

NACHI钻头参数
格式:pdf
大小:31KB
页数:2P
人气 :84
 4.6
4.6
产品名称 产品代号 规格 适宜加工 高速钢直柄麻花钻头 LIST 500 0.2mm—17.5mm 普通结构轧钢、碳素钢、合 金钢、铸铁、铝合金、铜合 金 高速钢直柄麻花长钻头 LIST 550 1.0mm—10.0mm 普通结构轧钢、碳素钢、合 金钢、铸铁、铝合金、铜合 金。 含钴直柄钻头 L6520 0.5mm—13.0mm 普通结构轧钢、碳素钢、合 金钢、调质钢、不锈钢、铸 铁、铝合金、铜合金 钛涂层钻头 LIST 520P 0.8mm—13.0mm 普通结构轧钢、碳素钢、合 金钢、调质钢、不锈钢、钛 合金、耐热合金、铸铁、铝 合金、铜合金。 粉未冶金长钻头 LIST 7570P 2.0mm—20.0mm 普通结构轧钢、碳素钢、合 金钢、调质钢、不锈钢 (SUS420)、钛合金、耐热 合金、铝合金、铜合金。 粉未冶金钻头 LIST 7572P 1.0mm—20.0mm 普通结



空心钻头参数介绍
空心钻头的介绍 以下是空心钻头的技术参数的介绍 以下是空心钻头安装方式的介绍 以下是空心钻头组成的介绍 以下是空心钻头使用什么机器的介绍 销售热线:15800500418 超硬质合金孔钻mcmax型 产品说明 可对50mm厚的钢板进行高精度,高速度穿孔也可打交叉重叠孔 刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是优 尼卡独特技术的结晶 可加工铸铁板、钢板(hb200以下)、不锈钢板。 适合电动机:磁座钻/钻床/车床/铣床 有效长:50mm(mcmax50)/35mm(mcmax35) 3枚组合刃 3枚组合刃由若干个外刃、中刃、内刃组成。每个刀刃在切削过程中,只负担1/3左右 的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于 各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象。 孔钻穿孔的效率

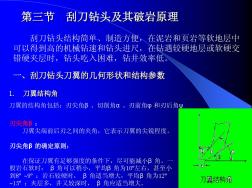
钻头切削参数表
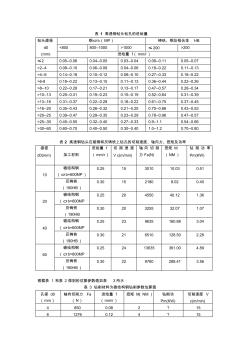
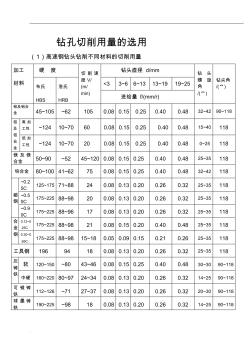
钻孔切削用量的选 加工 材料 硬度 切削速度v/ (m/ min) 钻头直径d/mm 钻头螺旋 角 /(°) 钻尖角 /(°) 布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合金 45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁合金50~90~5245~1200.080.150.250.400.4825~35118 锌合金 80~10041~62750.080.1
编辑推荐下载
高速钢钻头钻削参数
格式:pdf
大小:32KB
页数:2P
4.7
表1高速钢钻头钻孔的进给量 钻头直径 d0 (mm) 钢σb(mp)铸铁、钢及铝合金hb 1000≤200>200 进给量f(mm/r) ≤20.05--0.060.04--0.050.03--0.040.09--0.110.05--0.07 >2--40.08--0.100.06--0.080.04--0.060.18--0.220.11--0.13 >4--60.14--0.180.10--0.120.08--0.100.27--0.330.18--0.22 >6-80.18--0.220.13--0.150.11--0.130.36--0.440.22--0.26 >8--100.22--0.280.17--0.210.13--0.170.47--0.570.28--0.
NACHI钻头参数热门文档

