

H型钢焊接生产线工艺流程及配用人员图解(供参考)
格式:pdf
大小:108KB
页数:2P
人气 :52
 4.4
4.4
H型钢焊接生产线工艺流程及配用人员图解(供参考) 原材料备料→直条切割机下料 (1 人)→ H型钢组装机组装( 2 人)→龙门埋弧焊接机焊接 (2 人)→ H型钢翼缘矫正机矫 正( 1人)→ H型钢抛丸机清理( 2 人)→钻孔、组焊附件、涂装→出厂 说明:虚线框所指工序不属本焊接生产线的工作范围。由图可见操作本生产线设备只需 6人(其他辅助人员如吊装等除外) H型钢焊接生产线设备布置及功率配置图示(供参考) 说明:1、由上图可以看出,该生产线所需厂房至少为 18×96m,全套生产线配电至少为 420KW。 2、 上布置均考虑到工序流程,吊装等问题。 3、此设备布置仅作参考。 成都焊研威达自动焊接设备有限公司 地址: 四川 成都( 610051) 二环路东一段 29号 电话:(028)83289333 传真:(028)83280333 第 2 页 共 2 页 H 型钢生产设备报价表 序号



编辑推荐下载

1-长轨焊接生产线
格式:pdf
大小:5.3MB
页数:37P
4.6
--1-- 长钢轨焊接生产线 一、焊接工艺及工艺布置 (一)工艺流程的确定 1、焊轨生产线工艺的确定 目前,国内铁路工务系统工厂接触焊接工艺多采用以下方案:除锈——焊接 ——粗打磨——正火——热矫直——强制冷却——精磨——冷矫直——探伤— —长轨存放。国外铁路工厂焊接的接触焊接工艺少(不正火、不探伤),基本采 用自然冷却以及冷矫直的方案。由于客运专线焊接接头的平顺性和焊接质量要求 高于国内现有的标准,因此经过多方考察和论证,在结合国内技术要求的同时采 用了部分国外的先进经验,实践证明是合理可行的。 客运专线焊接生产线的工艺流程采用了增加选轨台对钢轨进行选择,根据情 况,进行钢轨轨端预校直、甚至锯切的预处理程序。 (1)预处理程序 钢轨检查——轨端校直——轨端锯切——选轨台备用 (2)焊接程序 选轨台——除锈——焊接——粗打磨——正火——强制冷却——冷矫直— —精磨——探伤——
锅炉焊接生产工艺
格式:pdf
大小:88KB
页数:11P
4.3
锅炉焊接施工工艺 个人认为相当不错锅炉安装焊接施工工艺标准 1适用范围 本标准适用于工业锅炉受热面管子、管束、锅筒与管子、集箱与管子、锅炉本体 管道、异种钢接头和锅炉钢结构的焊接及返修工程。 2施工准备 2.1材料 2.1.1钢材必须符合国家标准或部颁标准。 2.1.2根据焊接母材的钢号,正确选择相应的焊接材料。 2.1.3焊条和焊丝的牌号和直径,钨极的类型、牌号和直径,保护气体的名称和 种类应符合焊接工艺评定的要求,并有相应的合格证或质量证明书。 2.2机具、设备 2.2.1设备:氩弧焊焊接设备、交直流电焊机、气焊设备、热处理设备、射线探 伤设备、超声波探伤设备、磁粉探伤设备、烘干箱角、磨机、碳弧气刨等。 2.2.2机具:焊缝检测尺、保温筒等。 2.3作业条件 2.3.1焊接允许的环境温度应符合表2.3.1的规定。 焊接母材 碳素钢 低合金钢 中高合金钢 最低
H型钢焊接生产线工艺流程及配用人员图解热门文档
第四节焊接生产工艺过程的设计
格式:pdf
大小:896KB
页数:13P
4.5
1 第四节焊接生产工艺过程的设计 焊接结构随着焊接技术的发展及其独特的优点,目前已得到广泛应用。但与焊接结 构使用条件要求的日益复杂和苛刻相对应,对焊接设计以及生产控制等也提出了更高的要 求。焊接设计包括焊接结构设计、焊接生产工艺过程设计、焊接检验设计等,包含着产品设 计有关焊接方面要求的内容。焊接生产过程就是采用焊接加工工艺方法,将毛坯、零件等连 接起来制成焊接结构的生产过程。焊接结构产品许多就是最终产品,如大型球罐、全焊船舶、 工业锅炉(其中包括大型电站锅炉)等。焊接产品的一般制造流程如图6-1所示。 图6-1焊接产品的一般制造流程 一、焊接结构设计方法 焊接结构是金属结构中一种最主要的结构形式。焊接结构的设计在焊接结构的生产过 程中是一个非常重要的环节,是保证焊接结构正常安全使用以及决定结构制造工艺是否更趋 合理,做到技术先进、经济合理的前提。一般焊接结构
