

J55钢纵剖钢带高频焊套管的研制
格式:pdf
大小:273KB
页数:4P
人气 :51
 4.4
4.4
针对高频焊(HFW)套管用J55钢纵剖热轧钢带存在成分偏析,且钢带中心偏析较严重,制管后中心偏析带位于焊缝处,在线焊缝正火热处理后,焊缝热影响区偏析带上便出现条状马氏体的问题,在材料设计上通过降C、降Mn来减轻钢带中心偏析,加入微量Nb补偿因降C、降Mn而导致的强度损失,改善管加工工艺性能并防止粘扣。加入微量Ca净化钢液,促使MnS球化,提高材料的综合性能。研制出一种适用于高频焊J55钢级纵剖料用钢及符合API SPEC 5CT标准的套管。



 J55钢级焊接油套管用热轧钢带性能的探讨
J55钢级焊接油套管用热轧钢带性能的探讨 J55钢级焊接油套管用热轧钢带性能的探讨
根据生产实践探讨了焊接油套管对板材机械性能和化学成分的要求,指出热轧带钢合理的元素配比,良好的显微组织、优良的机械性能、精确的尺寸控制是生产优质油套管的前提所在。j55低c、mn、nb、v、ti微合金化钢采用冶炼低c、低s、高纯净度钢技术,通过添加nb、v、ti等微合金元素控轧控冷,发挥晶粒细化和析出强化的作用,得到细晶粒的铁素体-珠光体组织,为焊接油套管的生产创造了良好的条件
莱钢J55石油套管钢的生产实践 莱钢J55石油套管钢的生产实践
介绍了莱钢开发j55石油套管用钢的过程。通过铌、钛复合微合金化的成分设计与合理的生产工艺制定,开发了具有高强度、高韧性和良好焊接性能的石油套管用钢产品,产品具有成分均匀、氧含量低、晶粒细小的特点,较好地满足了用户的使用要求。
编辑推荐下载
石油套管用钢J55在北钢的生产实践 石油套管用钢J55在北钢的生产实践
格式:pdf
大小:251KB
页数:5P
4.5
详细论述了石油套管用钢j55在北钢集团北营轧钢厂1780mm热连轧生产线的生产实践,针对此钢种高强度与高冲击韧性等特殊的力学和工艺性能要求,在成份设计上采用了低c、中mn,并适当添加了nb、ti等元素,在轧制工艺上采用了低终轧温度、低温大压下量的控轧控冷工艺,使其产品性能与尺寸指标均达到了用户要求,从而具备了批量生产j55的能力。
高频焊H型钢技术应用
格式:pdf
大小:13KB
页数:4P
4.6
一、高频焊接h型钢在国内外应用概述 具有节能、可持续循环利用的高频焊接薄壁h型钢,是一种符合科学发展观的高 校经济和用途广泛工程建材。我公司从国外引进先进的生产线和生产技术,经过 一段时间的市场开发,已经在产业厂房,公共建筑、机场展馆、钢结构住宅、农 业大棚等领域应用。近年来,高频焊接薄壁h型钢在日本、美国以及欧洲国家应 用的比较普及,特别是在建筑屋面樑及柃条上占了很大的比例。由于全球热轧型 钢的产量达到2000万吨以上,而主要消耗在建筑的柱和主梁上,为降低用钢量, 国内外工程迫切需要一种互补性的建材,高频焊接h型钢的独特上风突现出来, 市场需求量迅速增长。 据统计,日本生产的高频焊接薄壁h型钢为20万吨/年,尽大部分是日本柱友金 属生产,大部分应用在民用住宅,房屋建筑达到150~200万栋。美国45%、欧 洲60%、瑞典90%的产业建筑屋面柃条较大比
J55钢纵剖钢带高频焊套管研制热门文档


高频焊接H型钢型号
格式:pdf
大小:127KB
页数:5P
4.7
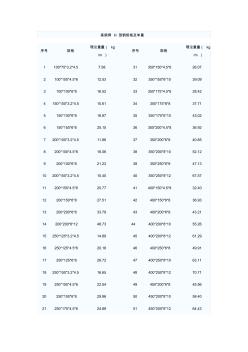
高频焊接h型钢型号、截面尺寸、理论重量表 jg/t137-2001 序号 型号高度x 宽度 截面尺寸理论 重量 kg/m 序号 型号高度x 宽度 截面尺寸 理论重 量kg/mhbt1t2hbt1t2 1 100*50 100502.33.24.2071 350*150 3001503.24.519.16 2100503.24.55.82723001503.26.022.62 3 100*100 1001004.56.012.53733001504.56.026.07 41001006.08.016.52743001504.58.030.64 5 120*120 1201203.24.511.27753001504.59.032.9
高频焊接H型钢理论重量
格式:pdf
大小:35KB
页数:2P
4.6
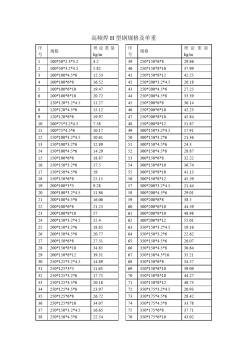
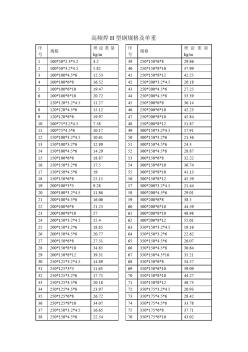
高频焊h型钢规格及单重 序号规格 理论重量(kg /m) 序号规格 理论重量(kg /m) 1100*75*3.2*4.57.5831350*150*4.5*626.07 2100*100*4.5*612.5332350*150*6*1039.09 3100*100*6*816.5233350*175*4.5*628.42 4150*100*3.2*4.510.6134350*175*6*837.71 5150*100*6*818.8735350*175*6*1043.02 6150*150*6*825.1536350*200*4.5*836.92 7200*100*3.2*4.511.8637350*200*6*840.85 8200*100*4.5*616.0638350*200
J55钢纵剖钢带高频焊套管研制精华文档

