




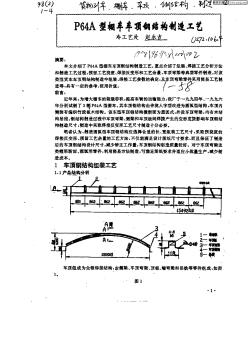
P64A型棚车车顶钢结构制造工艺
本文介绍了p64a型棚车车顶钢结构制造工艺。重点介绍了组装、焊接工艺分析方法和制造工艺过程,预留工艺挠度、焊接反变形和工艺余量,车顶弯梁等典型零件制造。对该类型货车车顶钢结构制造中组装、焊接工艺参数的确定,及车顶弯梁零件采用简易工艺制造等,具有一定的参考、使用价值。
编辑推荐下载
P64A型车辆车顶钢结构制造工艺
格式:pdf
大小:130KB
页数:4P
 4.3
4.3
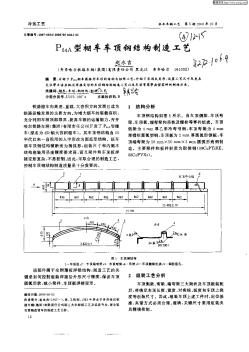
分析了p64a棚车圆弧形车顶的结构与组焊工艺,介绍了采用反变形、设置工艺尺寸及夹具定位等方法来抵消焊接变形的车顶钢结构制造工艺以及车顶弯梁等典型零件的制造方法。
 快运活动侧墙棚车上体钢结构焊接工艺
快运活动侧墙棚车上体钢结构焊接工艺 快运活动侧墙棚车上体钢结构焊接工艺
格式:pdf
大小:453KB
页数:3P
4.7
根据快运活动侧墙棚车上体钢结构的结构特点、主要技术要求,对制造工艺难点进行了分析,制定了合理的试制工艺方案。
P64GK棚车侧墙钢结构组焊工艺热门文档
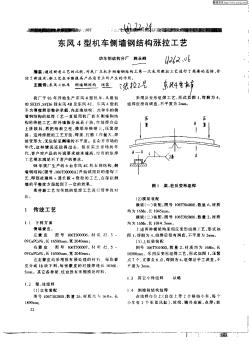
东风4型机车侧墙钢结构涨拉工艺
格式:pdf
大小:101KB
页数:3P
4.6
通过新老工艺的比较,对我厂在机车侧墙钢结构上第一次采用涨拉工艺进行了简要的总结,介绍了新技术、新工艺在不断提高产品质量上所产生的作用。

阿根廷电动车组车体钢结构组焊工艺综述
格式:pdf
大小:577KB
页数:4P
4.8
首先介绍出口阿根廷电动车组碳钢车体编组形式、主要技术参数、主体结构特点、车体大部件结构特点等,结合这些特点对所采取合适的焊接工艺措施进行综述。焊接工艺不仅保证车体钢结构的几何尺寸、焊接及外观质量,并且解决了碳钢车体电动车组车体制造的工艺难题,所出口车体整体实物质量也达到了技术要求。
接管、法兰组焊工艺
格式:pdf
大小:34KB
页数:5P
4.7
接管/法兰组焊工艺 1领料 1.1接管法兰必须有材料确认标记,并经材料质检员验收合格,方可领料。 1.2管材须具有合格质保书,标记齐全。 1.3图样及标准规定进行超探的材料应检验合格。 1.4三类容器用材料须复验合格,母材抽样复验须合格,否则不得领料。 1.5法兰订货前必须考虑设计的特殊备注,如法兰内径b,以保证和sch系 列薄壁、厚壁接管相匹配。 1.6不锈钢管表面下料前应铺设保护膜。 2号料 2.1按图纸规定的伸出长度减去法兰厚度进行接管划线、号料,接管须考虑 马鞍口形状和接管焊接型式(内伸10mm或平齐),并预留3~8mm机加工 余量,按理论最长点尺寸保证。注意图纸中接管外伸高度、内伸高度的 解释。注意设计对标准人孔组合件的特殊备注,如锥段上人孔接管须加 长。 2.2内伸式接管端部采用气割下料时需预留3mm的余量待切割后再用打磨等 方法去除。 3标记
H型钢组焊工法
格式:pdf
大小:626KB
页数:15P
4.7
1 h型钢组焊工法 主编:赵向东 1前言 九五年初,我们首次承接了兰化重点工程乙烯和大化肥的h型钢制 作任务,当时没有成熟的工艺和经验,而且工期紧,任务重,我们初步 拟定了h型钢的制造工艺,经过几年来经验的积累,又对其逐步进行了 修改和完善,从而满足生产经营的需要。 2基本原理 2.1适用范围 该工法适用于工业与民用建筑、构筑物及非标设备钢结构用的焊接h 型钢、轻型焊接h型钢。 2.2原理 根据h型钢的结构特点,采取预先对其翼极增加一个反变形值的方 法,以抵消焊接过程产生的焊接变形,从而得到合格的产品。 3施工工艺程序 3.1材料 制造所用的钢板应符合gb700-88标准,碳钢焊条应符合gb5117- 95标准,碳钢埋弧焊用焊剂应符合gb5293-85标准,焊接用钢丝应符合 gb4241-84标准,其它的技术要求应符合相应标准的规定,其表面质
