

LOWE镀膜钢化玻璃生产工艺
格式:pdf
大小:64KB
页数:6P
人气 :73
 4.6
4.6
LOW -E镀膜钢化玻璃生产工艺 [转贴 2007-10-04 22:23:22 ] 发表者 : peony2008 ? ? 低辐射玻璃以其特有的热反射特性, 具有较高的节能保温的效果, 越来越受建材、 冰柜等的 平板玻璃消费领域的欢迎。 平板玻璃消费在注重环保节能的同时, 也关注使用材料的强度以 及安全性。在线低辐射( LOW -E)镀膜玻璃热反射的良好性能以及良好的可热加工性能, 深受客户欢迎。 在线 LOW -E 镀膜玻璃的热反射特性, 生产高品质的 LOW -E 镀膜钢化玻 璃,需要特殊的生产工艺。 1 钢化玻璃的基本过程与设备 1.1 玻璃钢化的基本原理与特点 玻璃钢化的过程是将平板玻璃制品加热到玻璃 600 ℃左右,这时制品仍能保持原来的形状, 但玻璃中粒子已有一定的迁移能力, 进行结构调整, 足以使内部存在的应力很快消除, 然后 快速冷却。 快速冷却时, 玻璃中央内部还未硬



LOWE镀膜钢化玻璃生产工艺 (2)
low-e镀膜钢化玻璃生产工艺[转贴2007-10-0422:23:22]发表者:peony2008?? 低辐射玻璃以其特有的热反射特性,具有较高的节能保温的效果,越来越受建材、冰柜等 的平板玻璃消费领域的欢迎。平板玻璃消费在注重环保节能的同时,也关注使用材料的强 度以及安全性。在线低辐射(low-e)镀膜玻璃热反射的良好性能以及良好的可热加工性 能,深受客户欢迎。在线low-e镀膜玻璃的热反射特性,生产高品质的low-e镀膜钢化 玻璃,需要特殊的生产工艺。 1钢化玻璃的基本过程与设备 1.1玻璃钢化的基本原理与特点 玻璃钢化的过程是将平板玻璃制品加热到玻璃600℃左右,这时制品仍能保持原来的形状, 但玻璃中粒子已有一定的迁移能力,进行结构调整,足以使内部存在的应力很快消除,然 后快速冷却。快速冷却时,玻璃中央内部还未硬化之前表面层已经收缩凝固,这样在继

编辑推荐下载

LOW-E镀膜钢化玻璃生产工艺
格式:pdf
大小:65KB
页数:6P
4.5
low-e镀膜钢化玻璃生产工艺[转贴2007-10-0422:23:22]发表者:peony2008 低辐射玻璃以其特有的热反射特性,具有较高的节能保温的效果,越来越受建材、冰柜等的 平板玻璃消费领域的欢迎。平板玻璃消费在注重环保节能的同时,也关注使用材料的强度以 及安全性。在线低辐射(low-e)镀膜玻璃热反射的良好性能以及良好的可热加工性能, 深受客户欢迎。在线low-e镀膜玻璃的热反射特性,生产高品质的low-e镀膜钢化玻 璃,需要特殊的生产工艺。 1钢化玻璃的基本过程与设备 1.1玻璃钢化的基本原理与特点 玻璃钢化的过程是将平板玻璃制品加热到玻璃600℃左右,这时制品仍能保持原来的形状, 但玻璃中粒子已有一定的迁移能力,进行结构调整,足以使内部存在的应力很快消除,然后 快速冷却。快速冷却时,玻璃中央内部还未硬化之前
LOWE镀膜钢化玻璃生产工艺(20200924174925)
格式:pdf
大小:56KB
页数:7P
4.4
low-e镀膜钢化玻璃生产工艺[转贴2007-10-0422:23:22]发表者:peony2008?? 低辐射玻璃以其特有的热反射特性,具有较高的节能保温的效果,越来越受建材、 冰柜等的平板玻璃消费领域的欢迎。平板玻璃消费在注重环保节能的同时,也关 注使用材料的强度以及安全性。在线低辐射(low-e)镀膜玻璃热反射的良好 性能以及良好的可热加工性能,深受客户欢迎。在线low-e镀膜玻璃的热反射 特性,生产高品质的low-e镀膜钢化玻璃,需要特殊的生产工艺。 1钢化玻璃的基本过程与设备 1.1玻璃钢化的基本原理与特点 玻璃钢化的过程是将平板玻璃制品加热到玻璃600℃左右,这时制品仍能保持原 来的形状,但玻璃中粒子已有一定的迁移能力,进行结构调整,足以使内部存在 的应力很快消除,然后快速冷却。快速冷却时,玻璃中央内部还未硬化之前表面 层已经收缩凝固,
LOWE镀膜钢化玻璃生产工艺热门文档

