

MSHS立焊焊条倾角对接头组织及性能的影响
格式:pdf
大小:2.2MB
页数:4P
人气 :94
 4.4
4.4
手工自蔓延焊接(MSHS)技术因在野战应急抢修方面的独特优越性而受到广泛关注。应用经过配方优化后的燃烧型焊条对Q235钢进行立焊焊接时,其焊接工艺对焊接接头的微观组织和力学性能有较大的影响。本文针对燃烧型焊条的焊接特点,通过金相分析及力学性能试验,研究了焊条倾角对其焊接接头的显微组织和力学性能的影响。结果表明,随着焊条倾角的变化,焊条的熔敷效率、母材的熔深及接头的抗拉强度等均出现相应的变化,同时接头焊缝微观组织形态也随焊条倾角的改变而出现形貌上的相应变化。



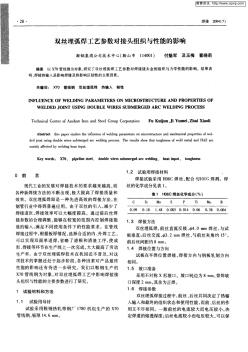
双丝埋弧焊工艺参数对接头组织与性能的影响
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
 钎焊工艺参数对铜/钢钎焊接头组织及性能的影响
钎焊工艺参数对铜/钢钎焊接头组织及性能的影响 钎焊工艺参数对铜/钢钎焊接头组织及性能的影响
在钎焊时间120~1500s、钎焊温度1093~1223k的条件下,采用ag-cu共晶钎料对铜和1cr18ni9ti进行钎焊,利用扫描电镜及能谱仪对其接头的界面组织进行了研究。结果表明,接头界面结构为cu/cu(s.s)/ag(s.s)+cu(s.s)/1cr18ni9ti。以抗剪强度评价其接头的力学性能,发现当钎焊温度为1173k、保温时间为300s时,接头抗剪强度最高,为214mpa。
编辑推荐下载
电极压力对TRIP800点焊焊接接头组织性能的影响 电极压力对TRIP800点焊焊接接头组织性能的影响
格式:pdf
大小:436KB
页数:3P
4.5
对冷轧高强度trip800mpa、厚度为1.8mm的钢板进行在不同电极压力条件下的点焊实验,并通过金相观察、硬度测试和拉伸实验对焊接接头的组织和性能进行了分析。分析结果表明当电极压力过小或过大时都导致点焊接头强度较低,而最佳点焊工艺参数:焊接电流为8000a,焊接时间为20cyc,电极压力为400kgf。

焊接接头组织
格式:pdf
大小:25KB
页数:5P
4.5
焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
MSHS立焊焊条倾角对接头组织及性能的影响热门文档
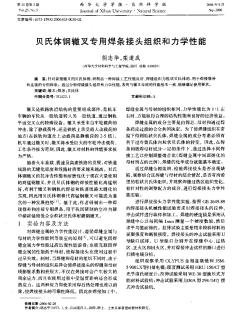
贝氏体钢辙叉专用焊条接头组织和力学性能
格式:pdf
大小:181KB
页数:3P
3
贝氏体钢辙叉专用焊条接头组织和力学性能——针对新型辙叉用贝氏体钢,研制出一种焊接工艺性能良好、焊缝组织为粒状贝氏体的、用于焊接修补和连接的专用焊条。通过分析焊接接头组织和力学性能,表明与辙叉母材的性能基本一致,能够满足使用要求。
钎焊温度对镍基合金真空钎焊接头组织及硬度的影响 钎焊温度对镍基合金真空钎焊接头组织及硬度的影响
格式:pdf
大小:580KB
页数:4P
4.5
用镍基钎料真空钎焊镍基合金时钎焊温度对钎料中si、b等元素的扩散有重要作用,因此采用3种钎焊温度对其进行真空钎焊,研究了1080、1110和1140℃钎焊温度下钎缝的微观组织、元素分布及显微硬度等。结果表明,随着钎焊温度的升高,钎料中元素向母材扩散越充分,钎焊温度为1140℃时,钎缝组织基本为固溶体。
镁合金活性TIG焊与TIG焊的接头组织与性能分析 镁合金活性TIG焊与TIG焊的接头组织与性能分析
格式:pdf
