

H型钢轧机T型螺栓套管施工技术
格式:pdf
大小:173KB
页数:3P
人气 :94
 4.4
4.4
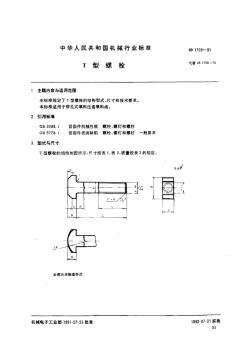
地脚螺栓预留孔采用钢制T型螺栓套管,是莱钢大型H型钢轧钢工程中轧机设备安装的关键技术。为保证套管的施工质量,制定了套管安装的质量标准、施工工艺流程及检查点,对套管的制作、测量放线、固定、混凝土浇注等分别作了要求,工程一次验收合格。



 H型钢初轧机推床翻钢机技术改进
H型钢初轧机推床翻钢机技术改进 H型钢初轧机推床翻钢机技术改进
对h型钢热连轧生产线原推床翻钢机在使用过程中出现的问题进行了分析,对其重要部件即翻钢机、推床本体、推床护板等做了技术改进,从而解决了原设备在生产中存在的不足,使翻钢机的翻钢时间从原来的21s减少为2.3s,大大提高了轧制节奏,降低了维修成本,提高了产能。
汽轮机底座预埋螺栓套管精度控制 汽轮机底座预埋螺栓套管精度控制
钢筋混凝土汽轮机底座工程作为发电厂工程的重要环节,其对于整个工程的重要性相当于人的心脏,向来是土建施工中的一大难点。其中螺栓套管的预埋精度控制更是重中之重,一旦其出现倾斜或是位移,补救非常困难。因此,钢筋混凝土汽轮机底座内螺栓套管的安装精度控制是重点,也是难
编辑推荐下载
H型钢轧机方案
格式:pdf
大小:162KB
页数:13P
4.3
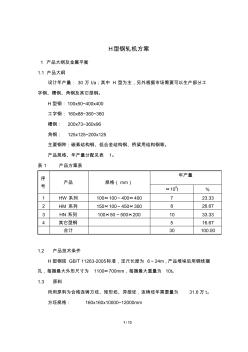
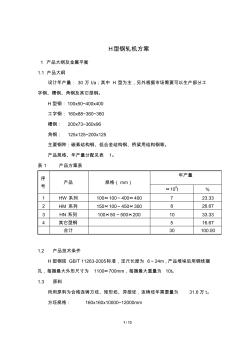
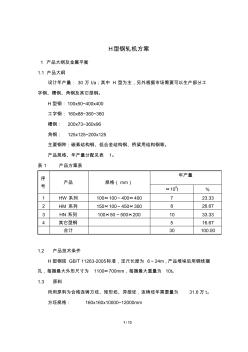
1/13 h型钢轧机方案 1产品大纲及金属平衡 1.1产品大纲 设计年产量:30万t/a;其中h型为主,另外根据市场需要可以生产部分工 字钢、槽钢、角钢及其它型钢。 h型钢:100x50~400x400 工字钢:160x88~360~360 槽钢:200x73~360x96 角钢:125x125~200x125 主要钢种:碳素结构钢、低合金结构钢、桥梁用结构钢等。 产品规格、年产量分配见表1。 表1产品方案表 序 号 产品规格(mm) 年产量 ×104t% 1hw系列100×100~400×400723.33 2hm系列150×100~450×300826.67 3hn系列100×50~500×2001033.33 4其它型钢516.67 合计30100.00 1.2产品技术条件 h型钢按gb
H型钢轧机方案 (2)
格式:pdf
大小:162KB
页数:13P
4.4
1/13 h型钢轧机方案 1产品大纲及金属平衡 1.1产品大纲 设计年产量:30万t/a;其中h型为主,另外根据市场需要可以生产部分工 字钢、槽钢、角钢及其它型钢。 h型钢:100x50~400x400 工字钢:160x88~360~360 槽钢:200x73~360x96 角钢:125x125~200x125 主要钢种:碳素结构钢、低合金结构钢、桥梁用结构钢等。 产品规格、年产量分配见表1。 表1产品方案表 序 号 产品规格(mm) 年产量 ×104t% 1hw系列100×100~400×400723.33 2hm系列150×100~450×300826.67 3hn系列100×50~500×2001033.33 4其它型钢516.67 合计30100.00 1.2产品技术条件 h型钢按gb
H型钢轧机T型螺栓套管施工技术热门文档
H型钢轧机方案 (3)
格式:pdf
大小:162KB
页数:13P
4.6
