




![JG-T3031[1].3-1996《 建筑用铜管管件 异径三通接头 》](https://files.zjtcn.com/group1/M00/25/95/CgoBZ2AHOd-ACCexAAAXtmAuQJY729.jpg)
JG-T3031[1].3-1996《 建筑用铜管管件 异径三通接头 》
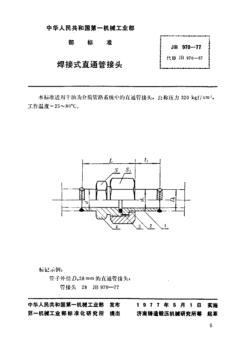
第1页 @ 筑 龙 网 w w w .s in o a e c .c o m 《 建 筑 用 铜 管 管 件 异 径 三 通 接 头 》 资 料 编 号 : j g / t 3 0 3 1 .3 -1 9 9 6 @ 中华人民共和国国家标准 jg/t3031.3-1996 建筑用铜管管件异径三通接头 1996-03-08批准1996—05—01实施 中华人民共
编辑推荐下载
 国内建筑用铜管管件技术要求
国内建筑用铜管管件技术要求 国内建筑用铜管管件技术要求
格式:pdf
大小:529KB
页数:未知
 4.5
4.5
根据gb2040,gb2059,gb1527等国家标准,介绍了国内的建筑用各种铜管管件在技术方面的要求,包括管件材料尺寸以及管件的焊接要求等
《建筑用铜管管件》建筑工业行业标准审查会 《建筑用铜管管件》建筑工业行业标准审查会
格式:pdf
大小:23KB
页数:1P
4.7
由天力管件有限公司(乐清铜管件厂)负责编写的《建筑用铜管管件》建筑工业行业标准(送审稿》已编制完成,定于1995年4月8日~10日在杭州市召开审查会。审查会由建设部建筑制品与设备标准技术
JGT30317-1996建筑用铜管管件套管接头热门文档
《建筑用铜管管件》建筑工业行业标准审查会 《建筑用铜管管件》建筑工业行业标准审查会
格式:pdf
大小:23KB
页数:未知
4.4
由天力管件有限公司(乐清铜管件厂)负责编写的《建筑用铜管管件》建筑工业行业标准(送审稿》已编制完成,定于1995年4月8日~10日在杭州市召开审查会。审查会由建设部建筑制品与设备标准技术
铜管管件加工工艺标准
格式:pdf
大小:48KB
页数:2P
4.6
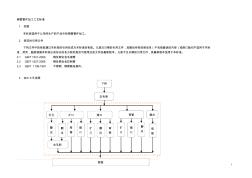
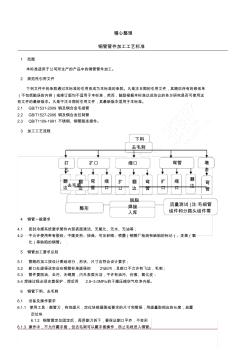
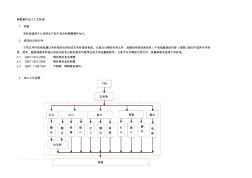
1 铜管管件加工工艺标准 1范围 本标准适用于公司所生产的产品中的铜管管件加工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标 准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.1gb/t1531-2009铜及铜合金毛细管 2.2gb/t1527-2006铜及铜合金拉制管 2.3qb/t1109-1991不锈钢、铜管路连接件。 3加工工艺流程 下料 去毛刺 打孔缩口扩口弯管 弯 管 扩 口 缩 口 扩 口 缩 口 弯 管 翻 边 翻 边 弯 管 翻 边 去毛刺 脱脂 墩台 翻 边 2 4铜管一般要求 4.1密封冷媒系统要求管件内部表面清洁、无氧化、无水、无

