

基于NUM数控系统改造数控滚刀磨床的程序编制
格式:pdf
大小:127KB
页数:2P
人气 :95
 4.5
4.5
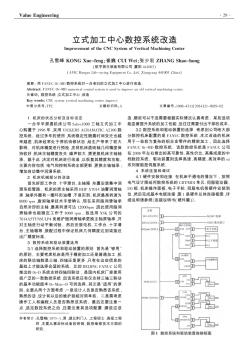
在当今齿轮生产中,滚刀刃磨具有很大的重要性,因为滚刀是齿轮加工中应用最广泛的刀具,这种高精度刀具的精度在刃磨时不允许受到影响,以便滚刀在它的整个使用期都能保证所生产出来的齿轮具有同样的质量等级。我们改造实例中的数控滚刀磨SNC30为德国克林贝格厂生产的六轴滚刀刃磨机床,其中各轴的定义如图1所示,图中X为砂轮架滑座驱动机构,A



 用商品化的数控系统改造普通机床
用商品化的数控系统改造普通机床 用商品化的数控系统改造普通机床
在分析了普通机床数控化改造的优点和适用范围的基础上,阐述了运用商品化的数控系统进行数控化改造的优势和用性价比指标选择数控系统的方法,同时提出了机械结构设计的原则。
编辑推荐下载

加工中心数控系统改造及维护保养
格式:pdf
大小:1.5MB
页数:2P
4.5
分析加工中心数控系统技术状态,提出改造方案以及改造中的注意事项。日常保养维护数控系统,是企业提高生产效率及经济效益的有效手段。
PLC在数控系统改造中的应用 PLC在数控系统改造中的应用
格式:pdf
大小:119KB
页数:2P
4.5
可编程控制器(plc)的功能及参数的设置,是依据所应用的数控系统的规格、性能、适用机床的类型来确定的,当数控系统更换或改造时,相应的就必须重新设置plc的用户外部开关量,更改其用户参数及源程序等;在xk713数控系统的改造中,通过对plc的用户参数及用户程序选项的重新设置,使其能配合好新系统完成机床的各项功能。
NUM数控系统改造数控滚刀磨床的程序编制热门文档
DE10电火花成型机床数控系统改造
格式:pdf
大小:297KB
页数:4P
4.6
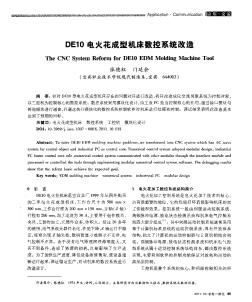
针对de10型电火花成型机床存在的问题对其进行改造,将其改造成以交流伺服系统为控制对象,以工控机为控制核心的数控系统。数控系统采用模块化设计,由工业pc担当控制核心的作用,通过接口模块与其他模块进行通信,并通过执行模块化的数控系统控制软件对机床进行处理和控制。调试结果表明此改造基本达到了预期的目标。
基于西门子802D数控系统的螺纹磨床改造 基于西门子802D数控系统的螺纹磨床改造
格式:pdf
大小:368KB
页数:2P
4.7
介绍了某螺纹磨床数控改造的总体方案,对控制系统及附件改造进行了详细描述。经数控改造后的螺纹磨床,其传动链的误差可由控制系统自动补偿,并可对工件磨削过程中产生的热伸长实现分段补偿;磨削的滚珠丝杆达到p4级(gb/t17587-1998)精度标准要求,很好地满足了日常生产加工需要。
星形套滚道加工数控磨床改造
格式:pdf
大小:165KB
页数:2P
4.7
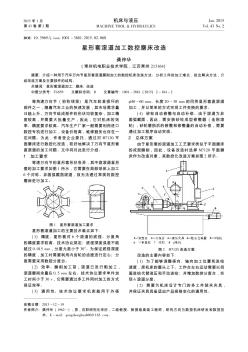
介绍一种用于汽车万向节星形套滚道磨削加工的数控机床改造方法。分析工件的加工难点,给出解决方法,介绍改造方案及主要部件的结构。
数控花键铣床中滚刀自动窜刀的电气设计 数控花键铣床中滚刀自动窜刀的电气设计
格式:pdf
大小:1.3MB
页数:2P
4.6
在数控花键铣床中,使用的刀具是滚刀,滚刀有很多排齿,切削花键时只使用一排齿,当一排齿切削寿命到后需窜刀使用另一排齿,本文介绍自动窜刀的电气设计过程。