钻头选型
格式:pdf
大小:16KB
页数:4P
4.4
一、pdc钻头命名: 1、m1963钻头各字母和数字的意思? m:胎体pdc钻头(ms:刚体pdc钻头) 19:切削齿尺寸,¢19mm(13--¢13mm,08--¢8mm) 6:刀翼数 3:冠部形状,变化范围1~9,1---冠部抛物线最长;9---冠部抛物线最短 2、fs2663的含义? fs:刚体(fm:胎体) 2:2000系列 6:6刀翼(5:5刀翼) 6:复合片尺寸,6/8″--19mm(2:8mm;4:13mm,8:25.4mm) 3:布齿密度和位置。 3.g535的含义? g:金系列 5:复合片尺寸:19mm(4:1/2″--13mm) 3:冠部形状:1---9:尖---平 5:布齿密度。 二、pdc钻头选择原则 1、钻头冠部形状确定原则 不同冠形pdc钻头的攻击性依次为:长抛物线型>中等抛物线型>短抛物线型;按照岩石硬
空心钻头取芯钻头开孔器磁座钻钻头
格式:pdf
大小:14KB
页数:2P
4.7
空心钻头又名取芯钻头、开孔器、空心刀具、扩孔钻头、扩孔钻头、 磁座钻钻头、磁力钻钻头、磁性钻钻头等,空心钻头的工作原理:刀 头采用两组或多组3刃组合,3枚组合刃由若干个外刃、中刃、内刃 组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个 刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于各 刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现 象,空心钻头钻头分类:高速钢钻头,硬质合金钻头t.c.t,钨钢钻头; 有效的削切深度:25mm、35mm、50mm、100mm、120mm、150mm、 180mm、300mm;钻孔直径规格:12mm至160mm;钻头主要材质 有高速钢类;粉末冶金类;硬质合金类。适合电动机:磁力钻/磁座 钻/钻床/车床/铣床,种类、规格齐全,适用于各种品牌的进口磁座 钻磁力钻,如:适合钻机:通用柄(一个平面
钻头知识
格式:pdf
大小:10KB
页数:2P
4.6
孔加工刀具一般可分为两大类:一类是从实体材料上加工出孔的刀具,常用的有麻花钻、中心钻和深 孔钻等;另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀等。例如,下图示标 准高速钢麻花钻的结构。工作部分(刀体)的前端为切削部分,承担主要的切削工作,后端为导向部分, 起引导钻头的作用,也是切削部分的后备部分。 孔加工刀具按其用途可分为两大类: 一类是钻头,它主要用于在实心材料上钻孔(有时也用于扩孔)。根据钻头构造及用途不同,又可分为麻花 钻、扁钻、中心钻及深孔钻等; 另一类是对已有孔进行再加工的刀具,如扩孔钻、铰刀及镗刀等。 (一)麻花钻 麻花钻是一种形状复杂的孔加工刀具,它的应用较为广泛。常用来钻精度较低和表面较粗糙的孔。用高速 钢钻头加工的孔精度可达it11~it13,表面粗糙度可达6.3~25;用硬质合金钻头加工时则分别可达it10~ it11和3.2~12.
筒式钻头-取芯钻头
格式:pdf
大小:11KB
页数:1P
4.4
本网站中的螺旋钻头图片只为网上应用图片,实际钻头图片是根据地层提供。 声明:本公司所有产品均为原创产品,模仿者虽为貌似,但使用效果却大打折扣。 正基提供的特殊地层钻头。购买钻头,请认准“正基公司”。 正基公司是长螺旋钻机、弹簧振动锤、三环减速机及挖掘机升级旋挖钻机 改造、螺旋钻头、螺旋钻杆以及卵石、岩石、胶结岩、风化岩、建筑垃圾、 冻土等特殊地质的螺旋钻具和相关钻机配件等产品专业研制的公司。 长螺旋钻头产品规格:∮400mm,∮500mm,∮600,∮700,∮800,∮900, ∮1000。 适合于长螺旋端承桩施工(端承桩,一般将桩植入到比较稳固的地层, 深度为桩经的2倍左右做为持力层。以满足建筑物承载力的需要)。 例:大块的卵石、漂石、胶结岩、石灰岩、弱风化、中风化等岩石地层, 采用传统方法难以钻进。 而筒式钻头钻进时,装在底部周边的牙齿将周边岩石切断。同时岩石不断 的随
NACHI钻头参数精华文档

胎体钻头与钢体钻头的区别
格式:pdf
大小:9KB
页数:1P
4.5
钢体钻头和胎体钻头的区别主要是在: 1、制造方式不同:钢体钻头是由合金钢使头多轴的车床加工钻头的冠部形装,然后与接头对焊 而成。现在也有一体式钢体钻头了 胎体钻头是由各种胎体粉和金属钢架在模具内经过1000-15000度的高温烧结 而成。而后再与接头对焊 2、使用侧重点不同:钢体钻头适用于,不含砾抗压强度底易钻的地层快速钻进,他的流道较宽 也有处于岩屑的及时运移 胎体钻头主要是用的含砾和抗压强度高的难钻地层。它本身的强度较钢体钻头高。 钢体上部车有螺纹连接钻具,下部与胎体烧结在一起。刚体有一体式的,也有由两部分构成的, 即上部为合金钢车有螺纹,下部为低碳钢连接胎体。钢体上下两部分以螺纹连接在一起然后焊死。 胎体是镶嵌金刚石颗粒的基体,是由一定粒度的硬质合金粉加上适当的易熔金属作粘合剂,压制 烧结面而成。胎体形状即工作剖面,主要是指工作面的几何形状和工作面积的大小,是根