大小:692KB
页数:4P
4.3
采用tig焊和活性tig焊(a-tig)方法对10mm厚的az31镁合金进行焊接。使用光学显微镜、扫描电镜等分析两种焊接方法焊接的接头外观形貌、显微组织等。试验结果表明:两种方法都能获得成形美观的焊缝,但采用活性剂可以获得更好的熔透效果;这两种方法获得的接头晶粒尺寸为焊缝区最大、母材区最小,并且打底焊与封面焊的组织形貌不完全相同;当采用tig焊时,析出相主要在晶界上,而采用a-tig焊时,在晶界与晶粒上都存在析出相;两种方法得到的焊接接头硬度都是焊缝区硬度最高,热影响区最低;两种方法得到的焊接接头强度基本一致,断裂部位在焊缝处。

高温时效对P92钢焊接接头组织性能的影响
格式:pdf
大小:1.3MB
页数:10P
4.3
高温时效对p92钢焊接接头组织性能的影响 刘福广 1 ,李太江 1 , 梁军 2 ,姚兵印 1 ,王彩侠 1 (1. 西安热工研究院,陕西省 西安市 710032;2. 神华国华(北京)电力研究院,北京市 丰台区 100069) effectofthermalagingonmicrostructureandmechanicalpropertiesofp92steel weldingjoints liufu-guang 1 ,litai-jiang 1 ,liangjun 2 ,yaobing-yin 1 ,wangcai-xia 1 (1.xi’anthermalpowerresearchinstitutecoltd,xi’an710032,shaanxiprovince,china 2.shenhu
大型铝型材焊丝、焊接工艺及焊接接头组织与性能 大型铝型材焊丝、焊接工艺及焊接接头组织与性能
格式:pdf
大小:455KB
页数:未知
4.5
概述了车辆用大型铝合金型材配用焊丝、焊接工艺,并以车辆用7005铝型材焊接接头为例详细说明了这类型材焊接接头的组织与性能。
MSHS立焊焊条倾角对接头组织及性能的影响精华文档
活性剂对不锈钢TIG焊焊接接头组织的影响 活性剂对不锈钢TIG焊焊接接头组织的影响
格式:pdf
大小:286KB
页数:4P
4.4
针对316l奥氏体不锈钢,研究了单一成分活性剂及sio2与tio2混合活性剂对熔深及焊缝微观组织的影响。结果表明:涂敷sio2与tio2混合活性剂的焊缝熔深是未涂敷活性剂的2倍以上。活性剂sio2的涂敷不仅能使熔深有明显增加,而且可以打乱奥氏体柱状晶生长的方向性,对焊缝组织有明显的改善作用。sio2对焊缝组织的细化作用,与si对凝固模式的影响有着直接关系,si的存在能提高w(cr)eq/w(ni)eq值,促使fa凝固模式的发展,有利于δ相的形成,阻碍奥氏体枝晶的生长。
 不锈钢同种焊接接头组织及性能
不锈钢同种焊接接头组织及性能 不锈钢同种焊接接头组织及性能
格式:pdf
大小:2.9MB
页数:3P
4.7
采用填加或不填加1cr18ni9ti焊丝,对1cr18ni9ti奥氏体不锈钢和1cr13马氏体不锈钢进行直流钨极氩弧焊试验。采用金相显微镜、万能拉伸试验机和显微硬度仪、扫描电子显微镜等分析测试手段研究了焊接接头各区域的显微组织、接头的力学性能、断口形貌特征等。并通过对两种材料所形成的同种组织焊接接头组织和性能的对比,确定了不锈钢板的焊接工艺。
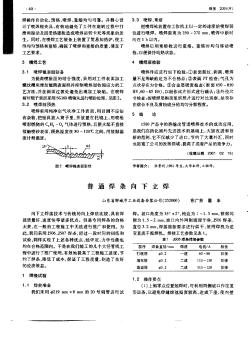
焊条电弧焊立对接焊的操作技能 焊条电弧焊立对接焊的操作技能
格式:pdf
大小:74KB
页数:未知
4.6