P64GK棚车侧墙钢结构组焊工艺精华文档
新造客车车体钢结构侧墙平整度提升 新造客车车体钢结构侧墙平整度提升
格式:pdf
大小:1.1MB
页数:3P
4.4
对现有主型碳钢铁路客车侧墙平整度存在的问题及现有控制措施的实施效果进行了分析,在此基础上进行了优化,以达到提升新造客车车体钢结构侧墙平整度的目的。
拱形箱型钢结构埋弧焊工艺研究 拱形箱型钢结构埋弧焊工艺研究
格式:pdf
大小:1.1MB
页数:4P
4.6
为实现大型拱形箱型钢结构的装配焊接,开发了一种工装。采用该工装进行埋弧焊接,并研究焊接工艺及焊接变形情况。结果显示:当焊枪倾斜角θ为7°~10°时,可减小焊缝根部出现未焊透的几率。另外,对箱型结构一侧的两条焊缝沿同一方向同时焊接,焊后翻转,再对另一侧的两条焊缝沿相同方向同时焊接,测量发现,上、下两侧的焊缝在横向同时发生了收缩,收缩量2~4mm,在竖直方向几乎没有变化,两条对角线尺寸相差不超过2mm。在上述工装及工艺下施焊,焊接变形可得到控制,满足工程使用要求。
锅炉钢支架(柱类)组焊工艺作业指导书
格式:pdf
大小:319KB
页数:7P
4.8
1 xxxx环保科技有限公司 (柱类) 现行版本:第一版 受控状态: 分发号: 编制质量管理处审核批准 日期2011.02日期日期 目录 2 1.目的..........................................................................................................3 2.钢炉钢支架概述......................................................................................3 3.锅炉钢支架原材料及辅材的选用.........................................................4 4.锅炉钢支架制作用设备和工具
P64GK棚车侧墙钢结构组焊工艺最新文档
001_钢结构手工电弧焊焊工艺
格式:pdf
大小:22KB
页数:3P
4.7
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具:
HXD1C型电力机车车体侧构组焊工艺 HXD1C型电力机车车体侧构组焊工艺
格式:pdf
大小:558KB
页数:3P
4.7
分析了hxd1c型电力机车车体侧构的焊接结构,根据其结构特点将侧构骨架分块成小骨架进行组焊,设计并制作了小骨架组焊工装。通过采用合理的组装、焊接顺序和焊接工艺规范,可以将侧构小骨架平面度控制在2mm/2m之内,在侧构总组焊之后,将侧构整体平面度控制在3mm/2m之内,在车体组焊调平之后,将侧构平面度控制在2mm/2m内,满足了设计要求和客户需求。

建筑工程钢结构焊接质量审查要点培训PDF(64页)
格式:pdf
大小:2.6MB
页数:64P
4
建筑工程钢结构焊接质量审查要点培训pdf(64页)——一、有关“工程难度”的评分工程难度评分表中序号1—焊接板厚序号5—焊接材质二、有关“项目管理”的评分项目管理体系评分表中序号1特殊作业人员100%持证上岗三、有关“工程质量”的评分工程质量评分表中...
