图像。在重建过程中,标定并获得相邻的内外参数,采用高斯拟合和极线约束等方法,实现了完整钢轨表面的三维重建。通过设计模拟钢轨运动,完成了钢轨样品的重建。对比重建数据及效果可知,该系统可以有效地提取钢轨表面缺陷的深度及轮廓信息,且测量误差为4%,符合钢轨表面缺陷检测的精度要求。
钢板表面缺陷检测系统的设计与实现 钢板表面缺陷检测系统的设计与实现
格式:pdf
大小:1.0MB
页数:5P
4.7
钢板作为钢铁工业的主要产品形式之一,已成为汽车、机械制造、化工、航空、航天和造船等工业不可缺少的原材料,其表面质量的优劣将直接影响最终产品的性能和质量。针对目前国内钢板表面缺陷检测方法比较落后、检测效果较差的情况,提出了钢板表面缺陷检测系统的设计与实现方案,包括硬件和软件的组成和部署;采用了串、并口编程和图像模式匹配等技术,实现了钢板表面的自动拍照、缺陷检测及生产和缺陷信息的保存;依据图片的几何学特征和光学特征等,实现了缺陷检测算法,包括缺陷识别和缺陷分类。在此基础上开发的钢板表面缺陷检测系统已经成功地应用到了现实的钢板生产中。
热轧板带表面缺陷检测系统设计与研究 热轧板带表面缺陷检测系统设计与研究
格式:pdf
大小:10.3MB
页数:7P
4.5
针对热轧板带生产线相对恶劣的生产环境及表面缺陷检测精度低的问题,设计了一套热轧板带表面缺陷在线检测系统,深入研究了系统构成、图像去噪处理、缺陷的检测和分类、特征提取和缺陷识别.本文首先对图像进行形态滤波去噪处理,提出了一种基于融入熵的bing检测算法,采用p-relief特征检测和多分离器集成识别算法对热轧板带多种缺陷图像进行处理.实验证明本文算法能够有效地实现缺陷图像的检测和精确的分类.
基于小波变换的带钢表面缺陷图像增强算法 基于小波变换的带钢表面缺陷图像增强算法
格式:pdf
大小:1.8MB
页数:3P
4.4
针对传统图像增强算法在处理有大量噪声、光照不足或不均匀的图像,尤其是实际现场的带钢表面图像时效果较差的问题,提出基于小波变换的图像增强算法,将其应用于冷轧带钢表面缺陷图像的增强中。对比实验结果表明,该方法的增强效果和抗噪性能明显优于传统算法。
PLC的三轴十字滑台带钢表面缺陷检测系统设计精华文档
基于超声表面波原理的弹簧表面缺陷检测 基于超声表面波原理的弹簧表面缺陷检测
格式:pdf
大小:125KB
页数:3P
4.5
针对超声表面波检测技术特点,分析了超声表面波检测弹簧表面缺陷的方法,制作了超声波检测所需的人工缺陷对比试块,利用多个人工试块制作描绘出用于判废的距离-波幅曲线,建立了弹簧表面缺陷的超声波检测系统。结果表明,超声表面波检测方法适用于弹簧表面缺陷的检测,并能有效地应用于实际生产中的检测任务。
钢板表面缺陷
格式:pdf
大小:8KB
页数:3P
4.8
钢板表面缺陷 不同的钢板其表面缺陷有不同的表状: 序号|缺陷名称|产生缺陷的可能工序|可能的产生原因 冷轧钢板与钢带表面缺陷 一、表面缺陷 (一)、钢板与钢带不允许存在的缺陷 1气泡|炼钢|炼钢时产生气泡,在热轧时又未焊合,酸洗冷轧后暴露在外 2裂纹|炼钢、热轧与冷轧及各加工工序|由于炼钢热应力、轧制形变或加工致 应力集中造成 3结疤或结瘤|酸洗与冷轧|酸洗未洗尽氧化皮,轧制时镶嵌于表面形成结疤 4拉裂|冷轧、镀锌与平整|张力过大、张力波动过大以及张力不稳定等原因造 成 5夹杂|炼钢|炼钢原因 6折叠|热轧、冷轧|轧制时呈粘性流动的金属被再次轧制后镶嵌于板材表面 7分层|炼钢、热轧与冷轧|炼钢时成分偏析以及组织偏析、大块夹杂等原因造 成并最终在轧制过程中表现为分层 8黑膜或黑带|酸洗|酸洗后烘干效果不好造成 9