直齿花键磨床数控电气系统改造及工艺
格式:pdf
大小:1.6MB
页数:4P
4.3
采用西门子840c数控系统与611d伺服驱动系统及1ft6交流伺服电动机,实现了数控直齿花键磨床的技术改造。介绍了机床整体技术改造方案、工艺设计、性能参数和结构特点。通过设计、安装、调试,使该机床无论在高精度、高控制功能及高可靠性等各项指标均达到了较高的设计要求,满足了直齿型花键轴、花键拉刀等工件加工工艺的技术要求。
NUM数控系统改造数控滚刀磨床的程序编制精华文档
美国HAAS机床国产化数控系统的改造
格式:pdf
大小:810KB
页数:4P
4.4
美国haas公司的vf-7数控铣床原配置haas数控系统,改造为沈阳高精gj401国产数控系统。文中介绍了电气系统改造方案、沈阳高精gjs系列伺服器的调整和伺服参数的优化方法。
基于华中系统的特殊角度螺纹的数控车床程序编制 基于华中系统的特殊角度螺纹的数控车床程序编制
格式:pdf
大小:109KB
页数:未知
4.8
文章介绍了数控车床宏程序的应用情况,阐述了b类宏程序的编制思路并介绍了采用宏程序解决工程问题的实例,其中包括:b类宏程序的编程代码、格式、方法以及技巧,以达到在非圆曲线的实际加工中简化编程与减少机床准备时间的目的,从而降低产品制造的生产成本,提高加工效率。
数控车零件工艺设计及程序编制
格式:pdf
大小:1.3MB
页数:33P
4.5
题目:数控车零件工艺设计及程序编制 姓名:李胜胜 学院:工学院 专业:机电一体化 班级:09机电一体化 学号: 指导教师:徐秀英职称:讲师 20年月日 成人教育学院制 -i- 摘要:本次设计主要是对数控加工工艺进行分析与具体零件图的加工,首先对数控加工 技术进行了简单的介绍,然后根据零件图进行数控加工分析。第一,根据本零件材料的 加工工序、切削用量以及其他相关因素选用刀具及刀柄和零件的轮廓特点确定需要7把 刀具分别为外圆粗车刀、外圆精车刀、外切槽刀、外螺纹刀、内镗孔刀、内切槽刀。第 二,针对零件图图形进行编制程序,此零件为轴类零件,外轮廓由直线、圆弧和螺纹组 成,零件的里面要镗出一个锥孔,在加工过程中,工件需要调头钻孔再镗孔,第三,早 钻孔对刀时要先回参考点,要以孔中心作为对刀点,刀具的位置要以此来找正,使刀位 点与换刀点重合。
数控系统概述
格式:pdf
大小:133KB
页数:20P
4.7
1 题目:数控系统概述 目录 摘要..................................................3 一、引言..............................................4 二、数控系统的发展历史...............................4 2.1数控系统的概念.................................4 2.2数控系统的发展现状.............................5 三、国内的主要数控系统................................6 3.1华中数控系统...................................6 3.2广州数控系统...................

NUM数控系统改造数控滚刀磨床的程序编制最新文档
FANUC-0iTB数控系统数控机床工作状态开关PLC控制程序设计 FANUC-0iTB数控系统数控机床工作状态开关PLC控制程序设计
格式:pdf
大小:1.5MB
页数:3P
4.5
fanuc-0itb数控系统数控中是内置的plc,它与机床之间的信息传递是通过cnc的输入/输出接口电路来实现的,通过程序数据的传输实现机床工作状态开关的功能,在此基础上完成plc控制程序设计的设计过程。
机床数控系统的发展趋势..
格式:pdf
大小:60KB
页数:9P
4.7
机床数控系统的发展趋势 摘要 本文主要探讨了机床数控系统开放化、软数控、智能化、网络化、高可靠性、 复合化、多轴联动化、极端化、绿色化、多媒体技术应用等方向的发展趋势,并 提出了我国机床数控系统发展中存在的一些问题。 关键词:机床;数控系统;开放化;趋势;问题 abstract thisarticlemainlyprobesintotheopen,softcncmachinetoolncsystem, intelligent,networked,highreliability,pointsout,multi-axislinkage,extreme, greening,thedirectionoftheapplicationofmultimediatechnologydevelopmenttrend, andputsfo