钢化玻璃生产工艺卡
格式:pdf
大小:53KB
页数:3P
4.7
平面钢化玻璃关键工序生产工艺卡 产品规格 (mm) 传动速度上部温度 (℃) 下部温度 (℃) 加热时间 (秒) 淬火 压力(mpa)淬火时间 (秒) 喷嘴 位置 (mm) 气罐 压力 (mpa) 气罐 时间 (分) 5180-200710-720710-720170-23095-9850-60200.4-0.810-30 6180-200710-715710-715200-26085-9560-65250.4-0.810-30 8120-150690-700690-700330-42080-90110-190300.4-0.810-30 10118-130688-696688-696450-53070-80150-200350.4-0.810-30 12118-120685-690685-690
钢化玻璃生产工艺的微机控制
格式:pdf
大小:139KB
页数:6P
4.3
本文对钢化玻璃生产流程实现微机控制的过程进行介绍,并对温度红外遥测、温度模拟量的v/f转换、变频调速及pp40微型打印机的接口作了讨论。

镀膜钢化玻璃外观检验要求
格式:pdf
大小:84KB
页数:2P
4.6
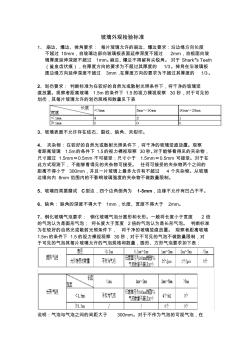
玻璃外观检验标准 1、崩边、爆边、掉角要求:每片玻璃允许的崩边、爆边要求:沿边缘方向长度 不超过10mm,自玻璃边部向玻璃板表面延伸深度不超过2mm,自板面向玻 璃厚度延伸深度不超过1mm。崩边、爆边不得留有尖锐角。对于shark’steeth (鲨鱼齿状痕),在厚度方向的要求为不超过其厚度的1/3。掉角在沿玻璃板 面边缘方向延伸深度不超过3mm,在厚度方向的要求为不超过其厚度的1/3。 2、划伤要求:判断标准为在较好的自然光或散射光照条件下,将干净的玻璃竖 直放置。观察者距离玻璃1.5m的条件下1.5的视力裸视观察30秒,对于可见的 划伤,其每片玻璃允许的划伤规格和数量见下表 3、玻璃表面不允许存在结石、裂纹、缺角、夹钳印。 4、夹杂物:在较好的自然光或散射光照条件下,将干净的玻璃竖直放置。观察 者距离玻璃1.5m的条件下1.5的视力裸视观察30秒。对
LOWE镀膜钢化玻璃生产工艺精华文档
钢化玻璃生产工艺问题解决方法
格式:pdf
大小:74KB
页数:5P
4.6
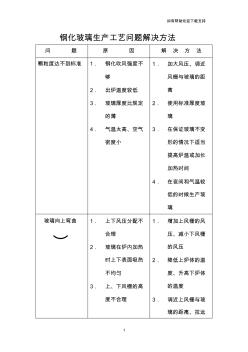
如有帮助欢迎下载支持 1 钢化玻璃生产工艺问题解决方法 问题原因解决方法 颗粒度达不到标准1.钢化吹风强度不 够 2.出炉温度较低 3.玻璃厚度比规定 的薄 4.气温太高、空气 密度小 1.加大风压、调近 风栅与玻璃的距 离 2.使用标准厚度玻 璃 3.在保证玻璃不变 形的情况下适当 提高炉温或加长 加热时间 4.在夜间和气温较 低的时候生产玻 璃 玻璃向上弯曲 ︶ 1.上下风压分配不 合理 2.玻璃在炉内加热 时上下表面吸热 不均匀 3.上、下风栅的高 度不合理 1.增加上风栅的风 压、减小下风栅 的风压 2.降低上炉体的温 度、升高下炉体 的温度 3.调近上风栅与玻 璃的距离、拉远 如有帮助欢迎下载支持 2 下风栅与玻璃的 距离 玻璃钢向下弯曲 ︵ 1.上下风压分配不 合理 2.玻璃在炉内加热 时上下表面吸热 不均匀 3.上、下风栅
弯钢化玻璃生产工艺过程的改进
格式:pdf
大小:306KB
页数:2P
4.4
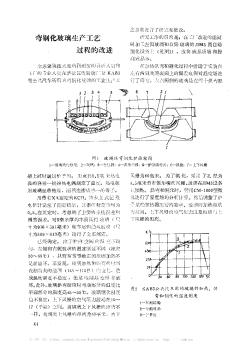
全苏建筑技术玻璃科研所的科研人员和工厂的专业人员在萨拉瓦特玻璃厂对kab3型公共汽车所用的弯钢化玻璃的工业生产工艺参数进行了研究和修改。研究工作的目的是,在工厂改进的能同时加工左侧玻璃和右侧玻璃的лm3型自动钢化设备上(见图1),改善成品质量和提高成品率。


