




不锈钢焊接工艺评定
受控状态文件编号: of/gyhj-01 发放编号00版本号:a 版 ? 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日 2/112/112 编号:pqr-01 焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 ? 3/113/113 一、焊接工艺评定任务书(表1) 母材 牌号0gr18ni9 接 头 示 意 图 规格d6

编辑推荐下载
不锈钢焊接工艺评定报告PQR
格式:pdf
大小:306KB
页数:16P
 4.7
4.7
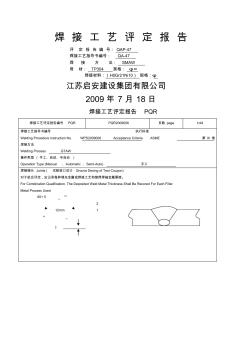
焊接工艺评定报告 评定报告编号:qap-47 焊接工艺指导书编号:qa-47 焊接方法:smaw 母材:tp304规格:φ× 焊接材料:(h0gr21ni10)规格:φ 江苏启安建设集团有限公司 2009年7月18日 焊接工艺评定报告pqr 焊接工艺评定报告编号pqrpqr2009006页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2009006acceptancecriteriaasme第ix卷 焊接方法 weldingprocessgtaw 操作类型(手工、自动

不锈钢焊接工艺评定资料
格式:pdf
大小:187KB
页数:10P
4.7
受控状态文件编号:of/gyhj-01 发放编号00版本号:a版 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日 编号:pqr-01 焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 一、焊接工艺评定任务书(表1) 母材 牌号0gr18ni9 接 头 示 意 图 规格d60×4.0 焊 接 材 料 焊条 牌号 规格 焊丝 牌号er304
LNG超低温304L不锈钢焊接工艺评定热门文档
304L超低碳不锈钢焊接标准与工艺
格式:pdf
大小:40KB
页数:8P
4.6
1/8 304l超低碳不锈钢焊接标准及工艺 焊接标准: 1材料要求: 304l是由日本进口的含c〈0.035%超低碳不锈钢(相当于国内 00cr18ni10)管材存放应按规定摆置. 所用焊丝,焊条必须有质量证明或材质合格证。 2机具要求: 焊接设备使用直流手弧焊机 焊工所用焊丝筒,焊条保温桶,不锈钢刨锤,不锈钢丝刷. 检测设备:超声波焊缝检测仪 焊条直径选用3.2和4.0两种,焊接电流80-110a,110-150a 3作业条件 焊工必须持有项目材质合格证能满足施焊要求. 2/8 针对超低碳不锈钢管焊接过程中的焊缝根部氧化,表面缺陷的产生以 及焊接变形等问题,为保证工程焊接质量制定了严格的焊接工艺要 求; 4环境条件 施焊前应确认环境符合下列条件 在现场预制,现场安装 温度在0摄氏度以上方可进行 焊接工艺 1工序 焊接施工
不锈钢304焊接工艺评定报告
格式:pdf
大小:257KB
页数:12P
4.8
焊接工艺评定报告 评定报告编号:qap-47 焊接工艺指导书编号:qa-47 焊接方法:smaw 母材:tp304规格:φ60.3×3.91 焊接材料:(h0gr21ni10)规格:φ2.4mm 江苏启安建设集团有限公司 2009年7月18日 焊接工艺评定报告pqr 焊接工艺评定报告编号pqrpqr2009006页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2009006acceptancecriteriaasme第ix卷 焊接方法 weldingprocessgtaw 操作类型(手工、自动、半自动) operationtype(manual、automatic、semi-auto)手工 焊接接头joints

不锈钢304焊接工艺评定报告PQR
格式:pdf
大小:276KB
页数:13P
4.7
1/131/13 焊接工艺评定报告 评定报告编号:qap-47 焊接工艺指导书编号:qa-47 焊接方法:smaw 母材:tp304规格:φ60.3×3.91 焊接材料:(h0gr21ni10)规格:φ2.4mm 江苏启安建设集团有限公司 2009年7月18日 2/132/13 焊接工艺评定报告pqr 焊接工艺评定报告编号pqrpqr2009006页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2009006acceptancecriteria asme第ix卷 焊接方法 weldingprocessgtaw 操作类型(手工、自动、半自动) operationtype(manual、au
焊接工艺评定报告-304不锈钢
格式:pdf
大小:125KB
页数:6P
4.8
柔性管304不锈钢焊接工艺评定报告 编号:编号有公司确定 编制: 焊接责任 技术人员: 批准: 单位: 日期:年月日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表b-2焊接工艺评定报告 共页第页 工程(产品)名称304不锈钢评定报告编号 委托单位工艺指导书编号 项目负责人依据标准 《锅炉及压力容器焊接、钎接 和粘接评定规范》(asme ⅸ) 试样焊接单位河北恒安泰油管有限公司施焊日期 焊工资格代号级别 母材钢号规格供货状态调质生产厂家 化学成分和力学性能 c (%) mn (%) si (%) cr (%) ni (%) s

