

PE瓶盖检验标准
格式:pdf
大小:24KB
页数:1P
人气 :90
 4.4
4.4
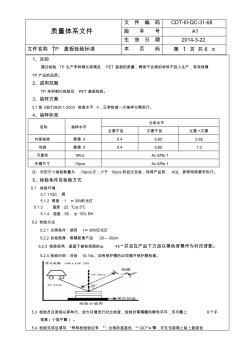
检 验 方 法 抽样方法 判定 适用范围 颜色 轻 外形 缺 图案 陷 防盗环 防盗环底部成型 重 污染 目测 缺 气味 取瓶盖 5个 /箱于 250mL 广口玻璃瓶 中,加入矿泉水或纯净水(无味空 白)至瓶颈处,在 40±3℃条件下 恒温 3天,取出自然冷却至室温后 闻味(每样 5人次) 5个 /1箱/每 生产日期 异味中等程度以上≥ 40%,判该批生 产日期PE盖不可接受 异味中等程度以上< 40%,判该批生 产日期PE盖可接受 来料 /型式 陷 封盖性能 成品倒置摆放, 12小时后 翻箱检查,渗漏水率≤1 ‰; 1箱 /到货批 旋盖不到位、卷边、断条等合计 ≤ 0.5%合格, 渗漏水率≤ 1‰合格 ;若 不合格抽 2箱复检仍不合格则判该到 货批瓶盖不合格; 来料 /型式 坠落性能 举到 1.5米,松手自由落体 竖6支 /横6支 合格率 100% 型式 防盗性能 60DB3扭力计 10



