

P64A型车辆车顶钢结构制造工艺
格式:pdf
大小:130KB
页数:4P
人气 :94
 4.3
4.3
分析了P64A棚车圆弧形车顶的结构与组焊工艺,介绍了采用反变形、设置工艺尺寸及夹具定位等方法来抵消焊接变形的车顶钢结构制造工艺以及车顶弯梁等典型零件的制造方法。



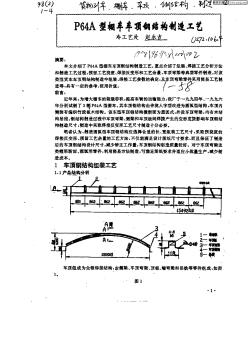
P64A型棚车车顶钢结构制造工艺
本文介绍了p64a型棚车车顶钢结构制造工艺。重点介绍了组装、焊接工艺分析方法和制造工艺过程,预留工艺挠度、焊接反变形和工艺余量,车顶弯梁等典型零件制造。对该类型货车车顶钢结构制造中组装、焊接工艺参数的确定,及车顶弯梁零件采用简易工艺制造等,具有一定的参考、使用价值。

编辑推荐下载
钢结构制造工艺
格式:pdf
大小:10KB
页数:5P
4.3
1、钢结构制造工艺 (1)材料 本工程钢构件所采用的钢材必须具备出厂质量保证书,并经复试 合格。 钢材未进入车间之前,必须由专人负责逐张检验后方可待用。 进入车间施工的材料均应平整、无弯曲、波浪、变形,如存在以 上缺陷的材料必须矫正后方可号料。 (2)放样、号料 在进行放样和制作样板时应认真核对图纸上的每一尺寸,有疑问 时应及时向技术部门提出。 样板上的定位标记应根据需要加放焊接收缩量。 凡主要构件需拼接时应使其主应力方向与钢板轧制方向保持一 致。 号料前的钢材变形矫正,应采用“机械矫正法”,如采用“火焰 矫正法”,必须严格控制加热温度在700摄氏度左右。 号料时必须予先留有割切缝隙的余量。 (3)钢桁梁制作 按图纸实际尺寸放样出零件加工切割的各种样板。钢桁梁所有高 强螺栓连接板,在未装配之前必须逐件验收后方可装配,对装配后的 连接板必须经专职检查人员确认无误后方可焊接。
P64A型车辆车顶钢结构制造工艺热门文档
出口孟加拉动车组车体钢结构制造工艺
格式:pdf
大小:178KB
页数:3P
4.6
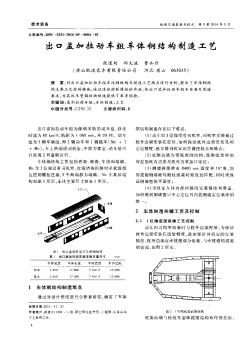
对出口孟加拉动车组车体钢结构及制造工艺难点进行分析,提出了车体钢结构主要工艺控制措施,通过这些控制措施的实施,使出口孟加拉动车组车体满足制造要求,为其他车型钢结构制造提供了参考经验。
 450t落下孔车钢结构制造工艺
450t落下孔车钢结构制造工艺 450t落下孔车钢结构制造工艺
格式:pdf
大小:637KB
页数:3P
4.7
载重450t落下孔车的钢结构采用德国dillimax690t、日本wel-ten780a和国产hg785e高强度钢,侧承梁,导向梁,大、中、小底架均为全钢焊接结构。本文介绍了为保证钢结构的制造质量所采取的工艺方法。
工厂钢结构制造工艺设计
格式:pdf
大小:68KB
页数:17P
4.4
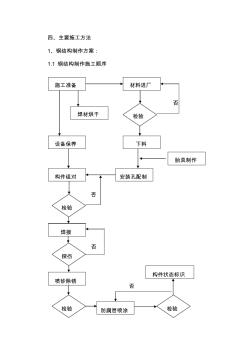
四、主要施工方法 1、钢结构制作方案: 1.1钢结构制作施工顺序 否 否 否 否 施工准备材料进厂 焊材烘干 设备保养 检验 下料 构件状态标识 胎具制作 安装孔配制构件组对 检验 焊接 探伤 喷砂除锈 检验防腐层喷涂检验 1.2材料 1.2.1制作轻钢结构厂房的钢材应符合下列规定: q235b应符合gb700规定 1.2.2所用的材料必须符合图纸设计要求,并需有质量证明书。 1.2.3钢材表面:边缘和断面不应有气孔、结疤、重皮、夹渣、 表面锈蚀;麻点和刻痕的深度不得超过钢板厚度负偏差的一半。 1.2.4材料代用时必须在设计部门审批同意后,方可代用。 1.3制造程序: 1.3.1由于工程量大,工期(制安工期)短。因此,在制造开始 前须做好以下工作: ①中标后按网络图要求,备好原材料。 ②刚柱、斜梁等构件及c型钢檩条、柱间支撑制作好后集总进行 喷砂除锈处理。经验

