

PERT/CMP技木在工务铝热焊施工中的运用初探
格式:pdf
大小:691KB
页数:2P
人气 :57
 4.8
4.8
当前,根据铁路提速的要求,工务各项施工作业受施工天窗点的限制越来越大,对于工务部门来讲,对施工项目的安排及时间的把握成为一个重要的课题。要做到既保证在有限的时间内完成施工作业,又能保证施工的质量水平,这就对施工前后的规划安排提出了很高的要求,笔者通过PERT/CMP技术在工务铝热焊施工中的运用的探索,来说明通过网络图及关键路径法对施工项目安排的作用。



 CMP面元分析技术在弯曲测线施工中的应用
CMP面元分析技术在弯曲测线施工中的应用 CMP面元分析技术在弯曲测线施工中的应用
在山地、沟、壑等复杂地表的施工中,采用弯曲测线的施工,部分地段拐角较大,造成了cmp反射点的离散,因此如何减小弯曲测线施工中cmp反射点离散性,从而提高测线覆盖次数的均匀性是一项需要解决的技术难题。我们利用cmp覆盖次数分析方法对提前测量的设计炮点进行模拟放炮,检查测线覆盖次数是否均匀,从而更好指导野外激发点布设的目的。
铝热焊
铝热焊接工 1 岗位工作手册 岗位作业指导书 (铝热焊焊接工) 岗位作业指导书铝热焊接工 目录 一、岗位描述.......................................................................................................................1 (一)岗位职责...............................................................................................................2 (二)岗位资格要求...................................................................................
编辑推荐下载
铝热焊简介
格式:pdf
大小:150KB
页数:3P
4.4
铝热焊简介 一、铝热焊的工作原理及特点 铝热焊一般是利用金属氧化物和铝之间的铝热反应所产生的过热,熔敷金属 来加热工件的填充接头而完成焊接的一种方法。铝热焊的工作原理是焊接前在坩 埚中装以热剂,用高温火柴点燃从而引起剧烈的化学反应,当热剂钢水和熔渣分 离,将热剂钢水浇注到铸型中,冷却凝固后,形成铝热剂焊接接头,完成焊接。 其特点设备简单、投资少,焊接操作简单,适合野外作业,但由于类似铸造工艺 方法,因此焊缝组织、性能均较差,必要时应采取一定的热处理措施,以保证质 量。 二、铝热焊的适用范围 铝热焊接属于一种古老的焊接方法,目前主要应用于钢轨的连接及钢筋、导 线和大断面铸锻件的焊接和维修。 三、铝热焊接材料及设备铝热焊接所使用的材料主要包括热剂、型砂和铸型、 封箱材料及高温火柴等。其中热剂主要由铝粉、氧化铁、铁屑和铁合金、石墨等 组成;型砂和铸型一般是由耐火度高的石英砂、膨润土
浅析铝热焊法在管道阴极保护施工中的应用 浅析铝热焊法在管道阴极保护施工中的应用
格式:pdf
大小:184KB
页数:未知
4.6
从铝热焊的技术特点出发,以实际施工的角度简要分析铝热焊在管道阴极保护施工中的应用、特点及注意事项。
PERT/CMP技木在工务铝热焊施工中的运用热门文档