铁路客车侧墙大板工艺与侧墙小板工艺分析 铁路客车侧墙大板工艺与侧墙小板工艺分析
格式:pdf
大小:713KB
页数:4P
4.8
研究分析了铁路客车侧墙大板工艺与侧墙小板工艺的制造工艺流程。通过两种制造工艺的对比分析可知:侧墙小板工艺流程复杂,配套技术装备投入很大,对原材料的技术要求低,应用的适应性强;而侧墙大板工艺流程简单,配套技术装备投入较少,但对原材料的技术要求较高,应用范围受到限制。两种侧墙制造工艺应并存,以形成互补性很强的工艺布局。
电力机车车体侧墙焊接结构及工艺分析 电力机车车体侧墙焊接结构及工艺分析
格式:pdf
大小:926KB
页数:4P
4.6
分析了电力机车车体侧墙的焊接结构,从焊接方法、焊接材料、焊接规范、焊接应力等方面进行试验分析,确定了使大型钢板、梁结构的变形量小的焊接工艺,使得电力机车车体侧墙的焊接质量完全满足了设计要求。
C_(64)型敞车钢结构制造中的几个工艺问题 C_(64)型敞车钢结构制造中的几个工艺问题
格式:pdf
大小:114KB
页数:未知
4.5
我国铁路车辆厂以前大部分生产制造c_(62a)和c_(62b)型敞车,但近年来已陆续转产新的主型车辆c_(62b)型敞车。尽管两种车型的结构变化不大,但制造中还是有不少工艺质量问题需解决。1底架部分底架部分结构较之c_(62)型敞车主要变化在端梁部分和底架附属件,
北京地铁换轨作业车侧梁组焊工艺 北京地铁换轨作业车侧梁组焊工艺
格式:pdf
大小:132KB
页数:未知
4.7
北京地铁换轨作业车侧梁为变截面焊接结构,由箱形梁和槽钢拼接而成,箱形梁直接与独立轮对连接。文中详述了地铁换轨车侧梁的组焊过程,并对焊接工艺进行了分析。
H型钢翼板和腹板组焊工艺 H型钢翼板和腹板组焊工艺
格式:pdf
大小:172KB
页数:3P
4.8
h型钢的成型方法有热轧和焊接组合成型两种生产方式。热轧h型钢规格有一定的标准要求,而焊接组合h型钢规格范围广,可以按照用户要求选择。但由于焊接成型在焊接区存在焊接残余热应力,焊接区的组织不同,存在组织应力,易于产生焊接缺陷。给出了翼板和腹板在放样、号料、切割、拼接、矫正、预变形等方面工艺条件和方法,减少焊接缺陷,保证焊接质量。
激光焊接不锈钢车体侧墙钢结构研发 激光焊接不锈钢车体侧墙钢结构研发
格式:pdf
大小:104KB
页数:未知
4.7
随着激光焊接技术的不断发展,其在轨道列车行业中的应用也越为广泛。近几年,中国北车长春轨道客车股份有限公司正自主研发激光焊接技术在城轨车辆不锈钢车体生产中的应用,本文将主要介绍长客股份现目前激光焊接技术不锈钢车体侧墙钢结构的主要结构。
低地板司机室组焊工艺 低地板司机室组焊工艺
格式:pdf
大小:406KB
页数:未知
4.5
目前,轨道车辆司机室骨架结构主要有无底架开放式和有底架封闭式两种。开放式司机室结构简单,有利于车辆轻量化,但组焊后外轮廓尺寸不易控制,吊运过程中容易变形;封闭式司机室结构复杂,外轮廓尺寸易于保证,吊运过程中不易变形。杭州地铁1号线、苏州地铁1号线、南京地铁10号线与深圳地铁4号线等轨道车辆的司机室结构采用有底架封闭式结构。低地板有轨电车司机室采用有底架封闭式结构,这种结构较复杂,给司机室制造带来一定困难。
P64GK棚车侧墙钢结构组焊工艺相关
文辑推荐
知识推荐
百科推荐


职位:一级消防工程师
擅长专业:土建 安装 装饰 市政 园林