热轧带钢表面缺陷在线检测的方法与工业应用 热轧带钢表面缺陷在线检测的方法与工业应用
格式:pdf
大小:888KB
页数:5P
4.5
热轧带钢表面的温度高,辐射光强,并且存在着水、氧化铁皮、光照不均等现象,与冷轧带钢的表面存在着很大的差别。将线阵ccd摄像机作为图像采集装置,用绿色激光线光源作照明,通过窄带滤色镜滤除钢板表面的辐射光,从而提高了缺陷对比度。根据热轧带钢表面的特点提出新的缺陷检测与识别算法流程,通过增加4种不同类型的缺陷检测步骤,去除了大量由水、氧化铁皮等造成的伪缺陷,在保证缺陷检出率的同时,减小缺陷的误识率。经在线应用,该方法可以满足在线检测的要求,缺陷的检出率达95%以上,识别率达85%以上。
热镀锌带钢表面缺陷形成分析及改进
格式:pdf
大小:1.4MB
页数:7P
4.6
?1? 热镀锌带钢表面缺陷形成分析及改进技术 李文田,弓俊杰 (河北钢铁集团唐山钢铁公司,河北唐山063000) 联系作者:弓俊杰,15833567030,happygongjj@163.com 摘要:结合唐钢冷轧厂3#镀锌线的生产工艺和设备,对热浸镀锌带钢表面常见的几种缺陷的形成机理进 行了分析,重点叙述了通过一系列工艺技术和设备的改造很好的解决了这几种缺陷,热镀锌带钢的表面质 量获得了很大的提高。 关键词:热镀锌;沉没辊印;渣带;线状凸起;抬头纹;钝化斑 analysisandimprovementofdefect-formationofthestripsurfaceinthehot dipstripcoating liwentian,gongjunjie (hebeiiironandsteelgroupco.ltd,tan
PLC的三轴十字滑台带钢表面缺陷检测系统设计最新文档
冷轧带钢表面缺陷的二级检测与快速判定方法研究 冷轧带钢表面缺陷的二级检测与快速判定方法研究
格式:pdf
大小:530KB
页数:3P
4.4
针对冷轧带钢表面缺陷图像采集计算量大、实时性强的特点,在提取灰度信息特征的基础上,采用二级检测的处理方法采集缺陷图像.实验验证结果表明:二级检测模式可以提高检测速度、缩短检测时间,具有良好的生产适应性.
一种基于局部二进制模式的带钢表面缺陷初级检测方法 一种基于局部二进制模式的带钢表面缺陷初级检测方法
格式:pdf
大小:795KB
页数:6P
4.8
带钢表面缺陷检测是带钢质量控制的重要环节之一,但现有带钢表面缺陷自动检测方法在准确性和实时性上还难以满足工业现场需要。为了解决此问题,提出了一种基于局部二进制模式(lbp)的带钢表面缺陷的初级检测方法。该方法首先利用快速局部二进制模式算法计算图像中各像素点的lbp值;然后通过统计lbp直方图来获取图像中主要边缘点的信息,再将其与阈值进行比较,以确定带钢图像中表面缺陷的存在,并记录缺陷的位置。实验结果表明,该方法不仅在带钢表面缺陷的初级检测方面具有良好的准确性和实时性,而且其提取出的信息还具有结构的和统计的双重特性,可为后续缺陷分类提供重要依据。
基于BP神经网络的表面缺陷检测分类 基于BP神经网络的表面缺陷检测分类
格式:pdf
大小:2.0MB
页数:5P
4.4
精密轴承应用广泛,精度要求高,轴承表面缺陷对其使用影响很大.因此,对轴承缺陷的检测很有必要.目前的检测以人工为主,但当缺陷小于0.075mm时人眼就很难识别.以ccd摄像机为视觉结合图像处理技术,设计一种轴承在线检测方法,能够在很大程度上提高检测效率和检测精度,最后利用bp神经网络进行缺陷分类,实验结果表明:分类正确率可达92.7%,符合工业要求.