CMP阻燃要求电线
格式:pdf
大小:150KB
页数:1P
4.6
cmp要求电线 阻燃电缆是指在规定试验条件下,样品被燃烧,在撤去试验火源后,残焰或残灼在限定 时间内能自行熄灭的电缆。阻燃电缆在火灾发生的情况下有可能被烧坏而不能运行,但有时 能够减缓火灾蔓延,为直接有效地扑灭火灾,减少人员伤亡和财产损失创造有利条件。阻燃 电缆的基本结构和普通电缆基本相同,不同的是它的绝缘层、护套、外护层以及辅助材料(如 包带和填充)可能部分或全部采用阻燃材料。 爱达讯布线工程师认为,在综合布线系统中,双绞线、光缆最常见的材料就是聚氯乙烯 (pvc)、聚乙烯(pe)。pvc和pe在火灾中分解、氧化和燃烧时可以产生氯甲烷、氯化氢、 苯、一氧化碳、二氧化碳等多种有毒或腐蚀性产物,对人造成伤害。电缆涉及火灾安全的主 要技术指针是电缆的阻燃性、烟雾的密度和气体的有毒性。 ul标准组织定义了以下几个标准:cmp、cmr、cm、cmg
铝热焊流程
格式:pdf
大小:16KB
页数:3P
4.4
铝热焊工艺的主要流程 准备工作——→轨端干燥——→轨端除锈去污——→对轨——→夹具安装——→砂模安 装——→封箱——→预热——→坩锅安装——→点火——→反应——→拆模——→推瘤— —→打磨 铝热焊操作步骤 1、准备工作 ●预先了解待焊钢轨的的轨型和材质,正确选择砂型和焊剂的类型。 ●出发前必须安排专人根据焊接清单清点全部施工物品,以免少带、漏带影响施工。 ●对施工设备、燃气瓶等进行检查,确保使用时安全可靠。 ●从焊缝两侧钢轨开始,,每一侧松开2——4组扣件,然后至少将50m范围内的钢轨扣件 按规定锁紧,并在焊缝两侧各第一个锁紧扣件处的钢轨上划线做记好,以便观察钢轨是 否移动,然后才可以进行铝热焊焊接。 ●气温急剧变化时必须用拉伸机锁定钢轨,然后进行焊接操作。 ●焊接处有缺口、损伤、磨损严重以及端面不规则的钢轨必须切除后,才能进行焊接。 2、轨端干燥 ●砂型安装