钢化玻璃生产方法
格式:pdf
大小:14KB
页数:4P
4.4
钢化玻璃生产方法 工艺过程: 钢化玻璃是将玻璃加热到接近软化化温度(这时处于粘性流动状态)——这个 温度范围我们称为钢化温度范围(620℃—640℃),保温一定时间,然后骤冷而 成的,下面简单叙述钢化玻璃在加热和骤冷过程中的温度变化及应力形成过程。 a.开始加热阶段: 玻璃片由室温进入钢化炉加热,由于玻璃是热的不良导体,所以此时内层温度 低,外层温度高,外层开始膨胀,内层未膨胀,所以此时外层的膨胀受到内层 的抑制表面产生了暂时的压应力,中心层为张(拉)应力,由于玻璃的抗压缩 度高,所以虽然快速加热,玻璃片也不破碎。 注:从这里可以了解到玻璃一进炉,由于玻璃内外层有温差造成了玻璃内外层 的应力,因此厚玻璃要加热慢一点,温度低一点,否则因内外温差太而造成玻 璃在炉内破裂。 b.继续加热阶段: 玻璃继续加热,玻璃内外层温差缩小等内外层都达到钢化温度时玻璃板内等应 力。 c.开始骤冷阶段
LOWE镀膜钢化玻璃生产工艺最新文档
 无燃气水平弯钢化玻璃生产工艺探索
无燃气水平弯钢化玻璃生产工艺探索 无燃气水平弯钢化玻璃生产工艺探索
格式:pdf
大小:325KB
页数:2P
4.6
0引言美国glasstech公司制造的dbiv型水平弯钢化玻璃生产设备,由于其独特的成型工艺,在弯钢化玻璃生产过程中,需要用可燃气体作为成型室的辅
镀膜和LOW-E钢化玻璃生产工操作要点
格式:pdf
大小:8KB
页数:2P
4.4
1 镀膜和low-e钢化玻璃生产工操作要点 一、镀膜玻璃和低辐射(low-e)玻璃 1、玻璃切割 1.1玻璃切割时膜面向上,注意玻璃架子方向 1.2操作工最好带不带胶皮的手套,胶皮在膜面上着力会划伤膜面 1.3搬运输玻璃最好不要在膜面上用力 1.4不要用尺杆来切割玻璃,用跑刀和切割机,切割油用量不已太多, 1.5切割油最好用易挥发的 1.6第一片玻璃膜面向外,不是架子划伤玻璃 1.7玻璃之间使用干净的纸或epe软片隔离 1.8最外面的玻璃膜面向内,玻璃之间要靠紧,大小有序 1.9不要在玻璃上贴标签,清洗时烂标签会堵塞水管的喷嘴 1.10精磨边的磨削量单边为1—1.5mm 2、玻璃磨边 2.1玻璃上片和下片不戴带胶皮的手套 2.2直线磨边机时,玻璃膜面不能向内,靠在靠轮上,会划伤玻璃 2.3膜面需垫上干净的软板,如pc板上贴软胶带等,贴胶带面紧贴
平钢化玻璃生产中冷却工艺的革新 平钢化玻璃生产中冷却工艺的革新
格式:pdf
大小:309KB
页数:4P
4.8
