

M3304用于1、2级和3级设备的奥氏体不锈钢钢管
格式:pdf
大小:54KB
页数:13P
人气 :72
 4.5
4.5
M3304 用于 1、2级和 3级设备的奥氏体不锈钢 钢管 用于 1、2级和 3级设备的奥氏体不锈钢钢管(热交换器管除外) 0 适用范畴 本规范适用于壁厚在 1.0到 50.0之间的奥氏体不锈钢无缝管 ,这些 管用于辅助管路或其它用途的管路。 1 熔炼 必须采纳电炉或其它相当的熔炼工艺熔炼。 2 化学成分要求 2.1 规定值 熔炼分析和成品分析所确定的化学成分必须符合 I 规定的要求。 2.2 化学分析 钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表 签证。 成品检验在每批的一根钢管上进行这种分析。一样情形下,仅检验 C、 Cr和 Ni 的含量,如果化学成分要求中对 Mo、N 的含量作出规定,也应对 它们进行检验。必须按 MC1000 的要求进行这些分析。 按照 B2400、C2400和 D2400的规定,有关 CO含量的要求应在设备 技术规格书或其它合同文件中规定。 2.3



M3307用于1、2、3级设备的奥氏体不锈钢钢板
m3307产品采购技术规范 用于1、2、3级设备的奥氏体不锈钢钢板 0适用范围 本规范适用于厚度小于120mm,未被特殊采购技术规范包括的可焊奥氏体不锈钢钢板。 必须根据附于本规范中表ⅱ的规定选择钢种。 1熔炼 必须采用电炉或其它相当的熔炼工艺熔炼。 2化学成分要求 2.1规定值 熔炼分析和成品分析所确定的化学成分必须符合i规定的要求。 有关co含量的要求,应按b2400、c2400和d2400的规定在设备规格书或其它有关合 同文件中注明。 2.2化学分析 钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。 钢板成品分析通常在订货单中规定。对1、2级设备用钢板应进行成品分析。必须检验 c、cr和ni的含量,如果化学成分要求中对mo、co、n、ti和nb的含量作出规定,也 应对它们进行检验。必须按mc1000的要求进行这

M3304用于1、2级和3级设备的奥氏体不锈钢钢管(热交换器管除外) (2)
m3304产品采购技术规范 用于1、2级和3级设备的奥氏体不锈钢钢管(热交换器管除外) 0适用范围 本规范适用于壁厚在1.0到50.0之间的奥氏体不锈钢无缝管,这些管用于辅助管路或其 它用途的管路。 1熔炼 必须采用电炉或其它相当的熔炼工艺熔炼。 2化学成分要求 2.1规定值 熔炼分析和成品分析所确定的化学成分必须符合i规定的要求。 2.2化学分析 钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。 成品检验在每批的一根钢管上进行这种分析。一般情况下,仅检验c、cr和ni的含量, 如果化学成分要求中对mo、n的含量作出规定,也应对它们进行检验。必须按mc1000的要 求进行这些分析。 按照b2400、c2400和d2400的规定,有关co含量的要求应在设备技术规格书或其它合 同文件中规定。 2.3晶间腐蚀试验 晶间腐蚀
编辑推荐下载

M3304用于1、2级和3级设备的奥氏体不锈钢钢管(热交换器管除外)
格式:pdf
大小:65KB
页数:8P
4.7
m3304产品采购技术规范 用于1、2级和3级设备的奥氏体不锈钢钢管(热交换器管除外) 0适用范围 本规范适用于壁厚在1.0到50.0之间的奥氏体不锈钢无缝管,这些管用于辅助管路或其 它用途的管路。 1熔炼 必须采用电炉或其它相当的熔炼工艺熔炼。 2化学成分要求 2.1规定值 熔炼分析和成品分析所确定的化学成分必须符合i规定的要求。 2.2化学分析 钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。 成品检验在每批的一根钢管上进行这种分析。一般情况下,仅检验c、cr和ni的含量, 如果化学成分要求中对mo、n的含量作出规定,也应对它们进行检验。必须按mc1000的 要求进行这些分析。 按照b2400、c2400和d2400的规定,有关co含量的要求应在设备技术规格书或其它 合同文件中规定。 2.3晶间腐蚀试