钻头选型 (2)
格式:pdf
大小:16KB
页数:4P
4.5
一、pdc钻头命名: 1、m1963钻头各字母和数字的意思? m:胎体pdc钻头(ms:刚体pdc钻头) 19:切削齿尺寸,¢19mm(13--¢13mm,08--¢8mm) 6:刀翼数 3:冠部形状,变化范围1~9,1---冠部抛物线最长;9---冠部抛物线最短 2、fs2663的含义? fs:刚体(fm:胎体) 2:2000系列 6:6刀翼(5:5刀翼) 6:复合片尺寸,6/8″--19mm(2:8mm;4:13mm,8:25.4mm) 3:布齿密度和位置。 3.g535的含义? g:金系列 5:复合片尺寸:19mm(4:1/2″--13mm) 3:冠部形状:1---9:尖---平 5:布齿密度。 二、pdc钻头选择原则 1、钻头冠部形状确定原则 不同冠形pdc钻头的攻击性依次为:长抛物线型>中等抛物线型>短抛物线型;按照岩石硬

NACHI钻头参数最新文档

常用钻头、铰刀转速参数
格式:pdf
大小:19KB
页数:1P
4.7
常用鑽頭/鉸刀轉速參數 直徑(mm)鑽頭轉速(轉/分)鉸刀轉速(轉/分)直徑(mm)鑽頭轉速(轉/分)鉸刀轉速(轉/分) φ1―φ23000―1800200―180φ8―φ9500―400100 φ2―φ31800―1400180―170φ9―φ10400―350100 φ3―φ41400―1000170―150φ10―φ11350―300100 φ4―φ51000―800150―120φ11―φ12300―280100 φ5―φ6800―700120―100φ12―φ13280―250100 φ6―φ7700―600100φ14220100 φ7―φ8600―500100φ15200100 中心鑽參數: 直徑(mm)轉速(轉/分)鑽孔深度進給量(mm/min) φ1.512001mm20
钻头切削参数表(2)
格式:pdf
大小:66KB
页数:3P
4.8
. . 钻孔切削用量的选用 (1)高速钢钻头钻削不同材料的切削用量 加工 材料 硬度 切削速 度v/ (m/ min) 钻头直径d/mm 钻头 螺旋 角 /(°) 钻尖角 /(°)布氏 hbs 洛氏 hrb <33~66~1313~1919~25 进给量f/(mm/r) 铝及铝合 金45~105~621050.080.150.250.400.4832~4290~118 铝 及 铝 合 金 高加 工性~12410~70600.080.150.250.400.4815~40118 低加 工性~12410~70200.080.150.250.400.480~25118 镁及镁 合金50~90~5245~1200.080.150.250.400.4825~35
 潜孔钻头结构参数与井底流场关系研究
潜孔钻头结构参数与井底流场关系研究 潜孔钻头结构参数与井底流场关系研究
格式:pdf
大小:942KB
页数:6P
4.7
在勘探钻井过程中,qf-ⅱ型潜孔钻头井底流场分布不合理,存在排屑能力差,对井壁冲蚀破坏严重等缺点,制约了该潜孔钻头在现场的应用。为此,以qf-ⅱ型潜孔钻头为原型,充分考虑了钻头排屑槽和切削齿对井底流场的影响,建立了与实际相接近的潜孔钻头井底流场物理模型。在计算流体力学软件fluent中将cad模型转换为相应的cfd井底流场模型,运用k-ε两方程模型,对钻头喷嘴不同位置、不同直径、不同倾角时的井底流场进行了数值模拟研究。这些结构参数直接影响井底流场分布及流体的排屑能力,在研究中把这些参数作为钻头结构优化设计的重点,找到了钻头喷嘴不同结构参数条件下对井底流场的影响机理,为合理进行潜孔钻头的结构设计及水力设计提供了依据和校验方法。
钻头合理选用
格式:pdf
大小:12KB
页数:2P
4.5
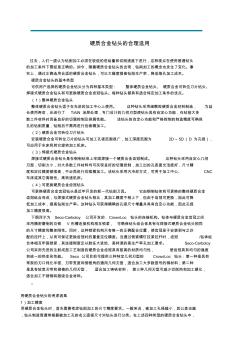
硬质合金钻头的合理选用 过去,人们一直认为钻削加工必须在较低的进给量和切削速度下进行,这种观点在使用普通钻头 的加工条件下曾经是正确的。如今,随着硬质合金钻头的出现,钻削加工的概念也发生了变化。事 实上,通过正确选用合适的硬质合金钻头,可以大幅度提高钻削生产率,降低每孔加工成本。 硬质合金钻头的基本类型 可供用户选择的硬质合金钻头分为四种基本类型:整体硬质合金钻头、硬质合金可转位刀片钻头、 焊接式硬质合金钻头和可更换硬质合金齿冠钻头。每种钻头都具有适合特定加工条件的优点。 (1)整体硬质合金钻头 整体硬质合金钻头适于在先进的加工中心上使用。这种钻头采用细颗粒硬质合金材料制造,为延 长使用寿命,还进行了tialn涂层处理,专门设计的几何刃型使钻头具有自定心功能,在钻削大多 数工件材料时具备良好的切屑控制及排屑性能。该钻头的自定心功能和严格控制的制造精度可确保 孔的钻削质量,钻削

