





金属焊接及钎焊方法在图样上的表示代号
金属焊接及钎接方法在图样上的表示代号 代号焊接方法代号焊接方法代号焊接方法 1电弧焊223加带缝焊781螺柱电弧焊 11无气体保护电弧焊23凸焊782螺柱电阻焊 111手弧焊(涂料焊条熔化极电弧焊)24闪光焊9硬钎焊、软钎焊、钎接焊 112重力焊涂料焊条重力电弧焊)25电阻对焊91硬钎焊 113光焊丝电弧焊29其他电阻焊方法911红外线硬钎焊 114药性焊丝电弧焊291高频电阻焊912火焰硬钎焊 115涂层焊丝电弧焊3气焊913炉中硬钎焊 116熔化极电弧点焊31氧-燃气焊914浸沾硬钎焊 118躺焊311氧-乙炔焊915盐浴硬钎焊 12埋弧焊312氧-丙烷焊916感应硬钎焊 121丝极埋弧焊313氢-氧气焊917超声波硬钎焊 122带极埋弧焊32空气-燃
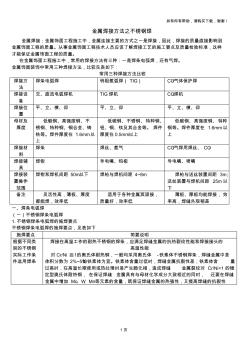
金属焊接方法之不锈钢焊
如有你有帮助,请购买下载,谢谢! 1页 金属焊接方法之不锈钢焊 金属焊接:金属饰面工程施工中,金属连接主要的方式之一是焊接,因此,焊接的质量直接影响到 金属饰面工程的质量。从事金属饰面工程技术人员应该了解焊接工艺的施工要点及质量检验标准,这样 才能保证金属饰面工程的质量。 在金属饰面工程施工中,常用的焊接方法有三种:一是焊条电弧焊,还有气焊。 金属饰面装饰中常用三种焊接方法,比较见表如下: 常用三种焊接方法比较 焊接方 法 焊条电弧焊钨极氩弧焊(tig)co2气体保护焊 焊接设 备 交、直流电弧焊机tig焊机co2焊机 焊接位 置 平、立、横、仰平、立、仰平、立、横、仰 母材及 厚度 低碳钢、高强度钢、不 锈钢、特种钢、铜合金、铸 铁等。焊件厚度在1.6mm以 上 低碳钢、不锈钢、特种钢、 铝、铜、钛及其合金等。焊件 厚度在0.5mm以上 低碳钢、高强度钢、特种 钢等
编辑推荐下载
 异种金属焊接问题及焊接工艺分析
异种金属焊接问题及焊接工艺分析 异种金属焊接问题及焊接工艺分析
格式:pdf
大小:92KB
页数:1P
 4.8
4.8
异种金属焊接得到广泛应用,但焊接缺陷不可避免的产生。本文通过焊接特点分析、得出焊存在的问题,最终找到解决问题的办法,供大家参考。
金属焊接雕塑技术的探讨 金属焊接雕塑技术的探讨
格式:pdf
大小:49KB
页数:1P
4.8
哈尔滨是中国的焊接名城,在几年的研究探索过程中摸索了一些有关金属焊接艺术的独到特点,在这里着重探讨金属焊接雕塑艺术的创作方法。
GB5185-85金属焊接及钎焊方法在图样上的表示代号热门文档