盖板检验标准
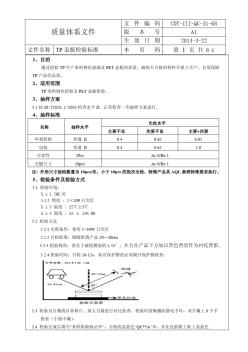
文件编码cdt-iii-qc-31-68 版本号a1质量体系文件 生效日期2014-3-22 文件名称tp盖板检验标准本页码第1页共6页 1、目的 通过检验tp生产来料钢化玻璃及pet盖板的质量,确保不合格的材料不投入生产,有效保障 tp产品的品质。 2、适用范围 tp来料钢化检验及pet盖板检验。 3、抽样方案 3.1按gb/t2828.1-2003检查水平ii,正常检查一次抽样方案进行。 4、抽样标准 允收水平 名称抽样水平 主要不良次要不良主要+次要 外观检验普通ii0.40.650.65 包装普通ii0.40.651.0 可靠性5pcsac0/re1 关键尺寸10pcsac0/re1 注:外形尺寸抽检数量为10pcs/次,小于10pcs的批次全检,
编辑推荐下载
车轮装饰盖检验标准
格式:pdf
大小:35KB
页数:2P
4.5
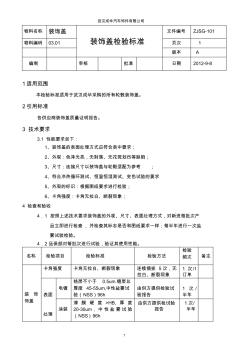
武汉成华汽车饰件有限公司 1 1适用范围 本检验标准适用于武汉成华采购的所有轮毂装饰盖。 2引用标准 各供应商装饰盖质量证明报告。 3技术要求 3.1性能要求如下: 1、装饰盖的表面处理方式应符合表中要求; 2、外观:色泽光亮,无剥落、无花斑划伤等缺陷; 3、尺寸:连接尺寸以装饰盖与轮毂适配为参考; 4、符合冷热循环测试、恒温恒湿测试、变色试验的要求 5、外观的标识:根据图纸要求进行检验; 6、卡角强度:卡角无拉白、断裂现象; 4检查和验收 4.1按照上述技术要求装饰盖的外观、尺寸、表面处理方式,对新进每批次产 品立即进行检查,并检查其标志是否和图纸要求一样;每半年进行一次盐 雾试验检验。 4.2品保部对每批次进行试验,验证其使用性能。 名称检验项目检验标准检验方法 检验 频次备注 装饰 饰盖 卡角强度卡角无拉白、断裂现象连续插拔5次,无 拉白、断裂现象 1
手机盖板检验标准
格式:pdf
大小:136KB
页数:5P
4.8
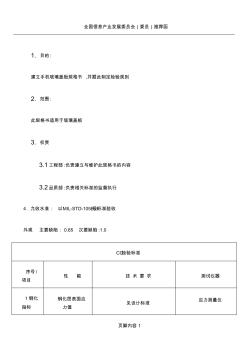
全国信息产业发展委员会(委员)推荐函 页脚内容1 1.目的: 建立手机玻璃盖板规格书,并据此制定检验规则 2.范围: 此规格书适用于玻璃盖板 3.权责 3.1工程部:负责建立与维护此规格书的内容 3.2品质部:负责相关标准的监督执行 4.允收水准:以mil-std-105eii级标准验收 外观主要缺陷:0.65次要缺陷:1.0 cg检验标准 序号/ 项目 性能技术要求测试仪器 1钢化 指标 钢化层表面应 力值 见设计标准 应力测量仪 全国信息产业发展委员会(委员)推荐函 页脚内容2 钢化层深度见设计标准 应力测量仪 2外形 尺寸 长宽开孔公差 mm) 见设计标准cnc显微镜 尺寸精度见设计标准cnc显微镜 厚度公差(mm)见设计标准外径千分尺 开孔位置公差 mm) 见设计标准cnc显微镜 翘曲度≤0.1%塞规 3光学
PE瓶盖检验标准热门文档
瓶盖注射模设计
格式:pdf
大小:309KB
页数:27P
4.6
江苏财经职业技术学院 综合毕业实践说明书(论文) 标题:瓶盖注射模设计 系别:机电工程系 专业:模具设计与制造 学号:0810403236 姓名:许峻国 指导教师:陈青云 2011年5月15日 2 摘要 本文详细介绍了食品瓶盖注射模具的设计。采用一模两,边缘式浇口,利用型芯成 型塑件的内止转齿,齿条、齿轮脱螺纹,顶杆顶出塑件。并对浇注系统、成型零件、脱 模机构、脱螺纹机构、合模导向机构和温度调节系统做了详细设计和计算。 关键词:注射模螺纹型芯边缘浇口 3 目录 摘要....................................................................2 目录...........................................................
 百利盖Hexalite~瓶盖引领塑料瓶盖轻量化发展
百利盖Hexalite~瓶盖引领塑料瓶盖轻量化发展 百利盖Hexalite~瓶盖引领塑料瓶盖轻量化发展
格式:pdf
大小:1.3MB
页数:1P
4.5
由于国内饮料行业竞争激烈,不少知名食品、饮料企业都采用了最新的生产工艺和设备,使其在各个方面开始向国际先进水品靠拢。其中,瓶盖也越来越体现出其重要性,无论是在饮料、乳品,还是日化、医药,或是其他行业,瓶

便携移动电源检验标准(PE测试)
格式:pdf
大小:52KB
页数:3P
4.8
制定人:martinlau审核:日期:2011-11-1 便携移动电源检验标准 (pe测试) 一、目的: 规范对产品检验测试的标准及方法。 二、适用范围: 适用于pe对所有便携移动电源产品的检验。 三、判定依据: 1、按照gb/t2828.1-2003中的一般检查ⅱ类水平规定的数量进行抽样检验和判 定允收。 2、缺点定义: 致命缺点(criticaldefect):为与安全规定及政府相关法令相抵触; 主要缺点(majordefect):产品功能出现问题,影响使用; 次要缺点(minordefect):非严重缺点或者主要缺点,影响使用舒适度。 3、允收标准: a类:致命缺点(criticaldefect):aql:0; b类:主要缺点(majordefect):aql:1.0; c类:次要缺点(m