钻头粗细标准
格式:pdf
大小:19KB
页数:1P
4.5
钻头规格及长度 钻头外径钻头长度钻头外径钻头长度 φ20mm350mmφ102mm350mm/420mm φ22mm350mmφ108mm350mm/420mm φ24mm350mmφ110mm350mm/420mm φ26mm350mm/420mmφ114mm350mm/420mm φ28mm350mm/420mmφ120mm350mm/420mm φ30mm350mm/420mmφ127mm350mm/420mm φ32mm350mm/420mmφ132mm350mm/420mm φ38mm350mm/420mmφ150mm350mm/420mm φ40mm350mm/420mmφ159mm350mm/420mm φ44mm350mm/420mmφ166mm350mm/420mm φ50mm350m
钻杆钻具钻头
格式:pdf
大小:20KB
页数:3P
4.6
钻杆钻具钻头 河北鼎峰机械制造厂多年来一直从事螺旋钻机及螺旋钻具的生 产和销售。 我厂生产的螺旋钻具主要有: 一、螺旋钻头产品简介: 1,土层螺旋钻头所用切削具为铲形耐磨合金斗齿加截齿, 主要用于地下水位以上的土层、砂土层、含少量粘土的密实砂层 以及粒径不大的砂石层中无循环钻进。结构为直螺旋,有弹头单 螺、双头单螺、双头双螺三种。单螺钻头由于清渣容易,回转阻 力小,适合钻进卵砂石层及胶结性好的粘土层,双螺钻头携土能 力强,导正性能好,适合钻进松散地层及软硬互层地层。钻头口 径为ф400-2000mm。 2,岩石螺旋钻头岩石螺旋钻头所用切削具为尖部镶焊有钨 钴硬质合金的美国进口截齿。主要用于风华基岩、胶结较好的卵 砂石地层及各种图纸的永冻土层中无循环钻进,结构可为直螺和 锥螺,根据地层和钻头甩土性能分别有各种螺距(升角)的单头 单螺、双头单螺、双头双螺钻头。钻头口径
通用钻头改制的铝镁合金钻头 通用钻头改制的铝镁合金钻头
格式:pdf
大小:280KB
页数:2P
4.3
通用钻头经过刃磨改进几何角度后,钻削铝镁合金零件,增加了切削性能,保证产品质量,并提高生产效率,以下是钻头的几何角度,以供参考。一、前角:外圆处为8°±3°,越近中心逐渐减小,接近中心处为-13°+3°,如果不把前角磨小当钻头占透时,发生零件往上跳动造成孔椭圆,甚至报废,把不住零件造成机床事
能替代钻头/铰刀的硬质合金深孔钻头 能替代钻头/铰刀的硬质合金深孔钻头
格式:pdf
大小:206KB
页数:1P
4.7
采用经优化设计的整体硬质合金钻头可完全替换高速钢钻头/铰刀复合刀具,一次装加工出高精度深孔。随着硬质合金刀具材料技术的不断发展,新近由美国guhring公司开发出一种由先进的晶粒组织结构极其致密的亚微米硬质合金材料制成、只在一个直径上分布三个切削刃的整体式硬质合金钻头。能一次加工出的高精度、低表面粗糙度的深孔。此种整体式硬质合金钻头耐磨性高、耐红热性好,并具有耐热冲击韧性好等特点。
NACHI钻头参数相关
文辑推荐
知识推荐
百科推荐


职位:超高层建筑监理工程师,总监,总代
擅长专业:土建 安装 装饰 市政 园林


