

GC-SC-04钣金制造技术手册(前加工分册)00
格式:pdf
大小:5.9MB
页数:30P
人气 :79
 4.7
4.7
FOXCONN CNSBG事業群 NWE 產品事業處THE NET WORK ENCLOSURE OF CNSBG 系統名稱 SYSTEM: 工程品質管理系統 主題 SUBJECT: 鈑金製造技術手冊 (前加工分冊 ) 文件編號 DOCUMENT NO.: GC-SC-04 PAGE 1OF30 REV 00 1 ※※ 本文件之著作權及營業秘密內容屬於 CNSBG事業群 NWE產品事業處 ,非經准許不得翻印 ※※ ****** 目錄 ****** 項目 ITEM 內容 DESCRIPTION 頁次 PAGE 目錄⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 修訂履歷⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2 1 封面⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 2 第一章 鉚釘機⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯




富士康钣金制造技术手册
foxconn富金精密工业(深圳)有限公司nwe产品事业处 系统名称system主题subject:钣金制造技术手册page1ofxrev00 1 钣金制造技术手册 foxconn富金精密工业(深圳)有限公司nwe产品事业处 系统名称system主题subject:钣金制造技术手册page2ofxrev00 1 content目录: 前言 1第一章﹕下料 1.1laser 1.1.1laser机床加工原理 1.1.2laser加工工艺 1.2nct 1.2.1机床介绍 1.2.2机床加工参数 1.2.3常见加工方式 1.2.4nct加工工艺 1.3线切割 1.4剪床下料 2第二章﹕成型 2.1半剪 2.2抽桥 2.3色拉孔 2.4抽孔&抽芽 2.5垫角 3第三章﹕折床 4第四章﹕
钣金加工:压铆手册..
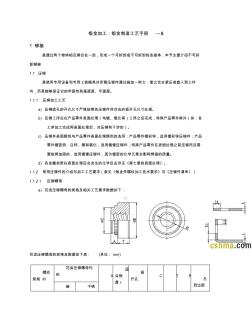
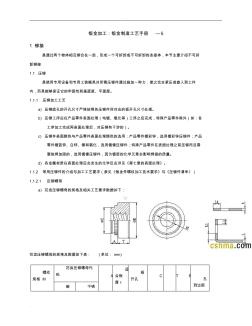
钣金加工:钣金制造工艺手册—5 1铆接 是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆 卸铆接 1.1压铆 是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件 内,而具能够保证它的牢固性和垂直度、平面度。 1.1.1压铆加工工艺 a)压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理。 b)压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各 工序加工完成再表面处理后,对压铆有干涉的)。 c)压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品 零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需 要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量。 d)各金属材质在表面处理后会发生的化学反应详见《第七
编辑推荐下载
钣金加工:压铆手册
格式:pdf
大小:1.3MB
页数:14P
4.5
. . 钣金加工:钣金制造工艺手册—5 1铆接 是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆 卸铆接 1.1压铆 是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件 内,而具能够保证它的牢固性和垂直度、平面度。 1.1.1压铆加工工艺 a)压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理。 b)压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各 工序加工完成再表面处理后,对压铆有干涉的)。 c)压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品 零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需 要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量。 d)各金属材质在表面处理后会发生的化学反

