

PCB板TEA脉冲CO_2激光微孔研究
格式:pdf
大小:720KB
页数:5P
人气 :68
 4.4
4.4
印刷电路板(PCB)微孔技术是实现高密度互联技术的关键,我国在这方面的研究还刚刚起步,所采用的激光器基本依赖进口,投资成本高,后期维护费用昂贵。研究了聚焦透镜焦距、激光腔内结构、外光阑、扩束系统及其组合方式对PCB激光微孔特性的影响,通过对国产的TEACO_2脉冲激光器的激光光束输出模式进行改善、光学系统进行优化,得到了直径在φ170μm以下、孔形良好的微孔。



 光PCB板电测与激光打标技术
光PCB板电测与激光打标技术 光PCB板电测与激光打标技术
在激光技术产生以来的50多年时间里,激光技术在世界范围内的工业加工领域都获得了广泛的应用。激光具有单色性好,相干性好,方向性好,高亮度的特点,激光加工与传统的加工方法比较,具有清洁、高效、精细、柔性便捷的特点,激光在pcb行业的应用亦越来越广。通过电测线与激光标记线的无缝集成,激光打标机直接从电测线读取电测数据并进行标记,既方便了对制程的管制,又方便了提升贴片制程的效率及避免浪费降低成本。
光PCB板电测与激光打标技术 光PCB板电测与激光打标技术
在激光技术产生以来的50多年时间里,激光技术在世界范围内的工业加工领域都获得了广泛的应用。在我国,亦在工业生产、通信及医疗等各个领域广泛应用。随着技术的不断进步和人们需求的不断提高,电子产品逐步朝向轻、薄、短、小的方向发展。激光具有单色性好,相干性好,方向性好,高亮度的特点,激光加工与传统的加工方法比较,具有清洁、高效、精细、柔性便捷的特点,激光在pcb行业的应用亦越来越广。激光标记技术与电测技术相结合,是pcb行业的另一发展趋势,特别是在hdi及ic载板的应用方面。通过电测线与激光标记线的无缝集成,激光打标机直接从电测线读取电测数据并进行标记,既方便了对制程的管制,又方便了提升贴片制程的效率及避免浪费降低成本。
编辑推荐下载
碳钢激光脉冲宽度打微孔的研究 碳钢激光脉冲宽度打微孔的研究
格式:pdf
大小:1021KB
页数:4P
4.5
激光打孔是激光加工的主要应用领域之一,取五种不同厚度的碳钢材料进行了激光打微孔实验,利用双因素无重复试验方法分析了激光脉冲宽度和碳钢含碳量对激光打微孔的质量影响,为激光打微孔的激光参数合理选择提供了可行的方法。

