

GB!T_93-1987(标准型弹簧垫圈)
格式:pdf
大小:44KB
页数:3P
人气 :75
 4.6
4.6
PartNumber 内径_min (mm) 截面尺 寸 (mm) 高度_max (mm) 2 GB/T 93-1987( 标准 型弹簧垫圈) 2.1 0.5 1.25 2.5 GB/T 93-1987( 标 准型弹簧垫圈) 2.6 0.65 1.63 3 GB/T 93-1987( 标准 型弹簧垫圈) 3.1 0.8 2 4 GB/T 93-1987( 标准 型弹簧垫圈) 4.1 1.1 2.75 5 GB/T 93-1987( 标准 型弹簧垫圈) 5.1 1.3 3.25 6 GB/T 93-1987( 标准 型弹簧垫圈) 6.1 1.6 4 8 GB/T 93-1987( 标准 型弹簧垫圈) 8.1 2.1 5.25 10 GB/T 93-1987( 标 准型弹簧垫圈) 10.2 2.6 6.5 12 GB/T 93-1987( 标 准型弹簧垫圈) 12.2 3.1 7.75 14




GBT标准型弹簧垫圈
partnumber内径_min (mm) 截面尺 寸(mm) 高度_max (mm) 2gb/t93-1987(标准 型弹簧垫圈) 2.10.51.25 2.5gb/t93-1987(标 准型弹簧垫圈) 2.60.651.63 3gb/t93-1987(标准 型弹簧垫圈) 3.10.82 4gb/t93-1987(标准 型弹簧垫圈) 4.11.12.75 5gb/t93-1987(标准 型弹簧垫圈) 5.11.33.25 6gb/t93-1987(标准 型弹簧垫圈) 6.11.64 8gb/t93-1987(标准 型弹簧垫圈) 8.12.15.25 10gb/t93-1987(标 准型弹簧垫圈) 10.22.66.5 12gb/t93-1987(标 准型弹簧垫圈) 12.23.17.75 14