铸铁检查井盖》检验标准 (2)
格式:pdf
大小:13KB
页数:5P
4.6
《铸铁检查井盖》检验标准(cj/t3012-1993) 中华人民共和国城镇建设行业标准 cj/t3012-93 铸铁检查井盖 castironmanholetop 1、主题内容与适用范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 2、引用标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 3、术语⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 4、产品瑾和标记示例⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 5、承载等级⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 6、技术要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 7、试验装置及试验方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4)
PE瓶盖检验标准精华文档
钢化玻璃盖检验标准
格式:pdf
大小:28KB
页数:2P
4.6
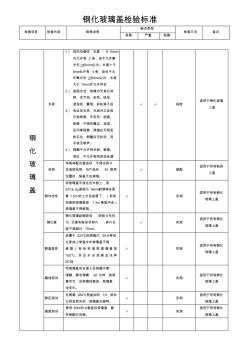
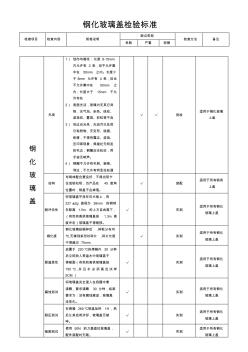
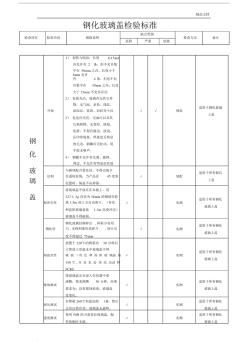
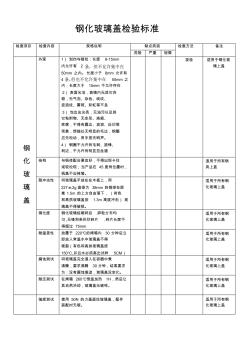
钢化玻璃盖检验标准 检查项目检查内容规格说明 缺点类别 检查方法备注 危险严重轻微 钢 化 玻 璃 盖 外观 1)划伤与暗纹:长度8-15mm 内允许有2条,但不允许集 中在50mm之内。长度小于 8mm允许有4条,但也不允 许集中在50mm之内;长度 大于15mm不允许存在 2)表面光洁,玻璃内无其它异 物,无气泡、杂色、线纹、 波浪纹、雾斑、彩虹等不良 3)包边应光亮,无油污以及其 它粘附物、无变形、烧痕、 疙瘩,不得有露边、波浪、 压印等现象,焊接处无明显 的毛边,钢圈应无松动,用 手按无响声。 4)钢圈不允许有毛刺、披锋、 利边,不允许有明显拉丝道 √√视检 适用于钢化玻璃 上盖 结构 与锅体配合要良好,不得出现卡 住或较松现;当产品在45度角 位置时,锅盖不应掉落。 √装配 适用于所有锅具 上盖 耐冲击性 将玻璃盖平放在在木板上,用 22
钢化玻璃盖检验标准 (3)
格式:pdf
大小:32KB
页数:2P
4.4
钢化玻璃盖检验标准 检查项目检查内容规格说明 缺点类别 检查方法备注 危险严重轻微 钢 化 玻 璃 盖 外观 1)划伤与暗纹:长度8-15mm 内允许有2条,但不允许集 中在50mm之内。长度小 于8mm允许有4条,但也 不允许集中在50mm之 内;长度大于15mm不允 许存在 2)表面光洁,玻璃内无其它异 物,无气泡、杂色、线纹、 波浪纹、雾斑、彩虹等不良 3)包边应光亮,无油污以及其 它粘附物、无变形、烧痕、 疙瘩,不得有露边、波浪、 压印等现象,焊接处无明显 的毛边,钢圈应无松动,用 手按无响声。 4)钢圈不允许有毛刺、披锋、 利边,不允许有明显拉丝道 √√视检 适用于钢化玻璃 上盖 结构 与锅体配合要良好,不得出现卡 住或较松现;当产品在45度角 位置时,锅盖不应掉落。 √装配 适用于所有锅具 上盖 耐冲击性 将玻璃盖平放在在木

铸铁检查井盖检验标准
格式:pdf
大小:12KB
页数:5P
4.6
《铸铁检查井盖》检验标准(cj/t3012-1993) 中华人民共和国城镇建设行业标准 cj/t3012-93 铸铁检查井盖 castironmanholetop 1、主题内容与适用范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 2、引用标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 3、术语⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 4、产品瑾和标记示例⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 5、承载等级⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 6、技术要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 7、试验装置及试验方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 8、检验规则⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯

PE瓶盖检验标准最新文档

《铸铁检查井盖》检验标准 (2)
格式:pdf
大小:13KB
页数:5P
4.5
《铸铁检查井盖》检验标准(cj/t3012-1993) 中华人民共和国城镇建设行业标准 cj/t3012-93 铸铁检查井盖 castironmanholetop 1、主题内容与适用范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 2、引用标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 3、术语⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 4、产品瑾和标记示例⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 5、承载等级⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 6、技术要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 7、试验装置及试验方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 8、检验规则⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯

