




LED焊线要求
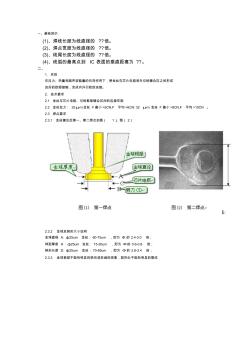
一、基础知识 (1)、焊线长度为线直径的??倍。 (2)、焊点宽度为线直径的??倍。 (3)、线尾长度为线直径的??倍。 (4)、线弧的最高点到ic表面的垂直距离为??。 二、 1.目的 在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线键合区之间形成 良好的欧姆接触,完成内外引线的连接。 2.技术要求 2.1金丝与芯片电极、引线框架键合区间的连接牢固 2.2金丝拉力:25μm金丝f最小>5cn,f平均>6cn:32μm金丝f最小>8cn,f平均>10cn。 2.3焊点要求 2.3.1金丝键合后第一、第二焊点如图(1)、图(2) 2.3.2金球及契形大小说明 金球直径a:ф25um金丝:60-75um,即为ф的2.4-3.0倍; 球型厚度h:ф25um金丝:15-20um,即为ф的0.6-0
编辑推荐下载
LED焊线要求的基础知识
格式:pdf
大小:2.6MB
页数:7P
 4.5
4.5
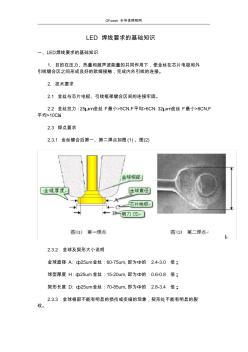
ofweek半导体照明网 led焊线要求的基础知识 一、led焊线要求的基础知识 1.目的在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外 引线键合区之间形成良好的欧姆接触,完成内外引线的连接。 2.技术要求 2.1金丝与芯片电极、引线框架键合区间的连接牢固。 2.2金丝拉力:25μm金丝f最小>5cn,f平均>6cn:32μm金丝f最小>8cn,f 平均>10cn。 2.3焊点要求 2.3.1金丝键合后第一、第二焊点如图(1)、图(2) 2.3.2金球及契形大小说明 金球直径a:ф25um金丝:60-75um,即为ф的2.4-3.0倍; 球型厚度h:ф25um金丝:15-20um,即为ф的0.6-0.8倍; 契形长度d:ф25um金丝:70-85um,即为ф的2.8-3.4倍; 2.3.3金球根部不能有明显的损伤或变细的现象,契
LED生产工序——焊线
格式:pdf
大小:1.6MB
页数:38P
4.7
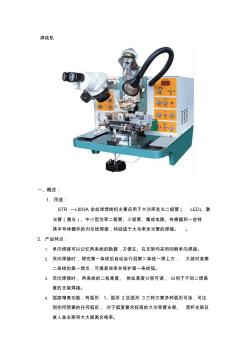
焊线机 一、概述: 1.用途: str—l803a金丝球焊线机主要应用于大功率发光二极管(led)、激 光管(激光)、中小型功率二极管、三极管、集成电路、传感器和一些特 殊半导体器件的内引线焊接,特别适于大功率发光管的焊接。。 2.产品特点: 1.单向焊接可以记忆两条线的数据,方便左、右支架均采用同侧单向焊接。 2.双向焊接时,焊完第一条线后自动运行到第二条线一焊上方,大致对准第 二条线的第一焊点,可提高效率并保护第一条线弧。 3.双向焊接时,两条线的二检高度、拱丝高度分别可调,以利于不同二焊高 度的支架焊接。 4.弧度增高功能,有弧形1、弧形2及弧形3三种方案多种弧形可选,可达 到你所想要的任何弧形,对于弧度要求较高的大功率管支架、深杯支架及 食人鱼支架将大大提高合格率。 5.二焊补球功能,可大大提高二焊的可焊性,降低死点率 6.自动过片
LED焊线原理介绍热门文档
LED自动焊线
格式:pdf
大小:70KB
页数:5P
4.5
浙江华烁科技有限公司 zhejianghuashuotechnologyco.,ltd. smd自动焊线机操作指导书 文件版本修订章节修订说明 编制部门批准审核编制 设备课 受控状态: 文件编号: 版本: 页数: 生效日期: 发文编号: 浙江华烁科技有限公司 zhejianghuashuotechnologyco.,ltd. 共4页第1页 一.目的: 保证设备的正确操作和产品质量 二.范围: 自动焊线作业 三.适用设备: 自动焊线机(asmihawkxtreme) 四.开机: 4.1.打开气、电源(气压4-6kg/c㎡,电压220vac); 4.2.依次打开主电源、显示器开关; 4.3.机台自检完成后(约2分钟),自动进入待机状态。 五.机台调校: 5.1.安装金丝 5.