 上海船舶工艺所管子-法兰自动焊接生产线
上海船舶工艺所管子-法兰自动焊接生产线 上海船舶工艺所管子-法兰自动焊接生产线
格式:pdf
大小:91KB
页数:1P
4.6
上海船舶工艺研究所承担的“管子一法兰机器人自动焊接生产线技术研究”项目通过了中国船舶工业集团公司组织的验收。 该项目采用了现代信息技术,以及机器人、自动化等先进技术,实现了机器人自动焊接工艺技术、生产线集中控制等5项关键技术突破。

H型钢生产工艺流程
格式:pdf
大小:306KB
页数:8P
4.8
h型钢生产工艺流程 为生产出质量好、成本低的h型钢,首先需要确定一个合理的生产工艺流程。目前各主要 h型钢厂所采用的工艺流程如图所示。 h型锅炉生产工艺流程示意图 一般小号h型钢多选用方坯,大号h型钢多选用异形坯,方坯和异形坯可用连铸坯,也可 由初轧直接供给。钢坯在经过精整和称重后,装人步进式加热炉中加热到1200~1250℃出 炉。步进式炉大多数采用双绝热滑轨和轴流式烧嘴,可对不同规格钢坯提供最佳的温度控制, 并节约燃料。 钢坯出炉后,先用1800mpa的高压水除鳞,然后被送入开坯机轧制。开坯机一般为两辊可 逆式轧机,在开坯机上需要轧制7~13道左右,然后轧件被送往热锯,热锯只负责切去头 尾未成形部分。最后再把轧件送入万能粗轧机轧制,一般轧制数道后送人万能精轧机,轧一 道最后成形。这时还要再次切去头尾,并按定货要求把轧件切成定尺长度再送往冷床冷却。
H型钢生产工艺流程
格式:pdf
大小:279KB
页数:6P
4.4
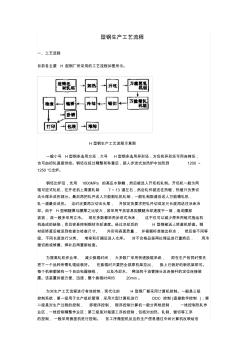
型钢生产工艺流程 一、工艺流程 目前各主要h型钢厂所采用的工艺流程如图所示。 h型钢生产工艺流程示意图 一般小号h型钢多选用方坯,大号h型钢多选用异形坯,方坯和异形坯可用连铸坯, 也可由初轧直接供给。钢坯在经过精整和称重后,装人步进式加热炉中加热到1200~ 1250℃出炉。 钢坯出炉后,先用1800mpa的高压水除鳞,然后被送入开坯机轧制。开坯机一般为两 辊可逆式轧机,在开坯机上需要轧制7~13道左右,然后轧件被送往热锯,热锯只负责切 去头尾未成形部分。最后再把轧件送入万能粗轧机轧制,一般轧制数道后送人万能精轧机, 轧一道最后成形。这时还要再次切去头尾,并按定货要求把轧件切成定尺长度再送往冷床冷 却。由于h型钢腿厚与腰厚之比较大,若采用平放容易因腰腿冷却速度不一致,造成腰部 波浪,故一般多采用立冷。现在多数都采用步进式冷床,这不仅可以减少原来用链式拖运
H型钢焊接生产线工艺流程及配用人员图解精华文档
船舶工艺所管子-法兰自动焊接生产线通过验收 船舶工艺所管子-法兰自动焊接生产线通过验收
格式:pdf
大小:521KB
页数:1P
4.3
日前,上海船舶工艺研究所"管子-法兰机器人自动焊接生产线技术研究"项目通过了中船集团公司自筹经费项目内部验收。该项目运用了现代信息技术以及机器人、自动化等先进施工技术,实现了机器人自
机车变压器油箱焊接生产线工艺分析 机车变压器油箱焊接生产线工艺分析
格式:pdf
大小:197KB
页数:1P
4.6
油箱是机车牵引变压器核心部件的保护罩,对变压器能否正常稳定运行起着重要的作用。其焊接工艺复杂、质量要求高、生产周期长,成为企业效能和质量提升的一个瓶颈环节。本文从油箱焊接过程出发,对焊接过程中的关键工艺进行了详细分析。
 一种矿山用钢筋网自动化焊接生产线的设计