pcb板加工合同
格式:pdf
大小:33KB
页数:5P
4.4
第1页共20页 竭诚为您提供优质文档/双击可除 pcb板加工合同 篇一:pcb板采购合同 篇一:pcb采购合同-090204(1) 电路板承揽定作合同 订货方(以下简称甲方): 供货方(以下简称乙方): 经甲乙双方友好协商,乙方按照甲方的要求,承揽电路 板一批,双方经协议,订立本合同:一、承揽工艺要求及含税 费用:二、交货日期:20xx/2/11,付款方式:收30%定金, 余款70%货到款清; 四、甲方收到货后,如有质量问题,应于七日内通知乙 方,逾期视为质量合格,乙方恕不负责甲方损失;乙方收 到甲方质量问题通知后,应于七日内处理完质量问题 (包括修复不良,无法修复免费更换),否则甲方有权取消 合同,并追回相关款项。 五、乙方仅对甲方所供资料负保密义务,如交货出现品 质问题导致甲方无法使用,乙方负责赔偿费用不大于该批电 第2页
PCB板TEA脉冲CO2激光微孔热门文档
PCB板检验标准
格式:pdf
大小:48KB
页数:3P
4.6
深圳市三诺技展电子有限公司 pcb板检验规范 文件编号 版本号 标题pcb板检验作业流程 生效日期年月日 页次第页共页 1目的及适用范围 本检验规范的目的是保证本公司所购pcb板(包括外发贴片pcb)的质量符合要求。 2规范内容: 2.1测试工量具及仪表:万用表,游标卡尺,孔规 检验项目要求备注 成品板边 板边不出现缺口或者缺口,且任何地方的渗入≤2.54mm; ul板边不应露铜; 板角/板边损伤板边、板角损伤未出现分层 露织纹织纹隐现,玻璃纤维被树脂完全覆盖 凹点和压痕 直径小于0.08mm,且凹坑没有桥接导体; 表面划伤划伤未使导体露铜、划伤未露出基材纤维; 铜面划伤每面划伤≤5处,每条长度≤15mm 电镀孔内空穴(铜 层) 破洞不超过1个,横向≤90o,纵向≤板厚度的5%。 焊盘铅锡(元件孔)光亮、
PCB板材分类
格式:pdf
大小:921KB
页数:4P
4.6
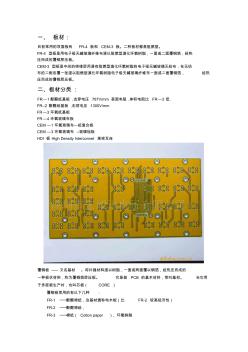
一、板材: 目前常用的双面板有fr-4板和cem-3板。二种板材都是阻燃型。 fr-4型板是用电子级无碱玻璃纤维布浸以阻燃型溴化环氧树脂,一面或二面覆铜箔,经热 压而成的覆铜层压板。 cem-3型板是中间的绝缘层用浸有阻燃型溴化环氧树脂的电子级无碱玻璃无纺布,在无纺 布的二侧各覆一张浸以阻燃型溴化环氧树脂电子级无碱玻璃纤维布一面或二面覆铜箔,经热 压而成的覆铜层压板。 二、板材分类: fr—1酚醛纸基板,击穿电压787v/mm表面电阻,体积电阻比fr—2低. fr--2酚醛纸基板,击穿电压1300v/mm fr—3环氧纸基板 fr—4环氧玻璃布板 cem—1环氧玻璃布—纸复合板 cem—3环氧玻璃布--玻璃毡板 hdi板highdensityinterconnet高密互连 覆铜板-----又名基材。将补强
PCB板防呆规范
格式:pdf
大小:103KB
页数:3P
4.4
德信诚培训网 pcb板防呆规范 1.目的:因同一个多层板料号的芯板厚度﹑铜厚﹑经纬向及材质﹐或者基板布 种不同存在不同版本不同补偿的底片﹐防止内层生产时混料导致后 序压合板涨缩异常情况的发生。 2.范围:工程数据、防呆图标。 3.权责单位:品保二部制前课﹑品保二部品二课﹑生管二课 4.名词定义﹕ 4.1内层板防混料号标识内容如下﹕ 4.1.1同一料号﹐同一种开料方式﹐不同芯板厚度标识﹐称为厚度防呆﹕ 4.1.1.1此料号基板最薄者不作标识图型编号为a001. 4.1.1.2较厚板在其长边距短边15mm处加1v槽(槽深3mm下同)图型编 号为a002 4.1.1.3超厚板则在其长边距短边15mm处加2v槽,图型编号为a003 例如﹕8层板﹕l2/34mil﹐l4/56mil﹐l6/78mil﹐则l2/3 不做标识,图型编号为a001;l4/5层
PCB板激光直接物标高密度微型二维码 PCB板激光直接物标高密度微型二维码
格式:pdf
大小:4.0MB
页数:5P
4.8
在pcb板上标记已经成为电子生产中产品追踪控制以及追溯所不可缺少的一种工艺手段。当前的一维条码技术及纸质标签正面临着诸多困难,而激光直接物标技术在pcb表面直接标识2d码是一种可行的非常灵活的标识方法,且不对pcb表面造成损伤。采用稳定低价的co2激光物标系统,通过标识方法、激光功率、激光速度等参数的优化,精心设计了一套适用于在pcb上标识高密度微型2d码的标识方法,实现在2mm×2mm上编入20~25位数字的信息,识读率达99%。