M3304_用于1、2级和3级设备的奥氏体不锈钢钢管(热交换器管除外)
格式:pdf
大小:65KB
页数:8P
4.8
m3304产品采购技术规范 用于1、2级和3级设备的奥氏体不锈钢钢管(热交换器管除外) 0适用范围 本规范适用于壁厚在1.0到50.0之间的奥氏体不锈钢无缝管,这些管用于辅助管路或其 它用途的管路。 1熔炼 必须采用电炉或其它相当的熔炼工艺熔炼。 2化学成分要求 2.1规定值 熔炼分析和成品分析所确定的化学成分必须符合i规定的要求。 2.2化学分析 钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。 成品检验在每批的一根钢管上进行这种分析。一般情况下,仅检验c、cr和ni的含量, 如果化学成分要求中对mo、n的含量作出规定,也应对它们进行检验。必须按mc1000的 要求进行这些分析。 按照b2400、c2400和d2400的规定,有关co含量的要求应在设备技术规格书或其它 合同文件中规定。 2.3晶间腐蚀试
M3304用于1、2级和3级设备奥氏体不锈钢钢管热门文档

M3312用于1、2、3级设备的奥氏体不锈钢冲压件
格式:pdf
大小:13KB
页数:4P
4.3
m3312产品采购技术规范 用于1、2、3级设备的奥氏体不锈钢冲压件 0适用范围 本规范适用于未被设备技术采购规范包括的厚度不大于120mm的可焊奥氏体不锈钢压 制件。 1基体材料 必须按“m3307奥氏体不锈钢钢板”的采购技术规范采购制作冲压件的钢板,然而该 钢板可在不经热处理的状态下交货。在这种情况下,按4.2的规定,在从试块截取的试样上 检测力学性能,并单独进行性能热处理。 2化学成分和物理—化学要求 2.1制造 2.1制造程序 对于1、2级设备的冲压件,制造商在开始制造前须制订包括以下主要内容的制造程序: ——冲压件在钢板上的位置,特别是钢锭轴线方向和终轧方向必须在冲压件上和试料上 作出标记(见4.2)。 ——成形工艺评定; ——验收、试料在冲压件上的位置; ——试样在试料上的位置图。 应按时间先后依次列出热处理、取样和无损检验的各个操作。 成
 尿素级超低碳奥氏体不锈钢钢管的研制及应用
尿素级超低碳奥氏体不锈钢钢管的研制及应用 尿素级超低碳奥氏体不锈钢钢管的研制及应用
格式:pdf
大小:443KB
页数:6P
4.4
从材料冶炼方法、化学成分控制、热挤压制度、热处理制度、酸洗工艺、休氏试验等方面对尿素级超低碳奥氏体不锈钢钢管进行研究,在总结该类产品的技术要求、特点的基础上,进行试制。试制结果表明:所研制的尿素级25.22.2不锈钢钢管,其实物质量和性能与国外进口材料相当,可应用于大型尿素装置的换热管和工艺管道,为实现尿素用钢的国产化创造了条件。
太钢成功开发904L超级奥氏体不锈钢钢管并完成首批供货 太钢成功开发904L超级奥氏体不锈钢钢管并完成首批供货
格式:pdf
大小:76KB
页数:1P
4.5
太钢通过近4个月的技术研究和攻关,成功开发出904l材质钢管,于近日完成首批供货,产品质量均符合技术要求。
M3316S1、S2级奥氏体不锈钢钢板、钢带和钢条
格式:pdf
大小:5KB
页数:2P
4.3