焊条电弧焊是焊工技能训练的基础,而立对接焊又是焊条电弧焊各焊接位置中较难操作的一种,本文从如何掌握立对接焊操作技能进行了研究。给出了工艺参数调整、焊接姿势可行方案。
MSHS立焊焊条倾角对接头组织及性能的影响最新文档
铸铁同质焊材TIG焊接头组织与性能 铸铁同质焊材TIG焊接头组织与性能
格式:pdf
大小:871KB
页数:3P
4.4
以微合金化铸铁同质气焊丝为焊接材料,采用钨极氩弧焊对ht200铸铁件进行了焊接研究,分析了焊接区的组织和性能。结果表明,在室温焊接条件下,tig焊缝组织由点球状和不规则碎块状石墨、少量鱼骨状的莱氏体及珠光体基体组成,熔合区组织由细小的点球状石墨、莱氏体和细密的柱晶基体组成。焊补区硬度值普遍高于铸件本体,可高出铸件本体δhb100之多。基于焊接过程中保护气体ar对焊接区金属的激冷作用,tig焊只可用于铸件非加工表面的焊补,而不宜用于有加工性能要求表面的修复。
水冷对超细晶粒钢电阻点焊接头组织性能的影响 水冷对超细晶粒钢电阻点焊接头组织性能的影响
格式:pdf
大小:1.0MB
页数:3P
4.5
本文采用电阻点焊对400mpa级超细晶粒钢进行了焊接,并对不同冷却条件下的点焊接头显微组织和力学性能进行了分析。研究结果表明:空冷条件下点焊接头热影响区晶粒发生长大现象,焊接过程中喷水冷却可减少晶粒尺寸,但淬硬组织比例增加,降低了接头拉剪强度。空冷和水冷条件下点焊接头热影响区均未出现软化现象。
冷却条件对超级钢钨极氩弧焊焊接接头组织性能的影响
格式:pdf
大小:937KB
页数:3P
3
冷却条件对超级钢钨极氩弧焊焊接接头组织性能的影响——采用钨极氩弧焊焊接方法对400mpa级超级钢进行焊接,并对焊后空冷和水冷两种却条件下的焊接接头进行了组织性能分析。研究结果表明:水冷条件下,其接头的综合力学性能要优于空条件,可以应用与实际生产。
手工自蔓延立焊焊条研制过程中的问题探讨 手工自蔓延立焊焊条研制过程中的问题探讨
格式:pdf
大小:162KB
页数:5P
4.5
介绍了铁基燃烧型焊条的特点及其研究现状,针对将普通铁基燃烧型自蔓延焊条应用于立焊时焊接效果不佳的事实,在普通铁基燃烧型焊条的基础上,借鉴其他焊接技术的立焊工艺原理(包括短渣、造气、活化焊、小热量短弧焊接等),研制可应用于立焊应急焊接的燃烧型焊条,以达到利用该焊条施行简便、快捷、单兵通用的立焊抢修目的。通过大量实验认为,基于自蔓延焊条在焊接原理上的特殊性,导致在将传统的立焊工艺原理移植应用于该类型焊条时达不到预期的效果,着重从原理角度阐述了出现上述现象的原因,并指出了进一步研究攻关的方向。
搅拌摩擦焊工艺参数对纯铜接头组织和力学性能的影响 搅拌摩擦焊工艺参数对纯铜接头组织和力学性能的影响
格式:pdf
大小:745KB
页数:6P
4.6
研究了搅拌摩擦焊工艺参数对3mm的纯铜板材焊接接头组织和力学性能的影响.结果表明,在搅拌头旋转频率固定为800r/min,焊接速度在60~300mm/min范围内均得到了外表面美观、内部无缺陷的接头.焊接接头由两边向中间依次由母材区、热影响区、热力影响区和搅拌区组成.搅拌区组织由于动态再结晶作用使得该部分区域得到了明显的细化,硬度曲线呈近似"u"形,搅拌区硬度低于母材.搅拌区晶粒尺寸随着焊接速度的增大不断减小.在焊接速度为100mm/min时,接头综合力学性能达到最佳,抗拉强度达到282.5mpa,断后伸长率达到21.7%,分别为母材的93.8%和79.2%.拉伸断口sem图像显示焊接速度为300mm/min条件下得到的接头为脆性断裂,而其它参数下得到的接头断裂形式和母材类似,断口处存在韧窝和撕裂棱,为韧性断裂.