普通内圆磨床的数控改造
格式:pdf
大小:213KB
页数:3P
4.7
在机械行业中,现阶段已经大量应用了各类数控机床,极大地降低了工人的劳动强度。由于自动化程度较高,使一人双机至多机操作成为可能,极大地提高了生产效率。但相当多的机械制造企业,还有为数不少早期购入的通用设备。该类设备的特点是通用性好,适应各类产品的一般加工,但普遍
万能工具磨床的数控改造研究
格式:pdf
大小:228KB
页数:3P
4.5
随着我国工业生产水平的不断提升,工业产品开始朝着小、精、专的方向发展,对万能工具磨床的施工精度提出了更高的要求。文章主要就万能工具磨床的数控改造工作进行了研究分析。
西门子840D数控系统在10m螺纹磨床上的应用 西门子840D数控系统在10m螺纹磨床上的应用
格式:pdf
大小:117KB
页数:2P
4.7
近年来国内大规格滚珠丝杆需求正在迅速增长,10m丝杆的需求更为突出。10m丝杆主要用于大型数控龙门铣、落地镗床、机场登机通道等大型设备。2009年作为国家科技重大专项,我公司承担了"大型精密、高效数控螺纹加工设备"研发工作,sk7450×100的10m数控丝杠磨床是国内目前最大的螺纹磨床,可整体磨削10m丝杠。由于工

西门子数控系统在机床改造中的运用分析
格式:pdf
大小:1.3MB
页数:2P
4.4
西门子数控系统是新型的数控系统,具有数字控制程序、可编程控制系统以及智能化控制系统等多种综合性系统。西门子数控系统在现代机床改造中的应用,使机床应用的灵活性增加、工作效率提升和机械运行结构的紧密性增强,是我国现代机械制造技术创新优化的重要体现。
嵌入式内圆磨床数控系统人机界面设计与实现 嵌入式内圆磨床数控系统人机界面设计与实现
格式:pdf
大小:477KB
页数:3P
4.3
针对内圆磨床的加工工艺,提出了一种基于工业级触摸屏作为人机交互装置的数控系统构成方案。文章对人机界面作了整体分析,并在此基础上对各个模块的开发设计作了详细介绍。整个界面友好交互方便、控制灵活,符合内圆磨床的功能需求。
普通外圆磨床经济型数控改造方法介绍 普通外圆磨床经济型数控改造方法介绍
格式:pdf
大小:480KB
页数:2P
4.6
随着我国机械行业的不断发展进步,用户对数控外圆磨床的需求量也在不断地增加。配置进口数控系统的数控外圆磨床功能齐全、精度高、可靠性好,但价格昂贵。面对此种情况,不少用户选择在旧机床上进行数控改造。旧机改造有几大优点:
机床电气控制系统 数控平面磨床的加工程序要求
格式:pdf
大小:1.2MB
页数:3P
4.5
2011-06-16发布2011-12-01实施1范围本标准规定了数控平面磨床应基本具备的加工程序,同时规定了加工程序及程序名确定的要求。本标准适用于包括数控卧轴矩台平面磨床、数控卧轴圆台平面磨床、数控立轴矩台平面磨床、数控立轴圆台平面磨床、数控龙门平面磨床在内的数控平面磨床。
NUM数控系统改造数控滚刀磨床的程序编制相关
文辑推荐
知识推荐
百科推荐

职位:水利工程规划工程师
擅长专业:土建 安装 装饰 市政 园林