铜管管件加工工艺标准(20200924230312)
格式:pdf
大小:408KB
页数:13P
4.3
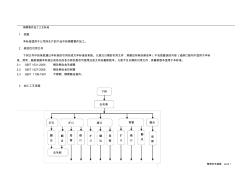
缩口 铜管管件加工工艺标准 1范围 本标准适用于公司所生产的产品中的铜管管件加工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标 准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.1gb/t1531-2009铜及铜合金毛细管 2.2gb/t1527-2006铜及铜合金拉制管 2.3qb/t1109-1991不锈钢、铜管路连接件。 3加工工艺流程 下料 去毛刺 打孔扩口弯管墩台 翻 边 翻 边 弯 管 缩 口 扩 口 翻 边 弯 管 扩 口 缩 口 翻 边 弯 管 去毛刺 脱脂 0 焊接整形 流量测试(注:毛细管组件 和分路头组件需测试) 入库 4铜管一般要求 4.1密封
铜管管件加工工艺标准(20200721205403)
格式:pdf
大小:239KB
页数:14P
4.7
. 整理范本编辑word! 铜管管件加工工艺标准 1范围 本标准适用于公司所生产的产品中的铜管管件加工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标 准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.1gb/t1531-2009铜及铜合金毛细管 2.2gb/t1527-2006铜及铜合金拉制管 2.3qb/t1109-1991不锈钢、铜管路连接件。 3加工工艺流程 下料 去毛刺 打孔缩口扩口弯管 弯 管 扩 口 缩 口 扩 口 缩 口 弯 管 翻 边 翻 边 弯 管 翻 边 去毛刺 墩台 翻 边 . 整理范本编辑word! 4铜管一般要求 4.1密封
铜管管件加工工艺标准 (2)
格式:pdf
大小:263KB
页数:7P
4.7
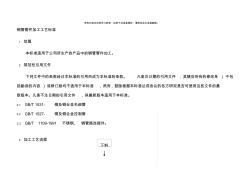
精心整理 铜管管件加工工艺标准 1范围 本标准适用于公司所生产的产品中的铜管管件加工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单 (不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这 些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.1gb/t1531-2009铜及铜合金毛细管 2.2gb/t1527-2006铜及铜合金拉制管 2.3qb/t1109-1991不锈钢、铜管路连接件。 3加工工艺流程 4铜管一般要求 4.1密封冷媒系统要求管件内部表面清洁、无氧化、无水、无油等; 4.2不允许使用带有裂纹、不圆变形、扭曲、可见砂眼、喷墨(铜管厂检测有缺陷的标记)、发黑(氧 化)等缺陷的铜管。 5铜管加工要求总则 5.1管路的加工按设
JGT30317-1996建筑用铜管管件套管接头精华文档
铜管管件加工工艺标准概要
格式:pdf
大小:426KB
页数:13P
4.6
缩口 铜管管件加工工艺标准 1范围 本标准适用于公司所生产的产品中的铜管管件加工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标 准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.1gb/t1531-2009铜及铜合金毛细管 2.2gb/t1527-2006铜及铜合金拉制管 2.3qb/t1109-1991不锈钢、铜管路连接件。 3加工工艺流程 下料 去毛刺 打孔扩口弯管墩台 翻 边 翻 边 弯 管 缩 口 扩 口 翻 边 弯 管 扩 口 缩 口 翻 边 弯 管 去毛刺 脱脂 0 焊接整形 流量测试(注:毛细管组件 和分路头组件需测试) 入库 4铜管一般要求 4.1密封
铜管管件加工工艺标准模板
格式:pdf
大小:248KB
页数:19P
4.7
资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。 铜管管件加工工艺标准 1范围 本标准适用于公司所生产的产品中的铜管管件加工。 2规范性引用文件 下列文件中的条款经过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包 括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最 新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.1gb/t1531-铜及铜合金毛细管 2.2gb/t1527-铜及铜合金拉制管 2.3qb/t1109-1991不锈钢、铜管路连接件。 3加工工艺流程 下料 资料内容仅供您学习参考,如有不当或者侵权,请联系改正或者删除。 4铜管一般要求 4.1密封冷媒系统要求管件内部表面清洁、无氧化、无水、无油等; 4.2
铜管管件加工工艺标准精品资料
格式:pdf
大小:236KB
页数:13P
4.6
铜管管件加工工艺标准 1范围 本标准适用于公司所生产的产品中的铜管管件加工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标 准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 2.1gb/t1531-2009铜及铜合金毛细管 2.2gb/t1527-2006铜及铜合金拉制管 2.3qb/t1109-1991不锈钢、铜管路连接件。 3加工工艺流程 下料 去毛刺 打孔缩口扩口弯管 弯 管 扩 口 缩 口 扩 口 缩 口 弯 管 翻 边 翻 边 弯 管 翻 边 去毛刺 脱脂 墩台 翻 边 4铜管一般要求 4.1密封冷媒系统要求管件内部表面清洁、无氧化、无水、无油等; 4.