80.金属中框加工工艺制造技术
格式:pdf
大小:16KB
页数:1P
4.3
金属中框加工工艺制造技术 技术编号:18481737阅读:24留言:0更新日期:2018-07-2111:23 本发明专利技术涉及一种金属中框加工工艺,包括如下步骤:获取板材并将所述板材切割成直线型材;对所述直线型材进行精加工;对精加工后的所述直线型材 进行折弯处理,得到带有r角的金属边框;对所述金属边框进行焊接处理;对焊接处理后的所述金属边框放入压铸模具并提供压铸金属液,得到压铸成型且与 所述金属边框连接的中板,以形成金属中框。上述金属中框加工工艺,由于金属中框采用折弯、焊接、压铸成型工艺,该成型工艺减少了因金属边框加工余量所 导致的材料浪费,降低了原材料成本在总制造成本中的比重。同时减少了中间的冲压、cnc加工和热处理工序,降低了金属中框的加工时间,从而提高了整个 金属中框的生产效率。 machiningprocessofmetalframe the
GC-SC-04钣金制造技术手册(前加工分册)热门文档
钣金设计手册
格式:pdf
大小:2.2MB
页数:55P
4.8
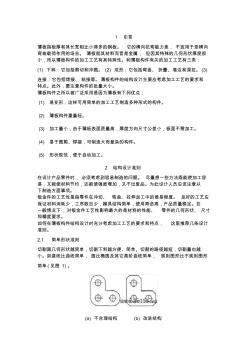
1引言 薄板指板厚和其长宽相比小得多的钢板。它的横向抗弯能力差,不宜用于受横向 弯曲载荷作用的场合。薄板就其材料而言是金属,但因其特殊的几何形状厚度很 小,所以薄板构件的加工工艺有其特殊性。和薄板构件有关的加工工艺有三类: (1)下料:它包括剪切和冲裁。(2)成形:它包括弯曲、折叠、卷边和深拉。(3) 连接:它包括焊接、粘接等。薄板构件的结构设计主要应考虑加工工艺的要求和 特点。此外,要注意构件的批量大小。 薄板构件之所以被广泛采用是因为薄板有下列优点: (1)易变形,这样可用简单的加工工艺制造多种形式的构件。 (2)薄板构件重量轻。 (3)加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工。 (4)易于裁剪、焊接,可制造大而复杂的构件。 (5)形状规范,便于自动加工。 2结构设计准则 在设计产品零件时,必须考虑到容易制造的问题。

钣金工程师手册0
格式:pdf
大小:724KB
页数:23P
4.6
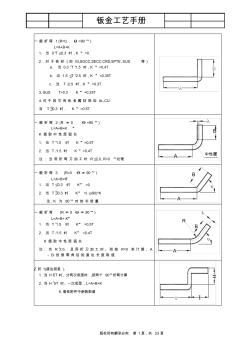
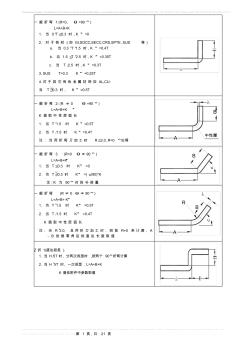
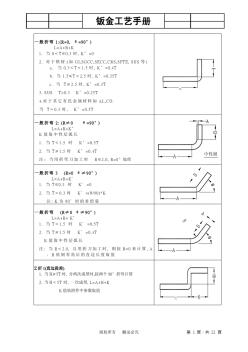
钣金工艺手册 版权所有翻录必究第1頁,共23頁 一般折弯1:(r=0,θ=90°) l=a+b+k 1.当0t0.3时,k’=0 2.对于铁材:(如gi,sgcc,secc,crs,spte,sus等) a.当0.3t1.5时,k’=0.4t b.当1.5t2.5时,k’=0.35t c.当t2.5时,k’=0.3t 3.sust>0.3k’=0.25t 4.对于其它有色金属材料如al,cu: 当t0.3时,k’=0.5t 一般折弯2:(r≠0θ=90°) l=a+b+k’ k值取中性层弧长 1.当t1.5时k’=0.5t 2.当t1.5时k’=0.4t
钣金设计工艺手册
格式:pdf
大小:750KB
页数:21P
4.8
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuse
GC-SC-04钣金制造技术手册(前加工分册)精华文档
钣金加工工艺
格式:pdf
大小:508KB
页数:16P
4.3
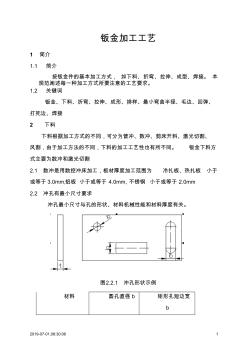
2019-07-01,08:30:061 钣金加工工艺 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本 规范阐述每一种加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、 打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、 风割,由于加工方法的不同,下料的加工工艺性也有所不同。钣金下料方 式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于 或等于3.0mm,铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽 b 2019-07-01,08:30:062

钣金加工检验标准
格式:pdf
大小:36KB
页数:4P
4.4
4.原材料检验标准 4.1金属材料 4.1.1钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。 4.1.2材料外观:平整无锈迹,无开裂与变形。 4.1.3尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。 4.2通用五金件、紧固件 4.3.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。 4.3.2尺寸:按图纸与国标要求,重要尺寸零缺陷。 4.3.2性能:试装配与使用性能符合产品要求。 5.工序质量检验标准 5.1冲裁检验标准 l对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。 l图纸中未明确标明之尖角(除特别注明外)均为r1.5。 l冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、 划伤、锈蚀等缺陷。 l毛刺:冲裁后毛刺高l≤5%t(t为板厚)。 l划伤