《铸铁检查井盖》检验标准
格式:pdf
大小:13KB
页数:5P
4.7
《铸铁检查井盖》检验标准(cj/t3012-1993) 中华人民共和国城镇建设行业标准 cj/t3012-93 铸铁检查井盖 castironmanholetop 1、主题内容与适用范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 2、引用标准⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 3、术语⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(1) 4、产品瑾和标记示例⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 5、承载等级⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(2) 6、技术要求⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(3) 7、试验装置及试验方法⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯(4) 8、检验规则⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
钢化玻璃盖检验标准 (2)
格式:pdf
大小:35KB
页数:1P
4.5
钢化玻璃盖检验标准 检查项目检查内容规格说明缺点类别检查方法备注 危险严重轻微 钢 化 玻 璃 盖 外观1)划伤与暗纹:长度8-15mm 内允许有2 50mm之内。长度小于8mm允许有 450mm之 内;长度大于15mm不允许存在 2)表面光洁,玻璃内无其它异 物,无气泡、杂色、线纹、 波浪纹、雾斑、彩虹等不良 3)包边应光亮,无油污以及其 它粘附物、无变形、烧痕、 疙瘩,不得有露边、波浪、压印等 现象,焊接处无明显的毛边,钢圈 应无松动,用手按无响声。 4)钢圈不允许有毛刺、披锋、 利边,不允许有明显拉丝道 视检适用于钢化玻 璃上盖 结构与锅体配合要良好,不得出现卡住 或较松现;当产品在45度角位置时, 锅盖不应掉落。 适用于所有锅 具上盖 耐冲击性将玻璃盖平放在在木板上,用 227±2g直径为38mm的钢球在距 离1.5m
音箱检验标准
格式:pdf
大小:88KB
页数:5P
4.5
核定审核:制订: 文件编号 保密级□绝密□保密■一般 版本号a第0次修改 三级文件第1页共4发布日期:2017.04.11 音 箱 检 验 标 准 1目的 规范音箱类产品的要求,为检验提供检验依据,以控制产品的品质。 2适用范围 适用于各协力厂商所生产wook音箱类产品的检验。 3检验环境 3.1检验温度:25℃±10℃,相对湿度:45%~85% 3.2光照条件:在冷白荧光照射下,光源500-800lux,距物品1米 3.3视角:视线与工件平齐,正负旋转45° 3.4视力要求:视力要求:≧0.8(裸视或经矫正后) 3.5检视时间和距离: 等级面aa级面a级面b级面 检验距离30cm30cm30cm 检验时间5-8秒4-6秒2-4秒 4缺陷等级定义 4.1致命缺陷(cr)