铝热焊资料
格式:pdf
大小:10KB
页数:2P
4.4
1 铝热焊 用化学反应热作为热源的焊接方法。焊接时,预先把待焊两工件的端 头固定在铸型内,然后把铝粉和氧化铁粉混合物(称铝热剂)放在坩 埚内加热,使之发生还原放热反应,成为液态金属(铁)和熔渣(主 要为al2o3),注入铸型。液态金属流入接头空隙,形成焊缝金属, 熔渣则浮在表面上。为了调整熔液温度和焊缝金属化学成分,常在铝 热剂中加入适量的添加剂和合金。铝热焊具有设备简单、使用方便、 不需要电源等特点,常用于钢轨、钢筋和其他大截面工件的焊接。 钢轨铝热焊接就是将铝粉、氧化铁和其他合金添加物配制成的铝热焊 剂放在特制的反应坩埚中,用高温火柴点燃引发铝热反应。在反应过 程中,放出大量的热熔化合金添加物,与反应生成的铁形成为钢液, 由于其密度大沉于坩埚底部,反应生成的熔渣较轻而浮在上部,在很 短时间内,高温的铝热钢水熔化坩埚底部的自熔塞,浇注到与钢轨外 形尺寸一致的砂型和
铝热焊施工方案
格式:pdf
大小:42KB
页数:7P
4.7
铝热焊施工方案 一、概况 京沪高铁上海虹桥站及相关工程分为三大块,分别为京沪高速场、沪宁城际 综合场、七宝站改造。本次为高速场和城际场中的道岔及长钢轨。 具体焊接工程量如下:京沪高速场道岔共44组,沪宁城际综合场道岔共25 组。 二、概述 1、基本原理 铝热焊是应用铝和氧化铁发生化学反应置换出铁的原理而形成的一种钢轨 焊接技术,其化学反应式: fe2o3+2al→2fe+al2o3+850kj 这一反应式说明,铝能与氧化铁发生氧化还原反应(即铝热反应),并伴随生产 大量的热能量,在无需外部能源的情况下,就可以生成熔化的高温铁水。这些高 温铁水可以将添加在铝热焊剂中并已混合均匀的合金元素完全熔化在一起形成 特定化学成分的钢水。如果将钢水浇铸于固定在两根钢轨接缝处的砂型内,即可 将两根钢轨焊铸在一起,最后形成与钢轨的化学、冶金和机械性能等方面相匹配 的焊接接头。
铝热焊施工方案
格式:pdf
大小:97KB
页数:6P
4.7
铝热焊施工方案 一、概况 京沪高铁上海虹桥站及相关工程分为三大块,分别为京沪高速场、沪宁城际综合场、七宝站 改造。本次为高速场和城际场中的道岔及长钢轨。 具体焊接工程量如下:京沪高速场道岔共44组,沪宁城际综合场道岔共25组。 二、概述1、基本原理 铝热焊是应用铝和氧化铁发生化学反应置换出铁的原理而形成的一种钢轨焊接技术,其化学 反应式: fe2o3+2al→2fe+al2o3+850kj 这一反应式说明,铝能与氧化铁发生氧化还原反应(即铝热反应),并伴随生产大量的热能 量,在无需外部能源的情况下,就可以生成熔化的高温铁水。这些高温铁水可以将添加在铝 热焊剂中并已混合均匀的合金元素完全熔化在一起形成特定化学成分的钢水。如果将钢水浇 铸于固定在两根钢轨接缝处的砂型内,即可将两根钢轨焊铸在一起,最后形成与钢轨的化学、 冶金和机械性能等方面相匹配的焊接接
PERT/CMP技木在工务铝热焊施工中的运用精华文档
铝热焊施工方法
格式:pdf
大小:48KB
页数:6P
4.3
一、概述: 铝热焊是采用短时间预热、大焊剂量的一种焊接方法,目前国内外已开始进 行推广用,它特别适合铁路运输、天车及重载设备的运输轨道焊接,因此具有广 阔的市场前景。目前轨道铝热焊多采用较经济的预热型焊接方法,该方法中铸型 多为侧顶式浇注系统,预热多采用定时预热工艺。 二、影响焊接质量的主要因素: 1.轨道组对精度的影响: 轨道接头组对要严格按照图纸要求的间隙与平直度和接头高低差进行组对, 接头间隙过小将使两轨道接头融合热量不够,过大会使焊剂不能有效填充轨缝。 一般对于qu100的轨道焊缝宽度为26±2mm;而接头垂直度和高低差超标也最 终将影响到轨道接头的寿命。 由于焊接完毕后形成的内应力释放及焊缝收缩会造成已组好对的轨道接头 间隙产生偏差,应在焊接前进行组对间隙复测,确保接头焊接质量。 2.组对与焊接时间的影响: 整个轨道的组对丁序对轨道焊接成形后的质量影响较大,一般轨
铁路铺轨工程中的铝热焊施工 铁路铺轨工程中的铝热焊施工
格式:pdf
大小:130KB
页数:2P
4.7
在铁路铺轨工程中,无缝轨道钢轨之间的连接采用焊接方法来实现。铝热焊是常用焊接方法之一,其施工准备时间短、设备简单、移动便捷、操作简便等特点在铁路铺轨工程中广泛应用。文章总结施工中的钢轨间距、预热温度、加热时间等控制要点,为提高铝热焊的施工质量提供参考。
钢轨铝热焊
格式:pdf
大小:7KB
页数:2P
4.4
钢轨铝热焊工具 qp铝热焊剂和砂模·焊接一个焊头使用一套。·焊剂一包,左砂模、右砂模、 底砂模、分流塞各一。·按钢轨的不同型号,有不同的配套焊剂和砂模:50kg、 60kg、75kg;pd3、u71mn、稀土轨等之分。 cj一次性坩埚·盛焊剂的容器,焊接一个焊头使用一个坩埚,与焊剂砂模配套 使用。·防潮设计。·自熔塞。·环保,可生物自动分解。 耐高温封箱泥·密封砂模和钢轨之间的缝隙,防止钢水泄漏。·每桶10kg, 可使用3-6个次焊接。·单桶规格:22×19.59.5kg托盘规格:836kg净 重/800kg 铝热引燃助剂·高温火柴,用于点燃铝热焊剂。·一次使用一根,现场需多 留几根备份。·有二种包装,100根一盒和20根一盒。 耐高温密封膏·涂抹在底砂模和砂模之间,用于钢轨、砂模、底板间的密 封。
PERT/CMP技木在工务铝热焊施工中的运用最新文档