1/13 h型钢轧机方案 1产品大纲及金属平衡 1.1产品大纲 设计年产量:30万t/a;其中h型为主,另外根据市场需要可以生产部分工 字钢、槽钢、角钢及其它型钢。 h型钢:100x50~400x400 工字钢:160x88~360~360 槽钢:200x73~360x96 角钢:125x125~200x125 主要钢种:碳素结构钢、低合金结构钢、桥梁用结构钢等。 产品规格、年产量分配见表1。 表1产品方案表 序 号 产品规格(mm) 年产量 ×104t% 1hw系列100×100~400×400723.33 2hm系列150×100~450×300826.67 3hn系列100×50~500×2001033.33 4其它型钢516.67 合计30100.00 1.2产品技术条件 h型钢按gb

U型螺栓
格式:pdf
大小:57KB
页数:2P
4.6
序号管子外径d0rd毛坯长labmc1000件重量/㎏ 114898332222 21810108352624 32212135423483 42514143443888 53318160484699 638201925552171 742222025756180 845242105960188 948252206062196 1051272256266200 1157312406674214 1260322506776223 1376402897592256 1483433107898276 15894632581104290 161025336593122575 17108

大跨度重型螺栓球钢屋盖网架吊装施工技术
格式:pdf
大小:1.7MB
页数:5P
4.7
珠海航展中心新建主展馆工程总建筑面积75249.47m~2,屋盖为螺栓球式网架,采用超大型液压同步提升施工技术,提升总重约5400t,提升高度16m。主要介绍该工程的施工方法及控制要点以及本工程中运用的相关措施。
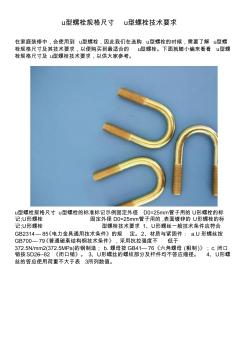
u型螺栓规格尺寸u型螺栓技术要求
格式:pdf
大小:934KB
页数:2P
4.5
u型螺栓规格尺寸u型螺栓技术要求 在家庭装修中,会使用到u型螺栓,因此我们在选购u型螺栓的时候,需要了解u型螺 栓规格尺寸及其技术要求,以便购买到最适合的u型螺栓。下面就随小编来看看u型螺 栓规格尺寸及u型螺栓技术要求,以供大家参考。 u型螺栓规格尺寸u型螺栓的标准标记示例固定外径d0=25mm管子用的u形螺栓的标 记;u形螺栓固定外径d0=25mm管子用的,表面镀锌的u形螺栓的标 记;u形螺栓型螺栓技术要求1、u形螺丝一般技术条件应符合 gb2314—85《电力金具通用技术条件》的规定。2、材质与紧固件:a.u形螺丝按 gb700—79《普通碳素结构钢技术条件》,采用抗拉强度不低于 372.5n/mm2(372.5mpa)的钢制造;b.螺母按gb41—76《六角螺母(粗制)》;c.闭口 销按sd26—82《闭口销》。3、u形螺
H型钢轧机T型螺栓套管施工技术精华文档
U型螺栓 (2)
格式:pdf
大小:9KB
页数:1P
4.4
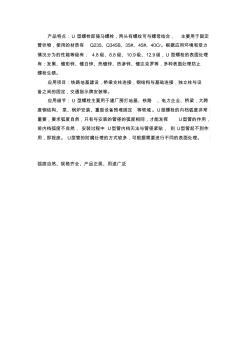
产品特点:u型螺栓即骑马螺栓,两头有螺纹可与螺母结合,主要用于固定 管状物,使用的材质有q235、q345b、35#、45#、40cr。根据应用环境和受力 情况分为的性能等级有:4.8级、8.8级、10.9级、12.9级,u型螺栓的表面处理 有:发黑、镀彩锌、镀白锌、热镀锌、热渗锌、镀达克罗等,多种表面处理防止 螺栓生锈。 应用项目:铁路地基建设,桥梁支柱连接,钢结构与基础连接,独立柱与设 备之间的固定,交通指示牌安装等。 应用细节:u型螺栓主要用于建厂房打地基、铁路、电力企业、桥梁,大跨 度钢结构、泵、锅炉安装、重型设备预埋固定等领域。u型螺栓的内档弧度非常 重要,要求弧度自然,只有与安装的管径的弧度相同,才能发挥u型管的作用, 若内档弧度不自然,安装过程中u型管内档无法与管径紧贴,则u型管起不到作 用,即报废。u型管的防腐处理的方式较多,可根据需要进行不