一种矿山用钢筋网自动化焊接生产线的设计 一种矿山用钢筋网自动化焊接生产线的设计
格式:pdf
大小:557KB
页数:3P
4.4
设计一条钢筋网自动化焊接生产线,包括经料送料平台、纬料自动分料及上料机构、多点电阻点焊机、接料平台、卸料机械手。从上料到出料依靠电机、汽缸之间的协调工作来实现。并由单片机和plc实现控制功能,上位机用mcgs组态软件在整个过程监视现场,采集工作状态及参数,起到监控作用。
钢管环缝焊接生产线的PLC控制 钢管环缝焊接生产线的PLC控制
格式:pdf
大小:325KB
页数:2P
4.6
钢管的对焊在锅炉、石油等行业有着广泛的应用。根据钢管对焊的工艺特点及生产批量要求,目前在工程实际中广泛采用co_2气体保护焊,以充分发挥其焊接成本低,焊接变形小,节能及便于组织流水线生产,以充分发挥co_2气体保护焊生产效率高的优点。以往的焊接生产线主要采用由“与非门”、“rs”触发器等电子逻辑元器件及继电器组成的步进
H型钢焊接生产线工艺流程及配用人员图解最新文档
EVG全自动钢筋桁架焊接生产线作业指导书
格式:pdf
大小:6.6MB
页数:22P
4.5
全自动钢筋桁架焊接成型设备 tsd7-30b型桁架焊接生产线此套设备是evg公司 (entwicklungs-undverwertungs-gesellschaftm.b.h)结合国内 实际生产需要而进行研制、生产的全自动钢筋桁架焊接成型设备。 随着技术的不断发展和钢筋桁架全球化发展趋势。钢筋桁架焊接 主机设有windowsxp操作屏,通过屏幕可以观看设备工作状态,并 可方便得调节设备运作参数和焊接参数。 全线主要工作部分采用液压传动方式,动作可靠,精度高。 焊接时不易产生火花且噪声小。 操作方便,维修简单。 该设备布置合理,外形美观。 全自动钢筋桁架焊接成型设备主要组成部分如下: 1、放线机(wirepay-offsgv3000-5) 放线机:主要由放线站,钢筋监测系统,偏转辊及钢筋引导架所 组成。 该套放线机由我司自行加工,制作,组装
焊接H型钢制作工艺设计规范流程完整
格式:pdf
大小:410KB
页数:24P
4.5
焊接h型钢制作工艺规程 1.主体内容和适用范围本工艺规则规定了焊接h型钢产品一般制作流程 和检验要求。本规程适用于焊接h型钢产品的制作、检验、涂装要求等 2.引用规范与标准 gb709-88《热轧钢板和钢带的尺寸、外形、重量及允许偏差》 gb50205-2001《钢结构工程施工质量验收规范》 jgj99-88《高层民用建筑钢结构技术规程》 jgj81-2002《建筑钢结构焊接技术规程》 yb3301-02《焊接h型钢》 gb50017-2003《钢结构设计规范》 gb11345-89《钢焊缝手工超声波探伤方法和探伤结果分级》 q/zjg-012-2004《焊接h型截面钢制产品质量标准》 3.人员、设备、材料的要求 3.1人员要求 焊工须参加相应资格的焊工考试,合格后方可进行相应资格的焊接作业。所有参 加焊接的焊工必须按照相应的焊接工艺规程的规
并行工程方法在焊接生产线及夹具设计制造中的应用 并行工程方法在焊接生产线及夹具设计制造中的应用
格式:pdf
大小:331KB
页数:5P
4.7
论述了并行工程方法在焊接生产线及夹具设计制造中的应用,提出了采用并行工程方法实施焊接生产线设计制造的新思路,达到了节约资金、缩短时间和减少失误的目的。同时着重对柔性焊接夹具的设计方法以及焊接生产线设计制造任务的调度进行了分析和研究。提出了利用基于夹具库的结构可调整型柔性夹具设计和实例推理进行夹具的方案设计,加快了夹具设计的速度,并提高了设计的合理性,缩短了焊接夹具的设计制造的周期,解决了基于并行工程环境下焊接夹具这一“瓶颈”问题。并分析了设计任务的调度策略,指出了科学的任务调度是并行工程环境下完成焊接生产线及夹具设计制造任务的关键之一。