编辑推荐下载
![[整理]弹簧垫圈](https://files.zjtcn.com/group1/M00/2F/DD/CgoBZ2AczF6AQzPAAABEMb2f9CE100.jpg)
[整理]弹簧垫圈
格式:pdf
大小:20KB
页数:7P
4.6
------------- ------------- 使用弹簧垫圈探讨 时间:2010-04-2914:29作者:东光前李弹簧厂点击:379次 在《机械设计手册》(化学工业出版社)对弹簧垫圈工作原 理及使用是这样介绍的:依靠弹簧垫圈在压平后产生的弹力及其切口尖角嵌入被 联接件及紧固件支承面起防松作用。结构简单、成本低、使用简便。gb/t93、 gb/t859和gb/t7244等传统使用的弹簧垫圈,由于弹力不均,也不十分可靠, 多用于不甚重要的联接,广泛用于经常拆开的联接处。(而《机械工程师电子手 册》对弹簧垫圈介绍是:由于弹力不均,也不十分可靠,多用于不甚重要的联接。 对联接表面不允许划伤和经常拆卸的场合不宜选用。) 《机械设计手册》是这样介绍平垫圈(g8/t97.1—1985) 的:一般用于金属零件,以增加支承面,遮盖较大的孔眼,以及防止损伤零件
GBT93-1987标准型弹簧垫圈热门文档
 弹簧垫圈涨圈原因初探
弹簧垫圈涨圈原因初探 弹簧垫圈涨圈原因初探
格式:pdf
大小:253KB
页数:未知
4.3
通过对弹簧垫圈在装配中的受力分析和国内外弹簧垫圈标准的对比研究,提出涨圈的根本原因是弹簧垫圈的截面形状内薄外厚。而根据我国现行的弹簧垫圈(包括不锈钢弹簧垫圈)标准,难以保证截面形状内厚外薄,据此建议弹簧垫圈应限制在低强度的螺栓连接中使用
GBT93-1987标准型弹簧垫圈精华文档
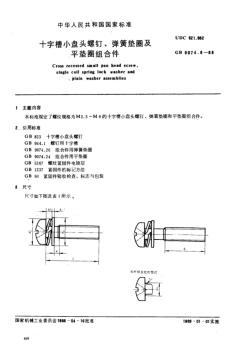
GBT9074.8-1988十字槽小盘头螺钉和弹簧垫圈及平垫圈组合件
格式:pdf
大小:275KB
页数:3P
4.6
GBT9074.8-1988十字槽小盘头螺钉和弹簧垫圈及平垫圈组合件
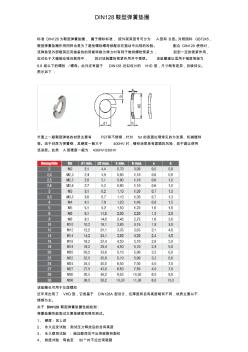
DIN128鞍型弹簧垫圈
格式:pdf
大小:160KB
页数:2P
4.5
din128鞍型弹簧垫圈 标准din128为鞍型弹簧垫圈,属于德标标准,按外观其型号可分为a型和b型。对照国标gb7245, 鞍型弹簧垫圈作用同样也是为了避免螺栓螺母装配后在振动中出现的松脱。配合din128使用时, 该弹垫受外部载荷后而储备的的势能转换为弹力时有利于维持螺栓预紧力,起到一定的锁紧作用, 但对处于大幅振动径向载荷中,其对该装置的锁紧作用并不理想。该垫圈建议适用于强度等级为 8.8级以下的螺栓/螺母。此外还有基于din128近似设计的vhd型,尺寸略有差异,后续待议。 图示如下: 市面上一般鞍型弹垫的材质主要有fst和不锈钢,针对fst的表面处理常见的为发黑、机械镀锌 等。由于材质为弹簧钢,其硬度一般大于400hv时,镀锌涂层易有氢脆的风险,故不建议使用 该涂层。此类a型硬度一般为430hv-530hv 该垫圈也可用于左
小规格标准型弹簧垫圈新旧标准间的差异——紧固件贯标中容易忽视的问题 小规格标准型弹簧垫圈新旧标准间的差异——紧固件贯标中容易忽视的问题
格式:pdf
大小:120KB
页数:4P
4.5
本文论述了紧固件贯彻国家标准过程中一个容易忽视的问题--小规格标准型弹簧垫圈(公称直径≤14mm)新旧国家标准之间存在的较大的差异,提醒读者在贯标中应充分重视这个问题。
GBT93-1987标准型弹簧垫圈最新文档
无氢脆弹簧垫圈标准已批准发布 无氢脆弹簧垫圈标准已批准发布
格式:pdf
大小:156KB
页数:未知
4.8
为满足型号研制需要,彻底消除弹簧垫圈氢脆的隐患,在去年不锈钢弹簧垫圈和机械镀锌锡铝合金弹簧垫圈试制试验工作的基础上,由七○八所主办、七○三所参加起草,今年四月完成了《专用弹簧垫圈》航天工业行业系列标准的报批工作,现已发布实施。
QJ2963《专用弹簧垫圈》介绍 QJ2963《专用弹簧垫圈》介绍
格式:pdf
大小:471KB
页数:未知
4.8
概述了qj2963《专用弹簧垫圈》系列标准制定的背景和组成,对不锈钢弹簧垫圈材料、工艺、性能指标的确定以及机械镀弹簧垫圈的工艺等进行了说明,介绍了弹簧垫圈的质量保证规定及其预定用途。