平面LED焊线机整机结构设计及关键部件仿真分析(可编辑)
格式:pdf
大小:49KB
页数:44P
4.5
分类号:学校代号: : 密级:学号: 广东工业大学硕士学位论文 工学硕士 平面焊线机整机结构设计 及关键部件仿真分析 王林 指导教师姓名、职称: 昱型法虽』麴援 学科专业或领域名称: 扭撼鱼王王程 学生所属学院: 扭血王猩堂医 论文答辩日期: 窒星生互月兰旦 : :. ,,..,摘要 摘要 本文根据平面及大功率封装工序中的超声波会线焊接工艺要求, 研究开发 全自动平面焊线机,设计相关机械结构,并采用虚拟样机技术对 关键部件进行 仿真分析,设计方案具有一定的理论意义和实际应用价值。 本论文完成平面焊线机主要机构设计及仿真部分包括以下几方 面的工作: 支架供送机构的设计;该机构是支架从上料、过片、焊接、下料 等 整个工作坏节的主要部分,本设计重点包括了料盒式上、下料机 构和送料机构的设 计。 上、下料机构采用料盒形式,实现不同规格
LED发光二极管焊线标准
格式:pdf
大小:711KB
页数:3P
4.4
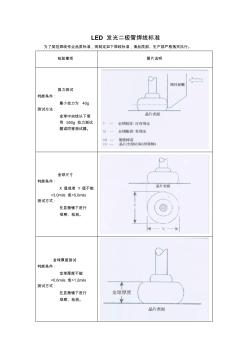
led发光二极管焊线标准 为了规范焊线作业品质标准,现制定如下焊线标准,请品质部、生产部严格落实执行。 检验事项图片说明 推力测试 判断条件: 最小拉力为40g 测试方法: 金球中央线以下使 用550g拉力测试 器或同等测试器。 金球尺寸 判断条件: x值或者y值不能 5.0mils 测试方式: 在显微镜下进行 观察、检测。 金球厚度测试 判断条件: 金球厚度不能 1.2mils 测试方式: 在显微镜下进行 观察、检测。 线弧高度 判断条件: 线弧高度不能 11mils 测试方式: 在显微镜下进行 观察、检测。 焊线垂直程度 判断条件: 角度不允许超过 -15°或+15°。 测试方式 在显微镜下进行 观察、检测。 鱼尾尺寸 判断条件: 鱼尾长度 长度不能 4.0mils
大功率LED封装工艺系列之焊线篇
格式:pdf
大小:3.1MB
页数:9P
4.7
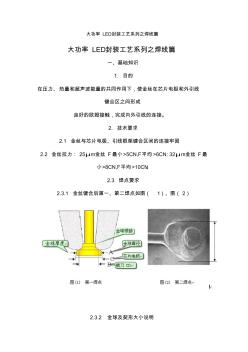
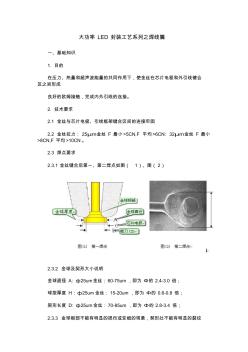
大功率led封装工艺系列之焊线篇 大功率led封装工艺系列之焊线篇 一、基础知识 1.目的 在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线 键合区之间形成 良好的欧姆接触,完成内外引线的连接。 2.技术要求 2.1金丝与芯片电极、引线框架键合区间的连接牢固 2.2金丝拉力:25μm金丝f最小>5cn,f平均>6cn:32μm金丝f最 小>8cn,f平均>10cn。 2.3焊点要求 2.3.1金丝键合后第一、第二焊点如图(1)、图(2) 2.3.2金球及契形大小说明 金球直径a:ф25um金丝:60-75um,即为ф的2.4-3.0倍; 球型厚度h:ф25um金丝:15-20um,即为ф的0.6-0.8倍; 契形长度d:ф25um金丝:70-85um,即为ф的2.8-3.4倍; 2.3.3金球根部不能有