焊接H型钢自动化生产线技术及应用 焊接H型钢自动化生产线技术及应用
格式:pdf
大小:332KB
页数:3P
4.8
本文针对焊接h型钢自动生产线进行了研究。根据该生产线自动化程度高、工艺精度高的特点,着重介绍了plc控制与无纸化生产。通过这些技术手段,大幅度提高了生产效率。该生产线已经成功应用于实际生产。
 焊接H型钢梁的制作工艺流程
焊接H型钢梁的制作工艺流程 焊接H型钢梁的制作工艺流程
格式:doc
大小:33KB
页数:4P
4.6
本文将详细介绍焊接h型钢梁的制作工艺流程,包括材料准备、构件加工、焊接工艺以及质量控制等内容。通过对比不同工艺的优缺点,帮助读者更好地理解和应用于建设工程领域。
焊接生产的质量管理
格式:pdf
大小:264KB
页数:9P
4.8
版权所有-中职教学资源网 http://www.***.***电话:010-52200939email:cnzj5u@163.com 欢迎投稿稿酬从优 第1页共9页 第三章焊接生产的质量管理 第一节焊接王序质量的影响因素及对策 工序质量是指在生产过程中加工工序对产品质量的保证程度。 工序是生产过程的基本环节,也是检验的基本环节。 焊接结构的生产包括许多工序,如金属材料的去污除锈、备料时的矫直、 划线、下料、坡口边缘加工、成形,焊接结构的配装、焊接、热处理等。 影响工序质量的因素,概括起来有:人员、设备、材料、工艺方法和 生产环境五个方面,简称“人、机、料、法、环”五因素。 一、焊接工序质量的影晌因素及控制 措 1.施焊操作人员因素 1)加强对焊工“质量第一、用户第一、下道工序是用户”的质量
金英焊接生产品质控制标准
格式:pdf
大小:61KB
页数:2P
4.5
浙江金英游乐设备有限公司编号20111104-1 焊接组生产品质控制标准页次1/2 一、目的: 为进一步提高工作效益,关于改善和提高产品质量,贯彻执行公司的总流程的指导,特制订本标准。 二、适用范围:焊接组生产质量控制 三、生产品质控制方针: 1、生产中必须高度重视产品质量,严格按照生产图纸进行生产,生产中因违反图纸的规定造成的产品 不合格,生产责任人负一级责任;按图生产因图纸的错误造成的产品不合格,制图人员负一级责任。 2、生产中必须严格执行公司的各项岗位操作标准,各岗位根据图纸要求必须做好自检、互检的各项工 作。任何生产岗位都有义务对自己生产的产品自检,都有责任对上一工序进行检验; 3、因自检和互检的工作缺失造成的产品质量问题,生产责任人负一级责任。 四、生产品质控制标准: 1、焊接品质: 1.1、外观: 1.1.1、材料不得有严重碰撞的凹凸不平或其他变形、有破裂
中轻型焊接H型钢自动生产线的设计和制造 中轻型焊接H型钢自动生产线的设计和制造
格式:pdf
大小:435KB
页数:4P
4.7
详细介绍了所设计制造的中轻型焊接h型钢自动生产线的工艺流程及配置的切割、组装、输送、焊接、翻转和矫正等设备。该自动生产线达到了高效优质的预期效果。产品质量完全满足了行业标准所提出的技术要求。论述了关键设备的结构特点和主要技术特性。提出了焊接h型钢组装点固、角焊缝焊接工艺和装焊矫合一的改进方案和发展方向。
中轻型焊接H型钢自动生产线的设计与制造 中轻型焊接H型钢自动生产线的设计与制造
格式:pdf
大小:181KB
页数:未知
4.6
详细介绍了所设计制造的中轻型焊接h型钢自动生产线的工艺流程及配置的切割、组装、输送、焊接、翻转和矫正等设备。该自动生产线达到了高效优质的预期效果。产品质量完全满足了行业标准所提出了技术要求。论述了关键设备的结构特点和主要技术特性。提出了焊接h型钢组装点固、角焊缝焊接工艺和装焊矫合一的改进方案和发展方向。
H型钢焊接生产线工艺流程及配用人员图解相关
文辑推荐
知识推荐
百科推荐


职位:工艺工程师
擅长专业:土建 安装 装饰 市政 园林