大家知道,钢化玻璃的应力随着加热和冷却的改变而改变,但是钢化玻璃的残余应力值随着温度的提高而趋于一极限值,不会随着加热温度的提高而无限增长,且受到破璃形状变更、自爆增加等因素的影响.在这种情况下,要想改善碎片密度就不
钢化玻璃生产过程中的节能
格式:pdf
大小:16KB
页数:6P
4.8
钢化玻璃生产过程中的节能 郭防 摘要:钢化玻璃是普通平板玻璃经过物理或化学方法处理,使玻璃表面产生永久压应力层, 从而抵消使玻璃破坏的拉应力,而使其获得增强的一种二次加工制品。它的机械强度和热稳 定性都比普通平板玻璃高,同时一般玻璃破坏时碎片块大并呈尖角状,锋利如刀,极易伤人, 而钢化玻璃破碎时,碎片呈类似蜂窝状的钝角小颗粒,不易伤人,所以是应用较广的一种安 全玻璃。运用物理方法钢化玻璃,必须将普通平板玻璃加热到600度以上,然后迅速冷却, 这两项工序要耗费大量的热能与电能。因此在钢化玻璃中的节能降耗,许多科技人员作了大 量卓有成效的工作,并在生产中取得良好的效果。 关键字:钢化玻璃,节能,加热器。 abstract:toughenedglassiscommonflatplateglassthatunderphysicsorchemistry
 双层镀膜钢化玻璃价格
双层镀膜钢化玻璃价格 双层镀膜钢化玻璃价格
格式:doc
大小:85KB
页数:8P
4.7
本文将详细介绍双层镀膜钢化玻璃在建设工程领域中的应用及其特点,包括双层镀膜钢化玻璃的定义、优势、施工要求和注意事项等内容。
钢化玻璃的生产工艺
格式:pdf
大小:403KB
页数:4P
4.4
钢化玻璃是用普通平板玻璃或浮法玻璃加工处理而成。普通平板玻璃要求用特选 品或一等品;浮法玻璃要求用优等品或一级品。 钢化玻璃其实是一种预应力玻璃,为提高玻璃的强度,通常使用化学或物理的 方法,在玻璃表面形成压应力,玻璃承受外力时首先抵消表层应力,从而提高了 承载能力,增强玻璃自身抗风压性,寒暑性,冲击性等。 钢化玻璃的主要优点有两条: 第一是强度较之普通玻璃提高数倍,抗弯强度是普通玻璃的3~5倍,抗冲 击强度是普通玻璃5~10倍,可达150~250兆帕,热稳定性提高3~4倍,可经 受200~250℃的温差急变,破碎时形成无尖锐棱角的颗粒,对人体伤害很小,提 高强度的同时亦提高了安全性。是最广泛使用的安全玻璃。 第二是使用安全,其承载能力增大改善了易碎性质,即使钢化玻璃破坏也呈 无锐角的小碎片,对人体的伤害极大地降低了.钢化玻璃的耐急冷急热性质较
LOWE镀膜钢化玻璃生产工艺相关
文辑推荐
知识推荐
百科推荐


职位:城市规划师
擅长专业:土建 安装 装饰 市政 园林