H型钢轧机除鳞集管的装焊 H型钢轧机除鳞集管的装焊
格式:pdf
大小:105KB
页数:3P
4.7
轧机除鳞集管结构复杂、焊缝密集、焊缝探伤要求的比例高、结构形位公差控制严。在生产中,运用焊接技术理论并结合多年的实际经验,经过综合分析制定出了一套正确的制造工艺,使生产的三个除鳞集管的质量均较好地满足了技术要求。
风机叶片中T型螺栓和预埋螺栓对比分析 风机叶片中T型螺栓和预埋螺栓对比分析
格式:pdf
大小:101KB
页数:2P
4.4
主要阐述了目前风力发电机叶片中主要采用的两种螺栓使用技术,t型螺栓和预埋螺栓;同时对两种不同的技术进行了说明、工艺影响性分析、成本的差别以及在生产过程中使用的设备和工装的区别。从而得出结论,目前t型螺栓更适合于大功率叶片。
H型钢轧机组施工方案
格式:pdf
大小:317KB
页数:45P
4.8
1 h型钢厂增建近终型h型钢轧机组工程 主轧线设备安装施工方案 建设公司机电安装分公司 *****年九月十七日 2 h型钢厂增建近终型h型钢轧机组工程 主轧线设备安装施工方案 会签审批栏 编制单位机电安装分公司工程管理办公室: 编制人 审核人 施工负责人主任工程师: 建设单位意见: 监理单位意见: 3 目录 ⅰ.工程概况4 1.0厂房布置4 2.0生产线设置4 3.0主要设备简况4 4.0设计生产工艺6 ⅱ.施工进度及计划安排8 ⅲ.施工方案9 1.0施工准备9 2.0通用施工方案10 3.0典型设备安装方案18 ⅳ.大临设置及文明施工32 1.0大临设置32 2.0文明施工管理32 ⅴ.技术保证措施35 1.0技术执行标准35 2.0主要施工技术措施36 ⅵ.质量保证措施

汇利兴T型螺母T型螺栓所有规格尺寸
格式:pdf
大小:3.5MB
页数:5P
4.6
汇利兴t型螺母、t型螺栓、滑块、螺母有很多规格,小编为大 家把所有的规格尺配上图片都放上来,希望对您有所帮助。 20系列铝型材用t型螺母 30系列铝型材用m6滑块螺母 30系列铝型材用m4/5/6t型螺母 40系列铝型材用m6滑块螺母 40系列铝型材用m8滑块螺母 40系列铝型材用t型螺母 45系列铝型材用t型螺母 m6x16t型螺栓 m8x16t型螺栓 40系列铝型材用m8x20t型螺栓 m8x25t型螺栓(45系列) m8x30t型螺栓(40系列) m8x35t型螺栓(40系列)
H型钢轧机T型螺栓套管施工技术最新文档
湘钢H型钢轧机方案
格式:pdf
大小:137KB
页数:10P
4.4
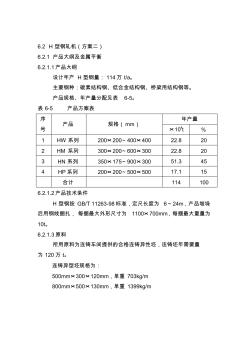
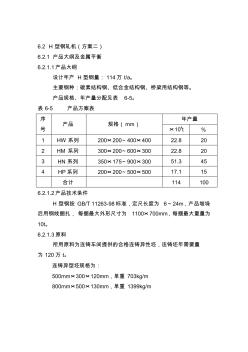
6.2h型钢轧机(方案二) 6.2.1产品大纲及金属平衡 6.2.1.1产品大纲 设计年产h型钢量:114万t/a。 主要钢种:碳素结构钢、低合金结构钢、桥梁用结构钢等。 产品规格、年产量分配见表6-5。 表6-5产品方案表 序 号 产品规格(mm) 年产量 ×104t% 1hw系列200×200~400×40022.820 2hm系列300×200~600×30022.820 3hn系列350×175~900×30051.345 4hp系列200×200~500×50017.115 合计114100 6.2.1.2产品技术条件 h型钢按gb/t11263-98标准,定尺长度为6~24m,产品堆垛 后用钢线捆扎,每捆最大外形尺寸为1100×700mm,每捆最大重量为 10t。 6.2.1.3原料 所用原料
湘钢H型钢轧机方案 (2)
格式:pdf
大小:137KB
页数:10P
4.5