PCB板和FPC检验实用标准
格式:pdf
大小:462KB
页数:8P
4.8
实用标准文案 精彩文档 目录 1.目的 2.适用范围 3.引用标准 4.定义 5.检验种类 6.检验方式和抽样标准 7.检验与判定原则 8.检验内容 9.标志、包装、存储和运输 1.目的 实用标准文案 精彩文档 统一本产品的出货质量检验标准,确保产品质量达到公司允收标准,满足客户质量要求。 2.适用范围 2.1产品上的pcb和fpc类产品(若与客户标准有差异应执行客户标准)。 2.2可供本公司相关单位参照使用。 3.引用标准 3.1gb/t2423.8-1995电工电子产品环境试验规程:试验方法试验ed:自由跌落 3.2gb/t2423.1-2001电工电子产品环境试验第2部分:试验方法试验a:低温试验 3.3gb/t2423.2-2001电工电子产品环境试验第2部分:试验方法试验b:高温试验 3.4gb/
PCB板TEA脉冲CO2激光微孔精华文档

18-8不锈钢6mm连续CO2激光焊焊接工艺(2)
格式:pdf
大小:294KB
页数:5P
4.4
18-8不锈钢6mm连续co2激光焊焊接工艺 一、目的 《焊接方法与设备使用》是三年制高职焊接技术及自动化专业的一门专业主 干课程。其任务主要是讲述常用的各种焊接方法的过程本质、质量控制、相应焊 接设备的构成、工作原理、焊接参数的合理选择及具体的操作技术要领。为了巩 固所学常用焊接方法与设备的知识,熟悉有关资料,掌握焊接工艺参数的选择和 焊接设备的操作技术,安排了为期一周的课程设计。通过本次焊接工艺设计,锻 炼学生们的分析问题与解决问题的能力,提高焊接操作技能。 二、激光焊的原理及特点 1、激光焊的概述 激光焊是利用能量密度极高的激光束作为热源的一种高效精密的焊接方法。 与传统的焊接方法相比,激光焊具有能量高密度高,穿透力强、精度高、适应性 强等优点。 2、原理 激光是指激光活性物质或称工作物质受到激励,产生辐射,通过光放大而产 生一种单色性好、方向性强、光亮度高
pcb板焊接加工协议
格式:pdf
大小:15KB
页数:3P
4.4
委托加工合作协议 甲方:成都引众数字设备有限公司 乙方:成都元嘉科技发展有限公司 甲乙双方经友好协商,就甲方委托乙方进行印制板焊接加工事宜 达成如下协议: 1、甲方委托乙方焊接的印制板单个品种数量大于等于50件时, 乙方有责任采用(回流焊/波峰焊),如果单个品种数量在25~50 件时,尽量采用机器焊接。 2、甲方需向乙方提供焊接所需的电子版pcb图纸,焊接图,元 器件清单。 3、甲方向乙方提供所需焊接的印制板和元器件(焊接工具和焊接 材料除外),双方需当面清点确认。 4、乙方想甲方承诺一个批次的加工交货时间不超过7天,如果超 过按5%/每日记扣加工费。 5、乙方有责任保证焊接加工质量,焊接完工后负责清洁印制板板 面,如出现虚焊、漏焊、错焊等质量问题由乙方负责整改,且相 关费用由乙方负担,如果因为技术资料,元器件提交有误造成的 质量问题,有甲方负责。 6、甲
热转印制PCB板中的打印设置 热转印制PCB板中的打印设置
格式:pdf
大小:407KB
页数:2P
4.4
手工制作电路板时,必须将电路板图转印到覆铜板上,一般都要将protel99se、dxp2004、altiumdesigner6等所绘制的板图用计算机打印出来,本文介绍如何设置pcb打印文件,提高制板的成功率和效率。
PCB板TEA脉冲CO2激光微孔最新文档

PCB板定位孔打孔机系统设计与实现_袁鹏
格式:pdf
大小:238KB
页数:4P
4.6
20103rdinternationalconferenceoncomputationalintelligenceandindustrialapplication(paciia) 978-1-4244-9945-8/10/$26.00?2010ieeepaciia2010 designandrealizationofpcbboardmarkdrillerbased onvisioninspection pengyuan1,xinshengwu2 1)engineeringresearchcenterforprecisionelectronicmanufacturingequipmentsofministryofeducation,southchina universityof