m3316产品采购技术规范 s1、s2级奥氏体不锈钢钢板、钢带和钢条 0使用范围 这些产品必须满足标准nfen10082—2的要求,同时必须符合以上标准各 章节如下的增补和补充要求。 1标准的增补 §7分类 只适用于奥氏体不锈钢。 §8.2交货条件 制造范围将不包括表6.1u和1c(对于热轧钢板)和2c(对于冷轧钢板) 规定的要求。 §9.2认可试验和检验文件 除非在设备技术规格书或其它有关的文件中另有规定,否则只需要有符合订 货单要求的证书(依据nfen10204文件2.1规定)。 2补充要求 2.1外观检查——表面缺陷 钢板必须进行目检,其表面必须光滑平整,不得有折叠、中间浪、斑点、气 泡、夹砂和异物夹杂。 供应商在满足以下条件时,可以采用磨削方法清除表面缺陷: ——磨削区产品厚度应保持在图纸或订货单规定的最小公差范围内。 ——磨削后的凹面与周围
M3306用于1、2、3级设备的奥氏体不锈钢锻件或轧件棒材和半成品件 (3)
格式:pdf
大小:669KB
页数:8P
4.6
m3306产品采购技术规范 用于1、2、3级设备的奥氏体不锈钢锻件或轧件棒材和半成品件 0适用范围 本规范适用于未被特殊采购技术规范包括的所有可焊奥氏体不锈钢锻件或轧件棒材和 半成品件。 1熔炼 必须采用电炉或其它相当的熔炼工艺熔炼。 对于特殊的、薄的承压零件,设备技术规格书或其它相关合同文件可以规定冶炼是否 采用真空或电渣重熔工艺。 2化学成分要求 2.1规定值 熔炼分析和成品分析所确定的化学成分必须符合附表i规定的要求。 有关co含量的要求,应按b2400、c2400和d2400的规定在设备规格书或其它有关合 同文件中注明。 2.2化学分析 钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。 成品分析通常在订货单中规定。对i级设备材料,必须进行这种分析。一般情况下,仅 检验c、cr和ni的含量,如果化学成分要求中对mo、co
M3304用于1、2级和3级设备奥氏体不锈钢钢管精华文档
不锈钢钢管介绍 (2)
格式:pdf
大小:41KB
页数:4P
4.4
不锈钢钢管介绍 时间:2012-11-0216:42来源:合金钢管网作者:网络信息部点击:187次 不锈钢钢管(stainlesssteel)是一种中空的长条圆筒状钢材,他的适用范围用作输送流 体的管道,主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机 械结构部件等。不锈钢钢管选用材质为耐酸和耐热的牌号的钢坯,经过加热、穿孔、定径、 热轧、切削而成。 不锈钢钢管分类 不锈钢钢管的分类:不锈钢无缝钢管和不锈钢焊接钢管(有缝钢管)基本的两大类。按钢 管的外径形状又可分为圆管和异形管,广泛应用的是圆形钢管,但也有一些方形、矩形、半 圆形、六角形、等边三角形、八角形等异形钢管。 对于承受流体压力的钢管都要进行液压试验和射线探伤来检验其耐压能力和质量,在规 定的压力下不发生泄漏、浸湿或膨胀为合格,有些钢管还要根据标准或需方要求进行卷边
不锈钢钢管规格 (2)
格式:pdf
大小:29KB
页数:3P
4.7
锈钢管公称尺寸标外径*管壁厚度 不锈钢管规格表大全 规格: ф6x1ф34x2-8ф70x3-10ф152x3-20 ф8x1-2ф36x2-8ф73x3-10ф159x3-25 ф10x1-2ф38x2-8ф76x2-16ф168x3-30 ф12x1-3ф40x2-8ф80x2-16ф180x3-30 ф14x1-4ф42x2-8ф83x2-16ф219x4-35 ф16x1-4ф45x2-8ф89x2-16ф245x5-35 ф18x1-4ф48x2-8ф95x2.5-16ф273x5-40 ф20x1-5ф50x2-8ф102x2.5-18ф325x5-40 ф22x1-5ф51x2-8ф108x2.