钢轨铝热焊(自学附图)
格式:pdf
大小:3.4MB
页数:9P
4.8
钢轨铝热焊自学 (铝热焊) 2016-8-28 2020年6月 目录 1.工艺流程...............................错误!未定义书签。 2.工艺操作...............................错误!未定义书签。 在焊接现场的准备....................错误!未定义书签。 轨道的准备............................错误!未定义书签。 钢轨端头的对正......................错误!未定义书签。 立砂模................................错误!未定义书签。 预热..................................错误!未定义书签。 浇注................................
CPVCMPP管径
格式:pdf
大小:40KB
页数:2P
4.4
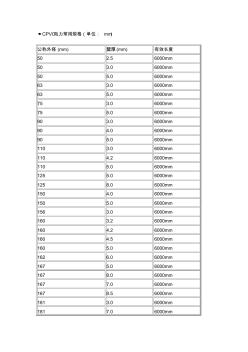
◆cpvc电力常用规格(单位:mm) 公称外径(mm)壁厚(mm)有效长度 502.56000mm 503.06000mm 505.06000mm 633.06000mm 635.06000mm 753.06000mm 755.06000mm 903.06000mm 904.06000mm 905.06000mm 1103.06000mm 1104.26000mm 1105.06000mm 1255.06000mm 1258.06000mm 1504.06000mm 1505.06000mm 1563.06000mm 1603.26000mm 1604.26000mm 1604.56000mm 1605.06000mm 1626.06000mm
CMP抛光液流场数值仿真 CMP抛光液流场数值仿真
格式:pdf
大小:422KB
页数:6P
4.6
建立了一种基于流体动力学的化学机械抛光模型,利用流体动力学方法推导了抛光液流场的雷诺方程,并通过计算机求解偏微分方程,对抛光过程中晶片和抛光垫之间的抛光液液体薄膜厚度以及液体薄膜压力分布进行了仿真计算。分析了液膜厚度、晶片倾斜角和液膜负荷力、液膜压力力矩的关系,讨论了抛光载荷、抛光转速对最小液膜厚度、晶片倾斜角以及液膜压力分布的影响。结果表明,不同抛光速度和抛光载荷下,抛光液膜厚度、液膜压力和晶片倾斜角呈现不同的分布规律。比较仿真和实验中抛光输入参数对晶片下液膜厚度的影响曲线发现,仿真结果与实验结果的变化趋势一致,证明建立的抛光液液膜厚度及液膜压力分布模型的有效性。


钢轨焊接工(铝热焊)讲义2
格式:pdf
大小:5.3MB
页数:40P
4.5
1 广铁(集团)公司钢轨铝 热焊接讲义 作者: 怀化职工培训基地2010年10月 2 目录 附录ctbt_2658.21-2007钢轨焊缝超声波探伤作业标准 附录d广深港铁路、广珠城际铁路钢轨探伤验收管理办法(行) 附录e铝热焊的常见缺陷和原因分析 附录f铝热焊题库(后附答案) 3 1范围 tb/t1632的本部分规定了钢轨铝热焊接的要求、试验方法和检验规则。 本部分适用于50kg/m--75吨/m钢轨的铝热焊接。 2规范性引用文件 下列文件中的条款通过tb/t1632的本部分的引用而成为本部分的条款。凡是注日期的 引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓 励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文 件,其最新版本适用
 运用铝热焊长钢轨技术焊接起重机轨道
运用铝热焊长钢轨技术焊接起重机轨道 运用铝热焊长钢轨技术焊接起重机轨道
格式:pdf
大小:257KB
页数:4P
4.3
介绍了铝热焊原理及其焊长钢轨技术在焊接起重机轨道中的应用,并对长钢轨温度应力对建筑物的影响进行了深入分析。同时结合其实际运用情况,说明了运用该技术焊接起重机轨道的优越性和效益。

浅谈铝热焊施工在铁路铺轨工程中的应用
格式:pdf
大小:381KB
页数:2P
4.6
我国铁路事业的发展越来越迅猛,列车的速度也越来越高,从而对铁路的铺筑要求也越来越高。本文对铁路钢轨焊接技术进行了分析和总结,摒弃旧方法、归纳新线铺设,总结施工流程和以往焊接技术的落后工艺和优缺点,建立新的价值理论体系,分析得出了京沪高铁中最佳的施工方案。希冀本文对同行或类似工程能够提供借鉴和参考,为促进我国铁路发展献一份力量。
PERT/CMP技木在工务铝热焊施工中的运用相关
文辑推荐
知识推荐
百科推荐


职位:安全生产经理
擅长专业:土建 安装 装饰 市政 园林