不锈钢304焊接工艺评定报告 (2)
格式:pdf
大小:264KB
页数:13P
4.4
焊接工艺评定报告 评定报告编号:qap-47 焊接工艺指导书编号:qa-47 焊接方法:smaw 母材:tp304规格:φ× 焊接材料:(h0gr21ni10)规格:φ 江苏启安建设集团有限公司 2009年7月18日 焊接工艺评定报告pqr 焊接工艺评定报告编号pqrpqr2009006页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2009006acceptancecriteriaasme第ix卷 焊接方法 weldingprocessgtaw 操作类型(手工、自动、半自动
LNG超低温304L不锈钢焊接工艺评定精华文档
不锈钢304焊接工艺评定报告PQR (2)
格式:pdf
大小:276KB
页数:13P
4.6
1/131/13 焊接工艺评定报告 评定报告编号:qap-47 焊接工艺指导书编号:qa-47 焊接方法:smaw 母材:tp304规格:φ60.3×3.91 焊接材料:(h0gr21ni10)规格:φ2.4mm 江苏启安建设集团有限公司 2009年7月18日 2/132/13 焊接工艺评定报告pqr 焊接工艺评定报告编号pqrpqr2009006页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2009006acceptancecriteria asme第ix卷 焊接方法 weldingprocessgtaw 操作类型(手工、自动、半自动) operationtype(manual、au
不锈钢304焊接工艺评定报告PQR(全氩弧)资料
格式:pdf
大小:229KB
页数:11P
4.5
焊接工艺评定报告 pqr558-(ⅵ-ⅵ-1)-b8-gtaw-6gt 目录 1、焊接工艺评定指导书 2、焊接工艺评定报告 **集团有限公司 2013年月日 焊接工艺评定报告pqr 焊接工艺评定报告编号pqr558pqr2013-11-01页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2013-11-01acceptancecriteriasy/0452-2002 焊接方法 weldingprocessgtaw 操作类型(手工、自动、半自动) operationtype(manual、automatic、semi-auto)手工 焊接接头joints(试板坡口设计groovedesingoftestcoupon) 对于组合评定,应

0Cr18Ni9_304奥氏体不锈钢焊接性分析及焊接工艺评定毕业论文
格式:pdf
大小:1.8MB
页数:55P
4.6
1 兰州工业学院 毕业设计(论文) 题目0cr18ni9(304)奥氏体不锈钢焊 接性分析及焊接工艺评定 2 兰州工业学院 毕业设计(论文)任务书 材料工程系2014届焊接技术及自动化专业 毕业设计(论文)任务书 毕业设计(论文)题目金属材料焊接工艺评定 课题内容性质科学研究 课题来源性质教师收集的结合生产实际的课题实验 校内(外)指导教师职称工作单位及部门联系方式 讲师材料工程院2867483 一、题目说明(目的和意义): 毕业设计是本专业教学过程的最后一个重要环节,也是培养学生分析问题和解决问题能力的主要方 法,通过毕业设计,要求学生全面综合运用所学基本理论,基本技能和生产实践知识;学习系统地综合运 用所学的知识和技能解决实际工程问题的本领,巩固和加深对所学知识的理解,并且通过毕业设计的实践 扩大和补充知识,使认识提高到一个新的水平。通过毕业设计的实践
 Q235B与304L异种钢焊接工艺评定
Q235B与304L异种钢焊接工艺评定 Q235B与304L异种钢焊接工艺评定
格式:pdf
大小:520KB
页数:4P
4.7
对氨回收塔用q235b与304l的异种钢焊接进行了工艺评定;对弯曲试件产生裂纹的原因进行了分析;确定了符合jb4708—2000《钢制压力容器焊接工艺评定》要求的焊接材料和焊接工艺参数。

不锈钢焊接工艺 (4)
格式:pdf
大小:626KB
页数:17P
4.7
. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口
LNG超低温304L不锈钢焊接工艺评定最新文档