弹性垫圈技术条件弹簧垫圈
格式:pdf
大小:148KB
页数:14P
4.3
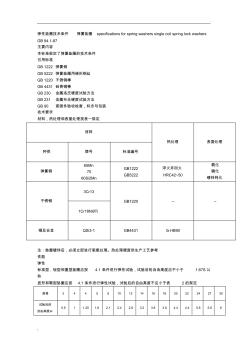
实用标准文案 文档 弹性垫圈技术条件弹簧垫圈specificationsforspringwasherssinglecoilspringlock washers gb94.1-87 主要内容 本标准规定了弹簧垫圈的技术条件 引用标准 gb1222弹簧钢 gb5222弹簧垫圈用梯形钢丝 gb1220不锈钢棒 gb4431硅青铜棒 gb230金属洛氏硬度试验方法 gb231金属布氏硬度试验方法 gb90紧固件验收检查,标志与包装 技术要求 材料,热处理和表面处理按表一规定 材料 热处理表面处理 种类牌号标准编号 弹簧钢 65mn 70 60si2mn gb1222 gb5222 淬火并回火 hrc42~50 氧化 磷化 镀锌钝化 实用标准文案 文档 不锈钢 3cr13 gb1220---- 1cr18ni9ti
弹性垫圈技术条件弹簧垫圈
格式:pdf
大小:126KB
页数:9P
4.8
. '. 弹性垫圈技术条件弹簧垫圈specificationsforspringwasherssinglecoilspringlockwashers gb94.1-87 主要内容 本标准规定了弹簧垫圈的技术条件 引用标准 gb1222弹簧钢 gb5222弹簧垫圈用梯形钢丝 gb1220不锈钢棒 gb4431硅青铜棒 gb230金属洛氏硬度试验方法 gb231金属布氏硬度试验方法 gb90紧固件验收检查,标志与包装 技术要求 材料,热处理和表面处理按表一规定 材料 热处理表面处理 种类牌号标准编号 弹簧钢 65mn 70 60si2mn gb1222 gb5222 淬火并回火 hrc42~50 氧化 磷化 镀锌钝化 不锈钢 3cr13 gb1220---- 1cr18ni9ti 铜及合金qsi3-1gb
弹簧垫圈涨圈问题的分析 弹簧垫圈涨圈问题的分析
格式:pdf
大小:27KB
页数:3P
4.4
发动机活门装配过程中发现选用的不锈钢弹簧垫圈出现开口值(m)的增大超差,也就是“涨圈”现象,不能满足产品技术要求。经分析,分别对倒角螺母、不倒角的平面螺母、自带平垫螺母三种结构形式的螺母和不锈钢弹簧垫圈、65mn机械镀弹簧垫圈做压荷试验。最后选用自带平垫螺母和65mn机械镀弹簧垫圈装配。没有再出现“涨圈”现象,弹簧垫圈起到锁紧作用,完全满足技术要求。
弹簧垫圈涨圈原因再探 弹簧垫圈涨圈原因再探
格式:pdf
大小:433KB
页数:未知
4.8
针对《航天标准化》2000年第5期刊登的《弹簧垫圈涨圈原因初探》的理论研究结果,从试验的角度对此结果进行验证,给出试验数据,并加以分析,指出原理论研究结果不正确之处,分析出实际影响弹簧垫圈涨圈的因素。
摩托车用弹簧垫圈的热处理 摩托车用弹簧垫圈的热处理
格式:pdf
大小:313KB
页数:2P
4.7
摩托车使用的一般垫圈和档圈,可不经热处理而直接使用。而弹性垫圈(包括弹簧垫圈、齿形锁紧垫圈、波形弹性垫圈3种)大多数用弹簧钢制造,都必须进行热处理。热处理工艺和弹簧的热处理相似,但由于力学性能要求的特殊性,也有不同之处,下面
弹簧垫圈冲孔弯曲落料模的设计 弹簧垫圈冲孔弯曲落料模的设计
格式:pdf
大小:489KB
页数:3P
4.4
1.工艺分析如图1所示弹簧垫圈,材料为厚2mm的65、70优质碳素结构钢或优质的合金结构钢65mn。按传统的常规工艺加工的工序,有孔的加工,外形的加工、弯曲,热处理(淬火+中温回火),单工序机加工不仅费时、费料,而且效率低,生产质量难保证,故从经济性角度考
弹簧垫圈卷制、装配断裂分析及改进 弹簧垫圈卷制、装配断裂分析及改进
格式:pdf
大小:383KB
页数:未知
4.4
弹簧垫圈是我厂产品之一,规格众多。以eq140五吨车为例,每车共有20多个品种,从φ3到φ30,共1100余件。弹簧垫圈零件虽小,但制造工序长,工艺也较为繁杂,尤其是冷拔料的改制工序更长。弹簧垫圈是用热轧料65mn改制成梯形钢丝,一般要经过三次退火、酸洗、磷化及拔、轧等工序,然后卷成垫圈,热处理后硬度为hrc43—48。最后成品表面磷化处理。弹簧垫圈曾在卷制、装配中断裂,我们分析了断裂情况,找出了断的原因,提出了改进措施,取得了良好效果。
GBT93-1987标准型弹簧垫圈相关


职位:腐蚀与防护/燃气安全评价师
擅长专业:土建 安装 装饰 市政 园林