浅析新型M11敝车车体钢结构制造工艺
格式:pdf
大小:73KB
页数:2P
4.5
本文介绍了新型m11敝车车体主要结构,阐述了车体钢结构制造工艺过程及车体制造工艺问题采取相应的工艺措施。
200t专用平车底架钢结构制造工艺 200t专用平车底架钢结构制造工艺
格式:pdf
大小:142KB
页数:3P
4.5
分析了200t专用平车的底架钢结构及其中、侧梁的结构与组焊工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的制造工艺方法。
P64A型车辆车顶钢结构制造工艺精华文档

C80B型不锈钢运煤专用敞车钢结构制造工艺分析
格式:pdf
大小:94KB
页数:2P
4.8
阐述了c80b型不锈钢运煤专用敞车钢结构的特点及制造工艺,分析了该型车制造工艺过程和工艺实现的重点、难点,并针对制造工艺难点提出相应的解决措施。
 铁道车辆车轴轴端螺栓制造工艺及模具结构改进
铁道车辆车轴轴端螺栓制造工艺及模具结构改进 铁道车辆车轴轴端螺栓制造工艺及模具结构改进
格式:pdf
大小:343KB
页数:2P
4.5
通过对铁道车辆车轴轴端螺栓现有制造工艺的分析,制定了工艺改进方案,同时提出了新的镦挤模具结构。
C80型铝合金运煤敞车底架钢结构制造工艺 C80型铝合金运煤敞车底架钢结构制造工艺
格式:pdf
大小:424KB
页数:3P
4.4
分析了c80型铝合金运煤敞车底架及其中梁的结构与组焊工艺,介绍了通过采用合理的工艺措施及使用必要的工艺装备来保证底架钢结构质量的制造方法。
P64A型车辆车顶钢结构制造工艺最新文档
新型澳大利亚煤漏斗车底架钢结构制造工艺 新型澳大利亚煤漏斗车底架钢结构制造工艺
格式:pdf
大小:649KB
页数:3P
4.4
介绍了新型澳大利亚煤漏斗车底架、牵中梁组成、侧梁与漏斗侧板的结构特点,制订了钢结构的组焊工艺,通过合理的工艺措施及必要的工艺装备保证了底架钢结构的制造质量。

大型变压器钢结构制造工艺措施
格式:pdf
大小:1.6MB
页数:5P
4.4
大型变压器钢结构制造工艺措施 作者:谭志楹 作者单位:正泰集团变压器公司 刊名:电气制造 英文刊名:electricalmanufacturing 年,卷(期):2008,""(3) 被引用次数:0次 本文链接:http://d.wanfangdata.com.cn/periodical_dqzz200803018.aspx 授权使用:东南大学图书馆(wfdndx),授权号:db3746cc-fd65-489c-9842-9e4700c87392 下载时间:2010年12月9日

锅炉钢结构制造工艺的应用分析
格式:pdf
大小:196KB
页数:2P
4.5
在对电站的建设和改造工程中的核心组成部分都是锅炉钢结构的制造。因为锅炉钢结构是锅炉的受力部件,结构受力复杂,杆件和节点形式众多,所以其质量直接影响锅炉整体的使用性能和使用寿命。目前虽然钢结构技术在不断进步,但是在制造和运用过程中,仍然存在很多影响了电站锅炉电力生产的可持续性原则的问题。为了使钢结构性能正常发挥,提高锅炉的使用寿命。本文简单阐述了锅炉钢结构制造工艺的技术应用问题。
C_(64)型敞车钢结构制造中的几个工艺问题 C_(64)型敞车钢结构制造中的几个工艺问题
格式:pdf
大小:114KB
页数:未知
4.5
我国铁路车辆厂以前大部分生产制造c_(62a)和c_(62b)型敞车,但近年来已陆续转产新的主型车辆c_(62b)型敞车。尽管两种车型的结构变化不大,但制造中还是有不少工艺质量问题需解决。1底架部分底架部分结构较之c_(62)型敞车主要变化在端梁部分和底架附属件,
轨道车辆车体钢结构专用架台车构思与设计 轨道车辆车体钢结构专用架台车构思与设计
格式:pdf
大小:1.4MB
页数:2P
4.6
本文介绍了轨道车辆车体钢结构专用架台车的设计过程,总结以往架台车出现的问题并分析原因,策划了车体钢结构架台车设计方案。新设计的架台车运行平稳性,使用安全可靠、效果显著。
浅谈160t起重机配套吊臂平车整车钢结构制造工艺
格式:pdf
大小:703KB
页数:3P
4.8
介绍了160t起重机配套吊臂平车的主要结构及制造难点,并制定了一系列工艺措施,为产品制造及运营提供了可靠的工艺保证。
P64A型车辆车顶钢结构制造工艺相关
文辑推荐
知识推荐
百科推荐


职位:房建工程材料员
擅长专业:土建 安装 装饰 市政 园林