大功率LED封装工艺系列之焊线篇
格式:pdf
大小:2.6MB
页数:6P
4.3
大功率led封装工艺系列之焊线篇 一、基础知识 1.目的 在压力、热量和超声波能量的共同作用下,使金丝在芯片电极和外引线键合 区之间形成 良好的欧姆接触,完成内外引线的连接。 2.技术要求 2.1金丝与芯片电极、引线框架键合区间的连接牢固 2.2金丝拉力:25μm金丝f最小>5cn,f平均>6cn:32μm金丝f最小 >8cn,f平均>10cn。 2.3焊点要求 2.3.1金丝键合后第一、第二焊点如图(1)、图(2) 2.3.2金球及契形大小说明 金球直径a:ф25um金丝:60-75um,即为ф的2.4-3.0倍; 球型厚度h:ф25um金丝:15-20um,即为ф的0.6-0.8倍; 契形长度d:ф25um金丝:70-85um,即为ф的2.8-3.4倍; 2.3.3金球根部不能有明显的损伤或变细的现象,契形处不
LED焊线原理介绍精华文档
电缆焊线典型工艺规程2
格式:pdf
大小:583KB
页数:7P
4.5
产品名称:连接电缆 适用范围:电缆焊接 文件代号:zh-dg-001 文件类别:d 页数:6(带封面) 深圳市华讯德科技有限公司 2013年04月 电缆焊接 工艺流程 焊接工艺 流程卡 产品名称适用范围文件代号阶段标记版次共6页 连接电缆电缆焊接zh-dg-001d1.0第1页 工序号工序名称工装、设备备注 1焊前准备 2首件焊接 电烙铁,温控箱 温度测试仪,拉力计 3焊接电烙铁,温控箱 工艺流程图: 焊前准备→首件焊接→焊接→不良品描述 编制 深圳市华讯德科技 有限公司 审核 会签 品质 标准化 更改单号标记签名日期批准 焊接工艺 过程卡 产品名称适用范围文件代号阶段标记版次共6页 连接电缆电缆焊接zh-dg-001d1.
LED原理及其应用介绍(精)
格式:pdf
大小:235KB
页数:11P
4.8
led原理及应用介绍 目录: 一、led原理、原材料组成及生产工 艺......................................................................................1 二、led常见参 数..........................................................................................................................2 三、led应 用................................................................................................................