6.2h型钢轧机(方案二) 6.2.1产品大纲及金属平衡 6.2.1.1产品大纲 设计年产h型钢量:114万t/a。 主要钢种:碳素结构钢、低合金结构钢、桥梁用结构钢等。 产品规格、年产量分配见表6-5。 表6-5产品方案表 序 号 产品规格(mm) 年产量 ×104t% 1hw系列200×200~400×40022.820 2hm系列300×200~600×30022.820 3hn系列350×175~900×30051.345 4hp系列200×200~500×50017.115 合计114100 6.2.1.2产品技术条件 h型钢按gb/t11263-98标准,定尺长度为6~24m,产品堆垛 后用钢线捆扎,每捆最大外形尺寸为1100×700mm,每捆最大重量为 10t。 6.2.1.3原料 所用原料
大型螺栓球钢管网架的施工 大型螺栓球钢管网架的施工
格式:pdf
大小:122KB
页数:3P
4.7
介绍天津无缝钢管厂管加工分厂工程8万m2螺栓球钢管网架结构的施工技术。对这样大面积的螺栓球钢管网架,精度要求高,而且使用在设有桥式天车的工业厂房上,国内外少见。
扭剪型螺栓施工要求
格式:pdf
大小:14KB
页数:3P
4.4
范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤 时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺 栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得混 放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求 (一般要求q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁皮,处 理后的摩擦面可生成赤锈面后安装螺栓(一般露天存1
膨胀螺栓套管冲压成形工艺 膨胀螺栓套管冲压成形工艺
格式:pdf
大小:238KB
页数:2P
4.5
介绍了一种新型膨胀螺栓套管的冲压成形工艺,并针对该零件的窄长槽口提出了内冲四口的新方法,设计了专用的切口模,对类似零件的加工将有一定的参考和借鉴价值。在模具结构中多采用活动凹模。
轧机机架地脚螺栓断裂的修理技术探析 轧机机架地脚螺栓断裂的修理技术探析
格式:pdf
大小:409KB
页数:2P
4.3
通过在轧机机架底板下部拆除一个操作工艺腔,在操作工艺腔内重新安装螺栓紧固,解决了地脚螺栓t型头不能穿过机架底座孔的问题,保证了轧机机架的稳定性。
大型H型钢轧机翻钢机构的分析与改造 大型H型钢轧机翻钢机构的分析与改造
格式:pdf
大小:165KB
页数:未知
4.8
该文通过对大型h钢翻钢系统的排查,找出大规格型钢无法翻钢的原因并对系统做出适应性改造,解决了大规格h型钢的樊纲问题,实施后经济效益显著。
莱钢H型钢轧机轧辊气雾冷却试验 莱钢H型钢轧机轧辊气雾冷却试验
格式:pdf
大小:485KB
页数:3P
4.6
针对用水直接冷却轧辊存在冷却不均、轧件断面温差大等问题,在莱钢小型h型钢生产线上进行了轧辊气雾冷却的试验,结果表明,气雾冷却能使轧辊轧制量提高约25%,h型钢腹板内冷却水减少约2/3,h型钢表面最大温差减少14~16℃。
高强度螺栓大型钢结构连接节点施工技术 高强度螺栓大型钢结构连接节点施工技术
格式:pdf
大小:263KB
页数:2P
4.3
针对俄罗斯某超高层建筑重型钢桁架转换层采用全螺栓12.9级摩擦型高强度连接节点施工的关键技术及难点,研究制定了有效的技术及管理保障措施,包括连接钢板的钻孔及钢板弯曲曲率出厂前的预检、高强度螺栓现场施拧的合理施工顺序、质量复检等质量控制方案,实践结果表明施工技术及质量控制方法有效可行,工程质量达到了设计及当地有关规范的要求。
H型钢轧机T型螺栓套管施工技术相关
文辑推荐
知识推荐
百科推荐


职位:水利工程材料员
擅长专业:土建 安装 装饰 市政 园林