XHZ7940数控转子线圈加工中心的再制造技术改造
格式:pdf
大小:1.4MB
页数:5P
4.7
本文介绍西门子840dsl数控系统改造转子线圈加工中心的硬件配置、软件编程调试、机电设计、数控系统二次开发的主要特点与难点,描述转子线圈加工工艺方法,可以一次装夹实现转子线圈直线铜排的平面、槽、曲面、钻、镗等多工序加工。
钢塔制造技术
格式:pdf
大小:6.0MB
页数:57P
4.7
1 第二章钢索塔节段制造 第一节概述 南京三桥钢索塔制造与安装难度,主要表现在:(1)断面大、结构形式复杂、焊 缝密集、几何精度要求高,控制焊接变形、确保几何尺寸有一定难度;(2)根据受力 特点及线形要求,对钢索塔节段端面加工及测量划线提出了很高的要求:要求端面平 面度≤0.25mm;塔柱端面沿桥轴向和垂直于桥轴向与塔柱轴线的垂直度≤1/10000;节段 间壁板金属接触率≥50%,腹板金属接触率≥40%,纵肋金属接触率≥25%;(3)塔高 215m,每个塔柱共有22个节段,最重160t,而且每个接口有4000多个高强度螺栓, 如何吊装、如何保证金属接触率、如何保证塔柱线形也是南京三桥钢索塔建造的难点 之一。 因大断面钢索塔在国内是首次制造,没有可以借鉴的经验,为了确保南京三桥钢 索塔的制造与安装质量,针对其结构和制造难点,建设单位在前期进行了大量的研究 工作,
现代制造技术论文
格式:pdf
大小:17KB
页数:8P
4.8
现 代 制 造 技 术 论 文 数控车床刀架的故障分析与维修维护技术 摘要:通过在设备维修、生产等多部门方面的接触和工作,并在设备维修和设备管理工作中 不断地学习与积累大量的工作经验,现就普遍存在数控机床刀架的故障分析与维修维护技术的方 法与实践上做一剖析阐述。随着数控车床的发展,数控刀架开始向快速换刀、电液组合驱动和伺 服驱动方向发展。文中论述了常见经济型数控车床回转刀架的故障分析和排除的一般方法。 关键词:数控电动刀架回转刀架故障分析排除及分析 一、数控机床的基本组成 作为一种典型的机电一体化产品,数控机床主要由数控系统、伺服系统与位置检测装置、辅 助控制单元及机床裸机构成。 数控系统是数控机床最重要的组成部分,由硬件和软件组成。其作用是通过输入装置将用户 编制的、用以控制机床加工的程序输入系统,然后在系统内进行必要的数字运算和逻辑运算,将 用户程序转换成控制机床运动的
GC-SC-04钣金制造技术手册(前加工分册)最新文档
电气钣金加工制造集成系统的设计与应用
格式:pdf
大小:148KB
页数:1P
4.8
随着工业革命进程的加快,电子技术和计算机技术被应用到了工业生产中,成为了工业产品加工大规模自动化、机械化生产的重要因素。钣金加工企业的规模较小,没有形成统一化的集成规模,因此,提高钣金工艺的加工水平,推进钣金加工工艺的大规模发展以及电气钣金加工制造集成系统的设计刻不容缓。本文就电气钣金加工制造集成系统的设计与应用进行了深入探讨。
 汽车变形铝合金连杆节能制造技术
汽车变形铝合金连杆节能制造技术 汽车变形铝合金连杆节能制造技术
格式:pdf
大小:68KB
页数:未知
4.7
汽车变形铝合金连杆的工况复杂,力学性能要求高,因此,汽车变形铝合金连杆的生产需要进行人工时效处理来提高力学性能,但是人工时效处理时消耗大量的能源。冷变形不仅对汽车变形铝合金连杆的力学性能有影响,对人工时效过程的影响也至关重要,人工时效处理前进行冷变形可以促进人工时效过程的进行。本文研究了汽车变形铝合金连杆节能制造技术,即在人工时效处理前引入冷变形,大大降低了生产汽车变形铝合金连杆的工业能耗,而且汽车变形铝合金连杆的力学性能好、精度高,生产出的汽车变形铝合金连杆质量更好。