W-22不锈钢钢管-中国船级社
格式:pdf
大小:144KB
页数:14P
4.5
指南编号/guidelineno.w-22(201510) w-22不锈钢钢管 生效日期/issueddate:2015年10月20日 ?中国船级社chinaclassificationsociety 前言 本指南是ccs规范的组成部分,规定船舶入级产品,授权法定产品检验适 用技术要求,检验和试验要求。 本指南由ccs编写和更新,通过网页http://www.***.***发布,使用相关 方对于本社指南如有意见可反馈至ps@ccs.org.cn 历史发布版本及发布时间 w-22(201510)不锈钢钢管 3/14 目录 1适用范围..........................................................................................................
M3306用于1、2、3级设备的奥氏体不锈钢锻件或轧件棒材和半成品件 (2)
格式:pdf
大小:668KB
页数:8P
4.6
m3306产品采购技术规范 用于1、2、3级设备的奥氏体不锈钢锻件或轧件棒材和半成品件 0适用范围 本规范适用于未被特殊采购技术规范包括的所有可焊奥氏体不锈钢锻件或轧件棒材和 半成品件。 1熔炼 必须采用电炉或其它相当的熔炼工艺熔炼。 对于特殊的、薄的承压零件,设备技术规格书或其它相关合同文件可以规定冶炼是否 采用真空或电渣重熔工艺。 2化学成分要求 2.1规定值 熔炼分析和成品分析所确定的化学成分必须符合附表i规定的要求。 有关co含量的要求,应按b2400、c2400和d2400的规定在设备规格书或其它有关合 同文件中注明。 2.2化学分析 钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。 成品分析通常在订货单中规定。对i级设备材料,必须进行这种分析。一般情况下,仅 检验c、cr和ni的含量,如果化学成分要求中对mo、co
M3304用于1、2级和3级设备奥氏体不锈钢钢管最新文档
不锈钢钢管焊接经验 (3)
格式:pdf
大小:383KB
页数:7P
4.4
不锈钢钢管焊接经验 不锈钢钢管焊接机要求美观,还要密封,下面是一些经验: 1、工艺流程 施工准备→材料进场、检验→下料→放线、支吊架制作安装→焊 接→焊缝抛光及酸洗钝化处理→焊缝检查→管道灌水试压、冲洗 2、操作要点 2.1施工准备 (1)编制施工方案和施工进度计划,建立质量工作标准。 (2)操作人员以管工、氩弧焊工为主,其它工种配合,并且氩 弧焊工应具有相关部门颁发的合格证。 (3)施工用料按材料计划备齐,送到现场,并保证按计划供应。 (4)对现场操作人员进行书面技术交底、现场技术、安全交底。 2.2焊接材料准备 (1)管材与管件的选用,应根据使用环境介质因素、化学成分 及其使用压力,而选用相应等级的产品,以确保焊缝金属组织和机械 性能。 (2)氩气应符合国家标准《氩气》gb4842的规定,应选用纯度 为%的氩气,若杂质含量过多,会削弱氩气的保护效果,直接影响焊
M3306用于1、2、3级设备的奥氏体不锈钢锻件或轧件棒材和半成品件
格式:pdf
大小:668KB
页数:8P
4.7
m3306产品采购技术规范 用于1、2、3级设备的奥氏体不锈钢锻件或轧件棒材和半成品件 0适用范围 本规范适用于未被特殊采购技术规范包括的所有可焊奥氏体不锈钢锻件或轧件棒材和 半成品件。 1熔炼 必须采用电炉或其它相当的熔炼工艺熔炼。 对于特殊的、薄的承压零件,设备技术规格书或其它相关合同文件可以规定冶炼是否 采用真空或电渣重熔工艺。 2化学成分要求 2.1规定值 熔炼分析和成品分析所确定的化学成分必须符合附表i规定的要求。 有关co含量的要求,应按b2400、c2400和d2400的规定在设备规格书或其它有关合 同文件中注明。 2.2化学分析 钢厂须提供熔炼分析化学成分单,该单由厂长或厂长正式委派的代表签证。 成品分析通常在订货单中规定。对i级设备材料,必须进行这种分析。一般情况下,仅 检验c、cr和ni的含量,如果化学成分要求中对mo、co
大力发展超临界锅炉用国产奥氏体不锈钢钢管 大力发展超临界锅炉用国产奥氏体不锈钢钢管
格式:pdf
大小:309KB
页数:4P
4.3
介绍了近年来用于超临界火电机组锅炉的一些新型奥氏体不锈钢管的性能与发展状况,并对新型奥氏体不锈钢管的国产化问题提出了一些建议
不锈钢钢管焊接要点及注意事项-不锈钢钢管钢管
格式:pdf
大小:9KB
页数:1P
4.7
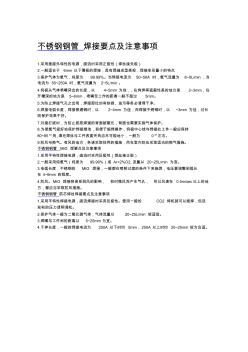
不锈钢钢管焊接要点及注意事项 1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2.一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50a时,氩气流量为8~0l/min,当 电流为50~250a时,氩气流量为2~5l/min。 4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在 开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。 5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长 则保护效果不好。 7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8.为使氩气很好地保护焊接熔池,和便于施焊操作,