 热处理对T91钢管TIG焊接头组织与性能的影响
热处理对T91钢管TIG焊接头组织与性能的影响 热处理对T91钢管TIG焊接头组织与性能的影响
格式:pdf
大小:273KB
页数:3P
4.4
对t91钢tig接头的热处理要求很严格,采用不同的热处理工艺对t91钢管的tig焊接头进行热处理,分析了不同热处理工艺下tig焊接头在力学性能和显微组织上的差异。结果表明:碳化物的扩散决定了t91钢管tig接头力学性能和显微组织。温度对晶粒的大小和马氏体中碳化物扩散的影响远大于保温时间。
CuAl_2相对铜铝钎焊接头组织与性能的影响 CuAl_2相对铜铝钎焊接头组织与性能的影响
格式:pdf
大小:1.4MB
页数:6P
4.5
采用zn-al钎料和自制kalf4-csalf4钎剂配合火焰钎焊方法对紫铜和纯铝进行钎焊,研究了钎料中铝含量变化对钎料铺展性能、钎料组织及钎焊接头力学性能的影响.结果表明,钎料中铝含量质量分数为15%时,钎焊接头力学性能最佳.采用光学显微镜和场发射扫描电子显微镜进一步观察分析钎料组织、铜铝钎焊接头区域显微组织和铜侧界面层化合物的分布形态,并采用eds进行成分分析.当钎料中铝含量较低时,铜铝钎焊接头区域主要由锌基固溶体构成,随着铝含量的升高,钎缝内部出现硬脆的cual2相,当铝含量质量分数达到22%时,cual2相尺寸变得粗大且分布不均匀,钎焊接头强度降低.
镁合金缝焊焊接接头组织及断口分析 镁合金缝焊焊接接头组织及断口分析
格式:pdf
大小:1.0MB
页数:3P
4.6
采用德国进口3gnp400st交流缝焊机对镁合金az31b进行焊接试验,分析了不同焊接电流下熔核区和热影响区微观组织变化情况,得出镁合金缝焊焊接接头组织变化的一般规律及性能变化情况;观察和分析了母材和焊接接头的断口形貌。
焊接热循环对焊接接头性能的影响 焊接热循环对焊接接头性能的影响
格式:pdf
大小:135KB
页数:3P
4.8
本文采用加热的方式模拟焊接过程中焊接接头的受热过程,对接头进行拉伸、弯曲和冲击试验,得到不同的热循环对焊接接头性能的影响规律,以便在实际生产中优化焊接工艺,减小焊接热循环对焊接接头的影响,提高接头使用性能。
MSHS立焊焊条倾角对接头组织及性能的影响相关
文辑推荐
知识推荐
百科推荐


职位:民航机场工程
擅长专业:土建 安装 装饰 市政 园林