QB高频焊H型钢规格表
格式:pdf
大小:51KB
页数:2P
4.8
q235高频焊h型钢规格及每米重量【无锡宏博泰】 序号规格理论重量kg/m序号规格理论重量kg/m 1100*50*2.3*3.24.239250*150*6*829.86 2100*50*3.2*4.55.8240250*150*8*1037.99 3100*100*4.5*612.5341250*150*8*1242.25 4100*100*6*816.5242250*200*3.2*4.520.18 5100*100*6*1019.4743250*200*4.5*627.25 6100*100*8*1020.7244250*200*4.5*833.39 7120*120*3.2*4.511.2745250*200*6*836.14 8120*120*4.5*615.12462
高频焊H型钢理论重量表
格式:pdf
大小:130KB
页数:4P
4.5
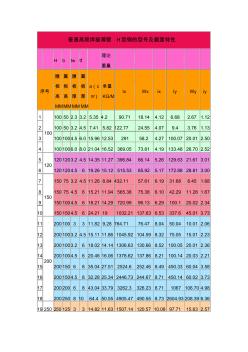
普通高频焊接薄壁h型钢的型号及截面特性 hbtwtf 理论 重量 序号 腹 板 高 mm 翼 板 高 mm 腹 板 厚 mm 翼 板 厚 mm a(c ㎡) 单重 kg/m ixwxixiywyiy 1 100 100502.33.25.354.290.7118.144.126.682.671.12 2100503.24.57.415.82122.7724.554.079.43.761.13 31001004.56.015.9612.5329158.24.27100.0720.012.50 41001006.08.021.0416.52369
高频焊H钢比重对照表
格式:pdf
大小:106KB
页数:6P
4.8
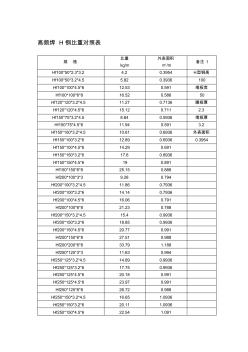
高频焊h钢比重对照表 规格 比重 kg/m 外表面积 ㎡/m 备注1 hf100*50*2.3*3.24.20.3954h型钢高 hf100*50*3.2*4.55.820.3936100 hf100*100*4.5*612.530.591缘板宽 hf100*100*6*816.520.58850 hf120*120*3.2*4.511.270.7136腹板厚 hf120*120*4.5*615.120.7112.3 hf150*75*3.2*4.58.840.5936缘板厚 hf150*75*4.5*611.940.5913.2 hf150*100*3.2*4.510.610.6936外表面积 hf150*100*3.2*612.890.69360.3954 hf150*100*4.5*614.290
 高频焊接H型钢的生产与实践
高频焊接H型钢的生产与实践 高频焊接H型钢的生产与实践
格式:pdf
大小:465KB
页数:3P
4.5
介绍了高频焊接h型钢的优点、生产工艺及主要设备,并分析了原料、镦粗、挤压、微张力、冷却等工艺过程对h型钢质量的影响。
J55钢纵剖钢带高频焊套管研制最新文档
高频焊H型钢技术应用 (2)
格式:pdf
大小:13KB
页数:4P
4.5
一、高频焊接h型钢在国内外应用概述 具有节能、可持续循环利用的高频焊接薄壁h型钢,是一种符合科学发展观的高 校经济和用途广泛工程建材。我公司从国外引进先进的生产线和生产技术,经过 一段时间的市场开发,已经在产业厂房,公共建筑、机场展馆、钢结构住宅、农 业大棚等领域应用。近年来,高频焊接薄壁h型钢在日本、美国以及欧洲国家应 用的比较普及,特别是在建筑屋面樑及柃条上占了很大的比例。由于全球热轧型 钢的产量达到2000万吨以上,而主要消耗在建筑的柱和主梁上,为降低用钢量, 国内外工程迫切需要一种互补性的建材,高频焊接h型钢的独特上风突现出来, 市场需求量迅速增长。 据统计,日本生产的高频焊接薄壁h型钢为20万吨/年,尽大部分是日本柱友金 属生产,大部分应用在民用住宅,房屋建筑达到150~200万栋。美国45%、欧 洲60%、瑞典90%的产业建筑屋面柃条较大比