18-8不锈钢6mm连续CO2激光焊焊接工艺(3)
格式:pdf
大小:15KB
页数:4P
4.5
题目18-8不锈钢6mm连续二氧化碳激光焊焊接工艺 一.目的 《特种焊接设备使用与维护》是三年高职焊接技术及自动化专业的一门主干 课程。其任务主要是讲述各种特种焊接的方法的过程本质、质量控制、相应 焊接设备的构成、工作原理、焊接参数的合理选择及设备使用维护的技术知 识。为了巩固所学常用特种焊接方法与设备知识,熟悉有关资料,掌握焊接 工艺参数的选择和焊接设备的使用维护,安排了为期一周的课程设计。通过 本次焊接工艺设计,锻炼学生们分析问题与解决问题的能力,提高焊接操作 技能。 二.内容 编制18-8不锈钢6mm连续二氧化碳激光焊焊接工艺 三.编制焊接工艺要点 1.母材的技术状况 (1)材料的物理成分:材料密度为7.93g/cm3 (2)材料化学成分如下表1 材料化学成分 化学成 分 csimncrnisp 含量 (%) ≤0.07≤1.0≤2.

CO2传感器
格式:pdf
大小:148KB
页数:2P
4.5
venticator-vc1008 二氧化碳传感/变送器 产品简介 venticator,vc1008是一系列安装方便、操作简 单、成本低廉的二氧化碳传感/变送器。它是专门 为智能化楼宇以及其他需要检测二氧化碳含量的 场所而设计的变送器。 在线检测空气中二氧化碳含量,出厂设定标准测 量是0-2,000ppmco2(根据特殊的要求,测量的 范围可以更高)。带有标准的线性输出:0-10v, 4-20ma及继电器开关输出. 用vc1008于智能型通风系统控制,对节约能源和 改善室内空气品质有很好的平衡作用. 产品技术特点 采用瑞典森尔公司一流的红外波导专利技术及镀 金空气采样探头,确保测量数据的准确性。 ?测量范围:0-2,000ppmco2 ?两路模拟信号输出和一路继电输出 out1:0-10v(对应0-2,000

18-8不锈钢6mm连续CO2激光焊焊接工艺(5)
格式:pdf
大小:58KB
页数:5P
4.4
第1页共1页 18-8不锈钢6mm连续co2激光焊焊接工艺 一、目的 《特种焊接设备使用与维护》是三年制高职焊接技术及自动化专业的一门专业主干课程。 其任务是讲述各种特种焊接方法的过程本质、质量控制、相应焊接设备的构成、工作原理、焊 接参数的合理选择及设备使用与维护的技术知识。为了巩固所学常用特种焊接方法与设备的知 识,熟悉有关资料,掌握焊接参数的选择和焊接设备的使用与维护,安排了为期一周的课程设 计。通过本次焊接工艺设计,锻炼学生们的分析问题的能力,提高焊接操作技能。 二、不锈钢的焊接简介 不锈钢的激光焊接性能好。奥氏体不锈钢的导热系数只有碳钢的1/3,吸收率比碳钢略高。 因此,奥氏体不锈钢的熔深比普通碳钢深5%~10%。 cr-ni系不锈钢激光焊时,材料具有很高的能量吸收率和熔化效率。用co2激光焊焊接奥 氏体不锈钢时,在功率为5kw,焊接速度为1m/min