金属三明治板的制造技术
格式:pdf
大小:4.2MB
页数:14P
4.3
. 整理doc 金属三明治板的制造技术 . 整理doc . 整理doc . 整理doc . 整理doc . 整理doc . 整理doc . 整理doc . 整理doc . 整理doc . 整理doc . 整理doc . 整理doc . 整理doc 感谢您的支持与配合,我们会努力把内容做得更好!


04销售公司管理手册成品油营销业务分册(2017版)
格式:pdf
大小:381KB
页数:37P
4.7
1 销售公司成品油营销管理手册 (2017版) 2017年3月 2 目录 第一章成品油资源管理.................................................................................................................4 第一节管理职责.........................................................................................................................4 一、销售公司...........................................................................................

钣金加工工艺规范通则
格式:pdf
大小:21KB
页数:5P
4.5
钣金加工工艺规范通则 1、制件总体质量要求: 制件材质:符合图纸要求;材料厚度公差在+/-0.1mm以内。 制件表面:无明显划伤,表面处理符合图纸要求,对于不锈钢拉丝面, 纹理方向正确;表面无凹坑、麻点及其它质量缺陷,色泽均匀;折弯缝隙 小、均匀,沿折弯线方向无明显的折弯痕迹。焊缝均匀、光滑、无焊接残 色;边缘光滑无毛刺;锐角倒钝;表面无锈斑;对于管材制件(矩管、方 管与圆管),断口规则,内外均不能有毛刺,去毛刺时不能把断口截面打磨 出坡口。 制件尺寸:关键尺寸及角度严格在图纸公差范围以内,非关键性尺寸与 角度参考未注公差。 制件包装:总体要求为经济、安全、可靠、防潮、易于装卸;保证无论 是海运还是空运过程中不出现制件之间磕碰与摩擦,从而引发制件出现任何 质量问题。原则上不鼓励采用实木包装,除非客户特殊要求。包装外标识清 晰、内容齐全、美观、符合客户需求。 2、工艺

穿孔机上下机架加工制造技术改造
格式:pdf
大小:315KB
页数:2P
4.3
第34卷2006年第12期 129 经 验 mining&processingequipment 60000、2001、8、18。 (2)在f列当前年份设置为=year(now()); 在g列当前月份设置为=month(now()); h列设公式:=(f-c)×12+g-d,即(2006-2001)× 12+5-8=57个月; i列设公式:=b×(1-5%)÷e÷12,即60000×(1-5%) ÷18÷12=263.89元; j列设公式:=b-h×i,即60000-57×263.89=44958.33 元; k列设公式:=b-j或=h×i,即60000-44958.33= 15041.67元或57×263.89=15041.67元。 如图1所示。 3应用说明 (1)设备折旧在
广州钣金加工厂最全钣金工艺介绍
格式:pdf
大小:15KB
页数:5P
4.4
广州钣金加工最全钣金工艺流程介绍 本文原创来自广州鸣冠钣金加工厂, 钣金加工技术流程 跟着当今社会的开展,钣金业也随之迅速开展,如今钣金涉及到各行各业,关于任何一个钣 金件来说,它都有必定的加工进程,也即是所谓的技术流程,要知道钣金加工流程,首要要 知道钣金资料的选用。 一、 资料的选用,钣金加通常用到的资料有冷轧板(spcc)、热轧板(shcc)、镀锌板(secc、sgcc), 铜(cu)黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜面、拉丝 面、雾面),依据商品效果不相同,选用资料不相同,通常需从商品其用处及本钱上来思考。 1.冷轧板spcc,首要用电镀和烤漆件,本钱低,易成型,资料厚度≤3.2mm。 2.热轧板shcc,资料t≥3.0mm,也是用电镀,烤漆件,本钱低,但难成型,首要用平板件。 3.镀锌板secc、sgcc。
GC-SC-04钣金制造技术手册(前加工分册)相关
文辑推荐
知识推荐
百科推荐


职位:房建一级建筑师
擅长专业:土建 安装 装饰 市政 园林