 插针焊线槽成形工艺优化及模具设计改进
插针焊线槽成形工艺优化及模具设计改进 插针焊线槽成形工艺优化及模具设计改进
格式:pdf
大小:1.0MB
页数:3P
4.6
针对某插针焊线槽成形后存在的偏心、翘头等问题,通过成形工艺、模具设计两方面进行了原因分析,介绍了优化、改进后的焊线槽成形工艺及模具设计。
插针焊线槽成形工艺优化及模具设计改进 插针焊线槽成形工艺优化及模具设计改进
格式:pdf
大小:592KB
页数:3P
4.6
通过成形工艺、模具设计两方面的影响因素,分析了某插针焊线槽成形后产生偏心、翘头的原因。提出了合并工序及采用弹性、浮动压紧等改进措施,并介绍了优化后的焊线槽成形工艺及模具设计。实现了插针焊线槽较高的成形质量,减轻了劳动强度,提高了工作效率。
LED焊线原理介绍最新文档
二氧化碳气体保护焊实芯焊线的品种、质量和发展
格式:pdf
大小:160KB
页数:3P
3
二氧化碳气体保护焊实芯焊线的品种、质量和发展——本文简介了国内二氧化碳气体保护实芯捍丝的发展橇况及其对实芯焊线的技术要求。并详连了首钢二氧化碳气体保护实芯焊线钢的品种、质量和发展前景。
埋弧焊线能量对Q345qD钢焊接接头性能的影响 埋弧焊线能量对Q345qD钢焊接接头性能的影响
格式:pdf
大小:202KB
页数:3P
4.5
以板厚为16mm的q345qd为母材,采用埋弧自动焊工艺,通过改变焊接电流和焊接速度来改变焊接线能量,对3组试板进行拉伸和冲击试验,并观察了焊缝金属显微金相组织,分析了焊接线能量对焊缝金属强度和韧性的影响。结合实验数据,得出如下结论:线能量过高将严重损害接头韧性,适当降低线能量可以得到强度和韧性均优良的焊接接头。

 K&S推出高端堆叠芯片贴片系统和LED焊线设备
K&S推出高端堆叠芯片贴片系统和LED焊线设备 K&S推出高端堆叠芯片贴片系统和LED焊线设备
格式:pdf
大小:51KB
页数:未知
4.5
不断延续其"力"系列(powerseries)半导体封装产品,库力索法(kulicke&soffa,k&s)在semiconchina2009上隆重推出了其新一代的"力"家族产品——用于高端堆叠芯片和高性能bga应用的新型晶圆贴片系统istack和用于led封装的立式焊线系统connxvled系统。
锡膏固晶与铝片焊线工艺应用于功率及分立器件封装 锡膏固晶与铝片焊线工艺应用于功率及分立器件封装
格式:pdf
大小:2.2MB
页数:9P
4.4
对于许多单双芯片的mosfet封装于像sc-70、sot-2x、to-252、sop-8l、tssop-8l、qfn等形式的器件来说,标准的固晶工艺如:银浆、软焊料加上金丝、铝丝焊的工艺方法已不能同时满足连续的成本压缩要求和提升封装器件本身的性能。2年来,通过与当地著名的客户和设备供应商的合作,晶微科技有限公司已经开发出了一款新的高温锡膏快速固化机,用以实现这种锡膏固晶的工艺。这种工艺与银浆工艺相比在产品阻抗值及产品因热而导致阻抗漂移问题方面能够得到极好的结果;比起软焊料固晶工艺,在产能和设备应用效率上优越很多,这种新的工艺能带来了相当积极的影响。换言之,这种工艺能把固晶产量相应地提高60%~70%,以非常低的生产成本实现了多种多样的固晶封装形式。
H08Mn2SiA焊线钢盘条拉拔性能研究 H08Mn2SiA焊线钢盘条拉拔性能研究
格式:pdf
大小:129KB
页数:未知
4.7
h08mn2sia钢气保焊丝适用于低合金高强度钢的焊接。本文分析、研究了化学成分、组织形态以及拉拔工艺对h08mn2sia焊线钢盘条拉拔性能的影响,提出了改善h08mn2sia焊线钢盘条拉拔性能的措施。
LED焊线原理介绍相关
文辑推荐
知识推荐
百科推荐


职位:公路专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