螺纹套管接头
格式:pdf
大小:145KB
页数:2P
4.3
液压配件 ?hawehydrauliksehaweproducts-04-2017-5.21/2 螺纹套管接头 对于液压配件,有多种不同的连接部件以供选择,借助这些连接件,液压设备可在不 同的加装位置连接到hawe液压泵站和阀的压力管路上。 设备可通过变径接头组合。其他例如过筛和过滤器等配件可防止液压设备受到较大污 染物的影响,这些污染物偶尔出现,因此被称为杂散性污染物。 在液压设备中应用时,有以下液压配件: –测量设备,例如气压计,可用于监测压力 –控制仪器,如压力开关,可用于随压力变化的进行的开关转换 –此外,压力蓄能器也可供使用 特征及优点: ■结构紧凑 ■可集成入hawe模块化系统 ■工作压力最高至700bar 使用范围: ■通用液压系统 设备种类:变径接头 连接螺旋接头 筛元件 过滤器 气压计 结构形式:螺旋插装式管接结构形式
【CN210060054U】一种铜管管件焊接工装【专利】
格式:pdf
大小:411KB
页数:9P
4.7
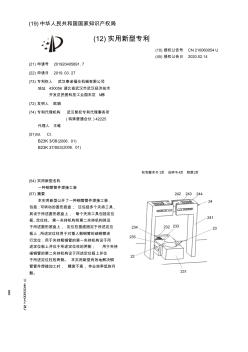
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10)授权公告号 (45)授权公告日 (21)申请号201920405891.7 (22)申请日2019.03.27 (73)专利权人武汉泰诺福伦机械有限公司 地址430056湖北省武汉市武汉经济技术 开发区民营科技工业园东区m栋 (72)发明人欧娟 (74)专利代理机构武汉智权专利代理事务所 (特殊普通合伙)42225 代理人王维 (51)int.cl. b23k3/08(2006.01) b23k37/053(2006.01) (54)实用新型名称 一种铜管管件焊接工装 (57)摘要 本实用新型公开了一种铜管管件焊接工装, 包括:可转动的圆形底盘;还包括多个夹持工具, 其设于所述圆形底盘上,每个夹持工具包括定位 板、定位柱、第一夹持机构和第二夹持机构其设
JGT30317-1996建筑用铜管管件套管接头最新文档
SMC卡套式铜管接头
格式:pdf
大小:582KB
页数:6P
4.4
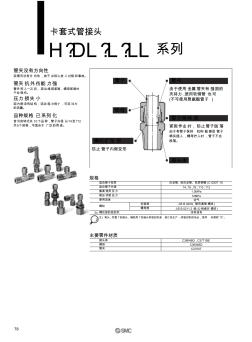
78 h?dl?l?ll系列 卡套式管接头 管夹没有方向性 因管夹没有方向性,故不必担心放入过错和事故。 管夹抗外伤能力强 管夹咬入一次后,因边缘部紧固,螺母紧固时 不会损伤。 压力损失小 因内侧没有结构,流动阻力很小,可流过大 的流量。 品种规格已系列化 含可回转式共10个品种,管子外径从?4至?12 共5个规格,可适合于广泛的用途。 规格 主要零件材质 适合管子材质尼龙管、软尼龙管、软质铜管(c1220t-0) ?4、?6、?8、?10、?12 1.0mpa 10mpa 空气 jisb0203(管用圆锥螺纹)安装部 螺母部 没有或有 jisb02112级(公制细牙螺纹) 适合管子外径 最高使用压力 耐压试验压力 使用流体 螺纹 螺纹部的密封剂 注)弯头、双管t形接头、辅助用t形接头带密封剂是按订货生产。带密封剂的场合,型号末尾附
宝钢经济型油套管接头产品开发及应用 宝钢经济型油套管接头产品开发及应用
格式:pdf
大小:445KB
页数:5P
4.6
油套管接头的性能是油套管管柱重要质量指标之一,其选用条件是根据油气田工况条件,采用api扣型和特殊螺纹扣型。对于低压低产气井,选用api扣型不能保证气密封性能,选用特殊螺纹扣型价格贵、成本高,因此,没有合适的扣型选用。宝钢根据油田低压低产气井工况条件,设计开发了经济型油套管产品,产品通过全尺寸实物性能试验,其上扣完整性、密封完整性、结构完整性达到了产品设计要求,并在油田完成了下井试验,产品满足了油田实际工况的要求,实现了实用性和经济性的统一。
2013年铜管接头市场分析报告
格式:pdf
大小:165KB
页数:11P
4.6
2013年9月份 中国产业洞察网《2013年铜管接头市场分析报告》 第一:中国产业洞察网研究员对市场调查报告的解读 第二:什么样的市场调查报告才是合格的? 第三:什么样的市场调查报告对铜管接头行业有价值? 第四:铜管接头市场调查报告目录结构 第五:铜管接头市场调查报告常见问题有哪些? 第六:铜管接头市场调查报告特点 第七:市场调查报告撰写的五要素是什么 中国产业洞察网研究员对市场调查报告的解读 市场调查报告是开展一切咨询业务的基石,通过对特定行业的长 期跟踪监测,分析行业需求、供给、经营特性、获取能力、产业链和 价值链等多方面的内容,整合行业、市场、企业、用户等多层面数据 和信息资源,为客户提供深度的行业市场研究报告,以专业的研究方 法帮助客户深入的了解行业,发现投资价值和投资机会,规避经营风 险,提高管理和运营能力。 市场调查报告是对一个行业整体情况和发展趋势进行分析,包 括

 铜管接头冷挤镦工艺及模具设计
铜管接头冷挤镦工艺及模具设计 铜管接头冷挤镦工艺及模具设计
格式:pdf
大小:679KB
页数:5P
4.4
文中指出了采用冷挤镦工艺代替切削加工生产铜管接头的优点。对铜管接头进行冷挤镦工艺分析、制订冷挤镦件图 计算毛坯尺寸及冷挤压镦力。介绍了管坯制备处理及冷挤镦模具结构设计
 紫铜管接头冷成形工艺及模具
紫铜管接头冷成形工艺及模具 紫铜管接头冷成形工艺及模具
格式:pdf
大小:323KB
页数:未知
4.5
介绍了紫铜管接头在zj41—200型冷成形机上的成形工艺,从理论和实践上分析了镦锻成形的条件,并介绍了关键模具的设计。
JGT30317-1996建筑用铜管管件套管接头相关
文辑推荐
知识推荐
百科推荐


职位:造价项目主管
擅长专业:土建 安装 装饰 市政 园林