316L不锈钢焊接工艺 (2)
格式:pdf
大小:130KB
页数:4P
4.7
以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧焊 两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm的管 道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专用 氩弧焊机。 焊材:焊丝采用φpp-tig316l,焊条采用:φ,使用前焊丝表面去除氧化层和油污使用丙酮或酒 精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,线膨胀系数比碳钢约 大50%,密度大于碳钢,因此焊接
316L不锈钢焊接工艺
格式:pdf
大小:147KB
页数:5P
4.4
以后有316l的焊接件一定要按此工艺执行。焊工资质需由《奥氏体不锈钢合格证》。 316l不锈钢管道焊接工艺 1.焊接准备 1.1焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧 焊两种方法,φ>100mm的采用氩弧焊打底加电弧焊填充盖面。φ≦100mm且壁厚小于5mm 的管道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。 1.2电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专 用氩弧焊机。 1.3焊材:焊丝采用φ2.5/pp-tig316l,焊条采用:φ2.5-3.2/a022,使用前焊丝表面去除氧化层和油 污使用丙酮或酒精揩干净;焊条应200-250℃烘干1h,存放保温筒内随取随用。 1.4焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,
不锈钢焊接工艺 (3)
格式:pdf
大小:19KB
页数:12P
4.4
不锈钢焊接工艺 不锈钢焊接工艺技术要点 不锈钢焊管是在焊管成型机上,由不锈钢板经若干道模具碾压成型并经焊接而成。 由于不锈钢的强度较高,且其结构为面心立方晶格,易形成加工硬化,使焊管成 型时:一方面模具要承受较大的摩擦力,使模具容易磨损;另一方面,不锈钢板 料易与模具表面形成粘结(咬合),使焊管及模具表面形成拉伤。因此,好的不 锈钢成型模具必须具备极高的耐磨和抗粘结(咬合)性能。我们对进口焊管模具 的分析表明,该类模具的表面处理都是采用超硬金属碳化物或氮化物覆层处理。 激光焊接、高频焊接与传统的熔化焊接相比具有焊接速度快、能量密度高、热输 入小的特点,因此热影响区窄、晶粒长大程度小、焊接变形小、冷加工成形性能 好,容易实现自动化焊接、厚板单道一次焊透,其中最重要的特点是ⅰ形坡口对 接焊不需要填充材料。 焊接技术主要应用在金属母材上,常用的有电弧焊,氩弧焊,co2保护焊,
316L不锈钢手工焊焊接工艺评定
格式:pdf
大小:333KB
页数:17P
4.7
316l不锈钢手工焊 焊接工艺评定试验报告 编制: 审核: 批准: 上海中远船务工程有限公司 2006年3月 316l不锈钢手工焊 焊接工艺评定评定报告 1.简介: 本焊接工艺评定用手工电弧焊焊接方法进行不锈钢双面 焊和单面永久性衬垫焊。 钢板材料:牌号:316l厚度:12mm 焊接位置:平焊、横焊、立焊、仰焊 2.焊接设备及测试设备: 2.1.手工电弧焊焊机 牌号:zxe-3x400 生产厂家:上海向春电焊机厂 2.2.屏幕显示液压万能试验机 牌号:wes-300c 生产厂家:济南试验机厂 牌号:we-100 生产厂家:上海试验机厂 2.3.冲击试验机 型号:jb-30b 制造厂:吴忠试验机厂 2.5.硬度机 牌号:hv-120v 生产厂家:山东 2.4.x射线无损探伤机 牌号:300kv 生产厂家:日本
不锈钢铸件低温焊接工艺 不锈钢铸件低温焊接工艺
格式:pdf
大小:292KB
页数:2P
4.8
介绍了不锈钢铸件的特性及焊接的难点,分析了不锈钢铸件在低温环境下产生裂纹的原因。比较了焊接材料的特性,经过优化选择确定了选用a002焊条进行焊接。综合了前几次焊接失败的原因,总结出焊接所用的材料并确定了焊接的工艺参数。

不锈钢焊接工艺评定报告及指导书PQR
格式:pdf
大小:19KB
页数:5P
4.7
page1of4pqr&wpsforstainlesssteelwelding 不锈钢焊接工艺评定报告及指导书 pqr&wpsforstainlesssteelwelding page2of4pqr&wpsforstainlesssteelwelding 目录 1概述general...................................................................................3 2储罐一览表basicdatesheetofthesteelplate................................3 3焊接工艺评定报告pqr.......................................................
智能化不锈钢焊接工艺评定管理系统 智能化不锈钢焊接工艺评定管理系统
格式:pdf
大小:836KB
页数:2P
4.5
随着我国不锈钢消费量的快速增长,不锈钢焊接技术的广泛应用,不锈钢焊接工艺评定系统的建立和完善将直接影响着不锈钢应用领域的拓展和不锈钢产品质量的提升。本文重点介绍了智能化不锈钢焊接工艺评定系统应用情况。

不锈钢焊接工艺 (5)
格式:pdf
大小:17KB
页数:7P
4.6
不锈钢的及焊接及应用 几乎所有的不锈钢都可以使用目前在工业上使用的大多数焊 接方法,包括激光、等离子焊以及在汽车制造中发展起来的电子 束焊接。然而,由于不锈钢与碳钢以及合金钢不同,焊接技术也 有所变化。 首先,要按照工艺规程操作,保持焊缝区以及直接与焊缝相 邻的部位的耐腐蚀性,该部分又被称为热影响区(haz);第 二,最好是保持连接处最佳的力学性能;第三,必须采取某些步 骤使热变形产生的问题最小。 不锈钢和其他钢种的主要不同在与合金含量,它提供了耐腐 蚀性能。在焊接中,必须选择合适的焊条,尽可能选择耐腐蚀性 能与基金属几乎相同或比基金属耐腐蚀性更好的焊接填充金属, 这一点并不总是像所期望的那么明显,例如,308钢焊条通常被 指定焊接304钢,300系列的焊条常常被用于连接400系列的 钢,最好的建议是按照美国焊接协会(aws)对焊条的选择(同 样也是焊接工艺规程)或向焊条制造厂

不锈钢焊接工艺
格式:pdf
大小:626KB
页数:17P
4.6
. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口
LNG超低温304L不锈钢焊接工艺评定相关
文辑推荐
知识推荐
百科推荐


职位:驻场项目资料员
擅长专业:土建 安装 装饰 市政 园林