不锈钢钢管制作工艺
格式:pdf
大小:303KB
页数:5P
4.4
1、圆管制作工艺; 不锈钢管制作厂商的原材料是从鞍钢,首钢,武钢等大型钢 厂进不锈钢带,买回来后根据圆管方管或矩形管的周长来裁剪 出相应宽的的不锈钢,再将钢带加工成圆管方管。 首先将不锈钢带用轧辊旋转压制使两端翘曲为下一步工序做 准备。 使轧辊旋转压制在上一步的基础上的板,使钢板两端紧贴模 具内腔卷成一定的圆形。 在上一步基础上继续卷曲使不锈钢带卷曲成更接近成形圆钢管 的形状,使其接口距离缩短。 最后一道工序,将板滚压成圆管并向前送料,用氩弧焊枪对准板 两端接合处焊接,使之成为圆管。 方管制作工艺; 用四个带有一定圆弧的轧辊把制作好的圆管压成类似方管 的管。 再用平端的轧辊把上一步制作的管彻底压制成方管。 矩形管的制作方法也是在圆管基础上的,其工艺同方管类似。 焊缝说明:方管压制完成时候焊缝在离直角的地方大约10mm的 地方,矩形管的焊缝在较窄的一面上离直角大约10mm的地方。
不锈钢钢管规格
格式:pdf
大小:6KB
页数:2P
4.4
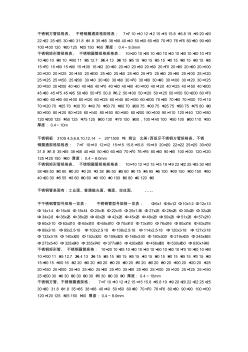
不锈钢方管规格表、不锈钢扁通规格规格表:7×710×1012×1215×1515.8×15.819×1920×20 22×2225×2530×3031.8×31.835×3538×3840×4050×5060×6070×7076×7680×8090×90 100×100120×120125×125150×150厚度:0.4~8.0mm 不锈钢矩形管规格表、不锈钢扁管规格规格表:10×2010×2510×3010×4010×5010×6010×70 10×8010×9010×10011×3512.7×25.413×2515×2515×3015×3515×4015×5015×6015×65 15×7015×8015×9015×10016×3220×3
不锈钢钢管开裂原因分析 不锈钢钢管开裂原因分析
格式:pdf
大小:298KB
页数:3P
4.3
不锈钢钢管在加工成型过程中发生开裂。采用金相及电子探针等方法对不锈钢钢管的开裂原因进行了分析。结果表明,硫和锰元素含量超标,大量非金属硫化物夹杂物的存在造成不锈钢钢管的开裂。
不锈钢钢管煨制裂纹分析 不锈钢钢管煨制裂纹分析
格式:pdf
大小:284KB
页数:未知
4.3
弯管是炼化设备产品中主要零件之一。我厂对大型不锈钢管煨制,一是采用管坯装砂,煤气加热使用大型胎具煨制;二是采用氧乙炔局部加热无芯弯管设备弯制,前者效率低,成本高,后者质量难以控制,弯制中常出现裂纹、甚至拉断现象。为解决这个问题,我们对φ159×10,r450弯管的煨制进行了试验和分析。
不锈钢钢管介绍
格式:pdf
大小:41KB
页数:4P
4.4
不锈钢钢管介绍 时间:2012-11-0216:42来源:合金钢管网作者:网络信息部点击:187次 不锈钢钢管(stainlesssteel)是一种中空的长条圆筒状钢材,他的适用范围用作输送流 体的管道,主要广泛用于石油、化工、医疗、食品、轻工、机械仪表等工业输送管道以及机 械结构部件等。不锈钢钢管选用材质为耐酸和耐热的牌号的钢坯,经过加热、穿孔、定径、 热轧、切削而成。 不锈钢钢管分类 不锈钢钢管的分类:不锈钢无缝钢管和不锈钢焊接钢管(有缝钢管)基本的两大类。按钢 管的外径形状又可分为圆管和异形管,广泛应用的是圆形钢管,但也有一些方形、矩形、半 圆形、六角形、等边三角形、八角形等异形钢管。 对于承受流体压力的钢管都要进行液压试验和射线探伤来检验其耐压能力和质量,在规 定的压力下不发生泄漏、浸湿或膨胀为合格,有些钢管还要根据标准或需方要求进行卷边
M3304用于1、2级和3级设备奥氏体不锈钢钢管相关
文辑推荐
知识推荐
百科推荐


职位:暖通工程师
擅长专业:土建 安装 装饰 市政 园林