LED检验标准
格式:pdf
大小:4.1MB
页数:31P
4.6
欧普照明opple 品质检验标准 pcba/光源/支架/电子件 欧普照明品质工程 2014/11/30 欧普照明中山检验标准 1/31 oppleconfidential qualityinspectionstandard rev:r00 preparedby:raidyli/leozhang/jingzhang checkedby:johnyan revchangedescriptionupdatedtimepreparedbyapprovedby r00firstrelease11/30/2014raidy/leo/jinglangli 欧普照明中山检验标准 2/31 目录 notes&instruction注意事项及说明......................................
包装类检验标准
格式:pdf
大小:127KB
页数:10P
4.7
彩盒外箱封样检验标准 一.目的: 為明確彩盒、外箱檢測項目和標准﹐特制定本標准。 二.适用范围: 彩盒外箱、贴纸、塑胶袋 三.检验环境: 在80~150fc的光照條件下进行,非阳光直射环境。 四.检验项目和技术要求: 外观检验项目规定为十一种,相关要求(见下表) 项目技术要求备注 标识符号 1.符合市场及产品要求 2.参照设计图纸或标准样品,要求造型标准,色彩正 确,无变形,错位现象 相关要素经由客户方确定 印刷 1.箱(盒)丝印面图案、文字印刷清晰 2.印刷内容全齐,无错印、缺印、漏印、多印现象 3.印刷无变形、走位、倾斜现象, 4.丝印字型正确无误 5.印刷无露白,浸墨,重影现象,印刷、喷涂料色彩 深浅一致,目视无色差。 6.印刷条码及字符须清
吸塑检验标准
格式:pdf
大小:92KB
页数:3P
4.4
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 成品吸塑件检验标准 一、目的: 为统一成品的检验标准,确保产品品质符合客户及本公司之品质要求,特制定此通用检 验标准; 二、范围 适合于本公司来料检验 三、外观检验面定义: a面:客户使用及时经常观察到的表面,如:前面与顶面; b面:客户使用及不经常观察的表面,如:侧面/背面 c面:客户使用及不易观察到的部分,如:底面 d面:需经拆解才可观察到的面(非可视面),如产品的内表面; 四、检验方法: 4.1方法:正常照度下(光照强度600~1200lux),眼睛与待测物相距30cm,以+/-45度 的视角观测3~5秒。 4.2人员:检测人员须经过培训且具有正常视觉,其视力须达到正常的1.0/1.0或通过佩 戴眼镜达到矫正视力1.0/1.0,色觉正常; 4.3抽样水准:按g
冷镦钢检验标准
格式:pdf
大小:11KB
页数:2P
4.4
精品文档 . swrch35k冷镦钢盘条检验标准 swrch35k冷镦钢牌号属于日标(jisg3507-2005),在国标 (gbt28906-2012)中牌号为ml35mn,按使用状态属于调质型冷镦 钢。 1.化学成分 表1ml35mn化学成分(参考国标) 牌号 化学成分(质量分数)/%ppm csimnpson ml35mn0.33~0.380.10~0.250.60~0.90≤0.025≤0.025≤35≤60 钢中残余铬、镍和铜的质量分数各不大于0.20%。 2.力学性能 盘条一般不做力学性能检验。如有需要,可由供需双方来确定。 参考值:抗拉强度≤620mpa断面收缩率≥45%。 3.冷顶锻 冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。冷顶锻实验不得 出现裂纹。冷顶锻性能分为: 高级⋯⋯1/4;较高级⋯⋯1

首件检验标准
格式:pdf
大小:36KB
页数:4P
4.8
结构部首件检验规范及要求 1、目的: 为确保产品品质,预防出现批量性的产品不合格, 特制定公司产品生产过程中对首件检验的要求及管理 规范。 2、适用范围: 本文件规定了公司在生产过程中对首件检验的要 求及工作程序。 3、职责 3.1生产部门负责组织安排首件检验工作。 3.2未经首件检验或首件检验不合格,而擅自生产产 品,由此引起的质量问题,由直接责任者负责。 3.3检验员、工序负责人、下道工序对首件检验的正 确性负责。 3.4工序负责人对首件检验完成后,由下道工序进行 复检。如不履行复检职责,下道工序负同等责任。 3.5对首件确认工作未完成,检验员在?首件检验记 录表?上签字的,造成的质量问题,责任由检验员负 责。 4、控制要求 4.1首件检验中应检查产品生产过程所用的所有原辅 材料必须与规定相符。 4.2对生产部门首次连续性生产的第一个完工的半成 品和成品,必须经过首件检验和
PC板检验标准
格式:pdf
大小:37KB
页数:2P
4.4
进料检验标准 pc板检验标准 一.适用范围: 所有外购pc板入厂之检验依据。 二.权责部门: 品保部iqc 三.时机: 供应商材料之进料检验。 四.检验项目及执行标准: 检验项目检验标准 检查方 法/量具 缺点分类ⅱ水准 aql%crmami 规格尺寸依图面要求卡尺√ 1/100 1.0 外观检查 焊锡平整,不得有焊短 路、虚焊、线路板上的焊 渣应去干净 目视√ⅱ/2.5 保险丝检 查 保险丝规格应符合图面 要求,且在1.25倍的电流 情况下能熔断。 目视/直流电 源供应器 √ 1/100 0.65 各电子元 件检查 依图面要求目视/万用表√ 1/100 0.65 各线路检 查 依图面要求目视/万用表√ 1/100 0.65 fet质量 检查 依图面要求万用表√ 1/100 0.65 cds功能 及感应功
PE瓶盖检验标准相关
文辑推荐
知识推荐
百科推荐


职位:一级结构工程师
擅长专业:土建 安装 装饰 市政 园林