18-8不锈钢6mm连续CO2激光焊焊接工艺(6)
格式:pdf
大小:237KB
页数:8P
4.5
18-8不锈钢6mm连续co2激光焊焊接工艺 一、目的 《特种焊接设备使用与维护》是三年制高职焊接技术及自动化专业的一门 专业主干课程。其任务是讲述各种特种焊接方法的过程本质、质量控制、相应焊 接设备的构成、工作原理、焊接参数的合理选择及设备使用与维护的技术知识。 为了巩固所学常用特种焊接方法与设备的知识,熟悉有关资料,掌握焊接参数的 选择和焊接设备的使用与维护,安排了为期一周的课程设计。通过本次焊接工艺 设计,锻炼学生们的分析问题的能力,提高焊接操作技能。 二、材料的选择 1、母材的选择:母材选用尺寸为300mm×100mm×6mm的18-8不锈钢两块 (1)主要特征:该钢属于奥氏体不锈钢,耐腐蚀、焊接性好。材料的化学 成分见表1: 表118-8不锈钢化学成分 元素cmnpssicrni 含量≤0.08≤2.00≤0.045≤0
手机PCB板接地孔原则分析 手机PCB板接地孔原则分析
格式:pdf
大小:189KB
页数:4P
4.7
手机pcblayout打地孔没有统一的指导原则,打地孔大多是根据以往经验,这导致了手机pcb地孔疏密不一,因此尝试总结pcb地孔间距的最大距离值。首先从空腔谐振理论看,pcb可以认为是由大大小小的空腔组成的,因此根据空腔谐振理论可以找到理论的孔间距最大值;其次从器件地回路计算出回路最大电流值,从而可以得出应该打多少个回流地孔;最后从避免emi发生的角度上可计算出合适的孔间距值。根据这3个方面总结出了一个pcb接地孔最大间距的最大限度值:pcb板上最大频率的二十分之一波长。
工具钢CO2激光熔凝和相变硬化的研究现状 工具钢CO2激光熔凝和相变硬化的研究现状
格式:pdf
大小:296KB
页数:未知
4.4
综述了co2激光熔凝和相变硬化的国内外研究现状,就目前该领域中存在的问题及其发展方向提出了自己的看法。
CO2焊接的气孔问题及解决措施
格式:pdf
大小:6KB
页数:2P
4.4
co2焊接的气孔问题及解决措施 co2焊时,熔池表面只有很少量熔渣覆盖,co2气流又有冷却作用,因而熔池凝固较快, 使焊接时产生的气体来不及上逸,故增大了产生气孔的可能性。 co2焊焊缝金属中的气孔通常由下述情况造成: (一)co气孔 co气孔多是由于焊丝的化学成分选择不当造成。当焊丝金属中含脱氧元素不足时,焊接 过程中就会有较多的feo溶于熔池金属中,并与c发生可逆反应,产物为fe和co气体。该 反应在熔池处于结晶温度时进行得比较剧烈,由于此时熔池已开始凝固,co气体不易逸出, 于是在焊缝中形成气孔。 若焊丝中含有足够的脱氧元素si和mn,以及限制焊丝中的含c量,就可以抑制上述反 应,有效地防止气体的产生。所以在co2焊中只要焊丝选择适当,产生co气体的可能性是很 小的。 co气孔常出现在焊缝根部与表面,且多呈针尖状。 (二)氮气孔 氮气的来源:一是由于

O2、CO2汇流排
格式:pdf
大小:5KB
页数:2P
4.5
氧气、二氧化碳汇流排管理制度 一、明确医用气体汇流排及所属管道工作原理及维保规章制度。 1、管道阀门的检修必须在氧气设备停运后氧气发生器与管道连 接处的阀门关严并将管内的余气排净后进行。 2、工作人员要熟练掌握各条管道的输气方向和供气范围。 3、经常对气瓶进行检查阀门与管道连接处不得漏气发现问题应 及时处理和更换。 4、送气时氧气管道阀门应缓慢开关, 5、每日巡检时供气工作人员必须认真监视各压力表计变化,发 生压力过低或供气不足的情况立即更换新的气瓶保证汇流排压力正 常。 6、每日检查汇流排压力报警系统和仪表显示是否正常。 二、必须严格按照有关规范保障医用气站内环境安全 1、汇流排工作人员执行操作时要严格按照安全注意事项杜绝各 种隐患发生 2、供气站工作人员要认真学习防火知识熟练使用各种消防器材 严格遵守安全操作规程站内严禁烟火。 3、氧气站内要保持良好的通风夏季室温保持凉爽室温,超过
船用钢板的高功率CO_2激光焊接 船用钢板的高功率CO_2激光焊接
格式:pdf
大小:1007KB
页数:5P
4.6
激光作为高能束和洁净热源在焊接中得到了越来越广泛的应用。船舶制造中的激光焊接技术也正得到广泛的研究并开始应用。利用15kw级co2激光对国产船用板ccs-b、sus304、a36以及ccs-a进行了对接接头和t形接头的激光焊接研究。在多种板厚条件下获得了良好的激光填丝和激光电弧复合焊接接头。通过宏观和显微金相分析比较ccs-b激光填丝焊和激光电弧复合焊接头焊缝截面形状和组织。通过成分分析,观察了在三种不同高功率激光焊方法(纯激光、激光填丝和激光复合)下焊缝中主要化学成分的含量变化。通过硬度测量、拉伸和弯曲试验测试分析了接头力学性能。
PCB板TEA脉冲CO2激光微孔相关
文辑推荐
知识推荐
百科推荐


职位:给排水专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