钣金常见表面缺陷2
格式:pdf
大小:9KB
页数:5P
4.8
钣金常见表面缺陷 一.起泡: 原因:1.电镀工艺配方有缺陷 2.电镀溶液有污梁 3.电镀前除油不彻底(前处理不干净) 4.工序不完整. 预防:1.选择证明良好的配方 2.严格管理维护镀液 3.加强控制前处理 4.完善工序. 其中基材原因:选用不合适的材料,氢气量增加,氢脆造成. 二.基材花斑: 原因:电镀前基材料产生严重锈蚀而出现,电镀后形成花斑. 预防:对基材采取良好有效的工序间进行防腐蚀性措施. 三.挂印: 原因:表面处理生产的必然的印迹现象. 预防:补救是必然进行的,在挂印位置在工件内表面和b面必曾时增加工艺孔. 四.黑点: 原因:有多种,各环节都有可能导致. 1.基材中有不允许的杂质,有裂纹或小针孔. 2.钝化膜质量不良. 3.表面处理后因素:1)
三峡永久船闸砼表面缺陷处理
格式:pdf
大小:66KB
页数:6P
4.4
三峡永久船闸砼表面缺陷处理 摘要:三峡永久船闸工程施工中,部分砼外观存在有蜂窝、麻面、错台等质量缺陷,由于永久船闸运行时水位变化频繁,输水洞水流流速大, 对砼外观质量要求非常高,由此采用多种材料对砼缺陷进行了处理,现已全部完成。经检查,处理后砼质量满足设计要求。 关键词:永久船闸砼表面缺陷处理 1概述 1.1工程概况 永久船闸是长江三峡枢纽工程的主要通航建筑物,为双线五级船闸。由上游引航道、主体段、下游引航道组成,全长64 72m。上游引航道长2113m,下游引航道长2722m,船闸主体段长1607m。主体段分南北两线,中间保留60m宽的岩体 中隔墩,两线沿中心线对称分布(见图1-1),总水头113m,单级闸室最大工作水头45.2m。闸室有效尺寸为280m×34 m×5m(长×宽×槛上水深),闸室底板内布置有输水中支廊道(5.2m×5m)和分支廊道(5
十字路口交通灯控制系统的plc程序设计
格式:pdf
大小:1.4MB
页数:30P
4.7
1 请在此输入标题 请输入正文简介 2 湖北轻工职业技术学院 机电工程系毕业设计 2011级 题目:十字路口交通灯控制系统的plc程序设计 专业:机电一体化 班级:机电4班 姓名: 学号: 指导教师: 3 设计题目﹕十字路口交通灯控制系统的plc程序设计 指导教师姓名﹕ 职务或职称﹕教师 毕业设计的任务﹕ 1、交通灯的相关知识,包括产生、发展等; 2﹑控制电路、plc的选型和接线图等;、本课题的研究目的与意义; 3、硬件的设计,系统软件设计。 4、主要是程序的编写; 5、仿真、实验结果和总结。 毕业设计具体要求﹕ 查阅资料(要求书籍五本以上,文献资料十篇以上),独立按时完成 毕业设计;能够选定自己需要的单片机型号,设计出系统原理图, 并写出符合要求的论文(论文一万字以上)。 4 毕业设计评分表 专业班级技师电气091学号0971
城市十字路口交通灯控制系统的PLC程序设计 城市十字路口交通灯控制系统的PLC程序设计
格式:pdf
大小:254KB
页数:2P
4.4
本文介绍了一种用plc控制的城市十字路口交通信号灯控制系统的控制程序设计,文中根据交通灯控制系统的控制要求,详细的阐述了设计方案的选择以及整个程序设计的过程。经过上机实践,结果表明,该系统设计方案合理,可靠性高,达到预期目标,实现效果好。
PLC的三轴十字滑台带钢表面缺陷检测系统设计相关
文辑推荐
知识推荐
百科推荐


职位:暖通专业负责人
擅长专业:土建 安装 装饰 市政 园林