高频焊接H型钢型号
格式:pdf
大小:114KB
页数:5P
4.5
高频焊接h型钢型号、截面尺寸、理论重量表 jg/t137-2001 序号型号高度x宽度 截面尺寸理论重 量kg/m 序号 型号高度x宽 度 截面尺寸理论重量 kg/mhbt1t2hbt1t2 1 100*50 100502.33.24.2071 350*150 3001503.24.519.16 2100503.24.55.82723001503.26.022.62 3 100*100 1001004.56.012.53733001504.56.026.07 41001006.08.016.52743001504.58.030.64 5 120*120 1201203.24.511.2775300150
J55钢套管螺纹漏水的原因及对策 J55钢套管螺纹漏水的原因及对策
格式:pdf
大小:367KB
页数:5P
4.6
针对j55钢套管出现螺纹连接处漏水现象,通过锰盐磷化和锌盐磷化接箍进行上卸扣试验分析,认为螺纹粘扣是造成螺纹连接处漏水的主要原因。从上扣扭矩、接箍磷化、螺纹脂、螺纹参数及螺纹表面质量几方面对影响粘扣的因素进行了详细分析,提出了合理的上扣扭矩量、优化的螺纹参数、优良的磷化工艺以及选择优质的螺纹脂,可从根本上解决套管接箍端螺纹漏水问题。
J55油套管钢腐蚀影响因素研究 J55油套管钢腐蚀影响因素研究
格式:pdf
大小:396KB
页数:未知
4.8
综述了j55油套管钢腐蚀的研究进展,提供了影响j55油套管钢腐蚀的关键因素。研究发现,在温度、co2分压、流速、矿化度、cl-、hco3-和时间条件下j55油套管钢的腐蚀速率均呈现极值,酸化液、硫酸盐还原菌(srb)以及拉应力加速腐蚀,而微量h2s、ph值、嗜油好氧细菌、压和弯曲应力减缓腐蚀;腐蚀产物膜的成分与结构因腐蚀环境不同而各异,致密、结合力强的膜才能抑制腐蚀;原油、h2s和o2的加入改变反应的传质过程和界面状态。
高频焊接钢管 高频焊接钢管
格式:pdf
大小:224KB
页数:未知
4.5
钢管的抗弯和抗扭能力较一般钢材大,是一种经济断面钢材。随着工业的发展,需要大量钢管,因此,电焊钢管生产技术有了飞跃发展,其中高频焊接钢管是发展电焊钢管生产的主要方向。在奋发图强、自力更生的精神鼓舞下,我们试制成功高频接触焊管和高频感应焊管,在生产实践中,效果显著,现简介于下。一、高频焊管原理高频焊管机由机械和电气两部分组成。机械部分包括带钢对焊机、展卷机、切边机、成型机、焊接机、定径机、锯断机等,组成钢管自动生产线。电气部分为一台高频发生器,图1为发生器的原理图,外电源输入经整流后,送入振荡管屏极,与槽路偶合产生高频振荡,由输出变压器将高频电能,通过接触块(或感应器)输送给管子,进行加热焊接。
 石油套管用热轧带钢J55的研制与开发
石油套管用热轧带钢J55的研制与开发 石油套管用热轧带钢J55的研制与开发
格式:pdf
大小:261KB
页数:2P
4.5
介绍了本溪钢铁(集团)有限公司研制开发的j55石油套管用热轧带钢的化学成分、静态cct曲线、实际生产工艺及成品带钢的金相组织和力学性能,此产品已成功应用于辽河油田和大庆油田。
石油套管用钢J55翘皮缺陷浅析 石油套管用钢J55翘皮缺陷浅析
格式:pdf
大小:354KB
页数:未知
4.6
介绍了唐钢1580生产线生产石油套管用钢j55的工艺流程、产品成分性能及钢卷表面出现翘皮缺陷的现象。对连铸坯质量、粗轧立辊轧制力、热卷箱模式等因素进行了试验分析,认为j55出现翘皮缺陷是由于连铸坯表面存在角裂纹,在经粗轧立辊轧制后进一步加重产生的。而连铸坯角裂缺陷的产生与连铸拉速的波动及铌的碳氮化物在奥氏体晶界析出有关。提出了加强对二冷喷嘴的检查维护力度,保证铸坯宽度方向温度均匀分布;提高铸坯矫直前温度和钢中钛含量的改进措施。
J55钢纵剖钢带高频焊套管研制相关
文辑推荐
知识推荐
百科推荐


职位:钢结构工程师
擅长专业:土建 安装 装饰 市政 园林