钢结构焊接论文金属焊接论文
格式:pdf
大小:10KB
页数:3P
4.4
大型钢结构屋架焊接应力释放研究 摘要:在大型钢结构屋架平台施工中,焊接是重要工序.如何消除焊接应力,控制焊接 变形,是保证工程质量的关键.针对大型钢结构屋架平台焊接变形问题,施工前应分析出影响 变形的主要因素并预见变形的方向,制定预防、矫正变形、释放焊接应力的措施.本文通过对 大型钢结构屋架平台施工经验的总结,提出可操作性防变形措施,在文中主要针对的是大型 钢结构屋架的焊接应力进行探讨,提出了相应的解决方案。 关键词:大型:钢结构;组装;焊接;变形;应力;控制;措施 1、焊接应力与释放概述 1.1焊接应力概述 焊接应力:是焊接过程中焊件内产生的应力。它是导致结构变形,形成裂纹的主要原因。 焊接应力可分为瞬态热应力和焊接残余应力。焊接应力的危害可从两方面考虑: (1)对结构完整性的影响 焊接热应力可促使焊缝产生热裂纹,残余应力导致焊后延迟裂纹的
铜_钢异种金属焊接的研究现状和进展
格式:pdf
大小:148KB
页数:4P
4.5
[8] 李存洲.激光深熔焊热场的数值模拟研究[d].北京:北 京航空航天大学,2004. [9] tailorga,hughesm,pericleousk.theapplicationof threedimensionfinitevolumemethodtothemodelingof weldingphenomena[a].modelingofcasting,weldingand advancedsolidificationprocessix[c].sandiego:prter. sahmr,2002.852-859. [10] chargws,nasj.astudyonthepredictionofthelaser weldshapew
超声波金属焊接
格式:pdf
大小:255KB
页数:6P
4.6
超声波金属焊接 一、超声波金属焊接基础知识 1、原理 超声波金属焊接是利用高频振动波传递到两个需焊接的金属表面,在加压的情况 下,使两个金属表面相互摩擦而形成分子层之间的熔合,其优点在于快速、节能、 熔合强度高、导电性好、无火花、接近冷态加工;缺点是所焊接金属件不能太厚 (一般小于或等于5mm)、焊点位不能太大、需要加压。 2、焊接优点: 1)、焊接材料不熔融,不脆弱金属特性。 2)、焊接后导电性好,电阻系数极低或近乎零。 3)、对焊接金属表面要求低,氧化或电镀均可焊接。 4)、焊接时间短,不需任何助焊剂、气体、焊料。 5)、焊接无火花,环保安全。 3、超声波金属焊接适用产品: 1)、镍氢电池镍氢电池镍网与镍片互熔与镍片互熔。. 2)、锂电池、聚合物电池铜箔与镍片互熔,铝箔与铝片互熔。. 3)、电线互熔,偏结成一条与多条互熔。 4)、电线与名种电子元件、接点、连接器互熔

金属焊接与切割作业题库
格式:pdf
大小:61KB
页数:23P
4.6
1 金属焊接与切割作业题库 第一章练习题 一、单项选择题(将正确答案的代号填入括号内) 1、我国的安全生产方针是()。 a.安全第一,预防中心b.安全第一,预防为主 c.安全为主,预防第一d.安全第一,综合治理 2、我国安全生产方针的思想核心是()。 a.安全第一b.以人为本c.预防为主d.以人为主 3、特种作业人员一人承托着两重安全责任;即()的生命财产安全。 a.别人包括国家、集体和自己b.设备和自己c.领导和自己d.家庭和自己 4、国家经贸委明确规定了()种特种作业工种。 a.12b.11c.15d.20 5、只有掌握了安全生产()知识,才能维护自己的合法安全生产权益不受侵害。 a.政策b.法规c.法律、法规d.操作技术 6、只有人人懂法用法,
GB5185-85金属焊接及钎焊方法在图样上的表示代号精华文档

金属焊接性__复习题
格式:pdf
大小:15KB
页数:2P
4.4
1 金属焊接性复习题 低碳钢埋弧焊一般选用(h08a)或(h08e)焊丝与高锰高硅低氟熔炼焊剂hj430、hj431、hj1433配合,应用 甚广。 焊接修复高碳钢铸钢结构最常用的焊接方法主要是焊条电弧。 复合钢板中以(低合金)钢与(奥氏体)钢合成的不锈复合钢板应用最为广泛。 高碳钢中碳素工具钢的焊接主要是连接刀具的(刀头)与(刀体)的焊接。 灰铸铁焊接当焊缝为铸铁型时,焊缝中较易出现(冷)裂纹。 铝及铝合金在焊接过程中产生的气孔主要为氢气孔。 中碳调质钢在确定调质状态下的焊接参数时,主要应从防止(冷裂纹)和避免(软化)出发。 小铁研试验时,两侧各在60mm范围内施焊拘束焊缝,采用双面焊透。要保持待焊试验焊缝处有(2)mm装 配间隙和不产生(角)变形。 奥氏体不锈钢在加热到400~800℃时,对晶间腐蚀最敏感,此温度区间称为敏化温度区间。 焊接性的好坏不只取决于钢中的碳、
常用金属焊接工艺MicrosoftWord文档
格式:pdf
大小:725KB
页数:41P
4.4
常用金属材料的焊接试述中碳钢的焊接工艺要点。 ?预热预热有利于减低中碳钢热影响区的最高硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预 热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因 厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可 进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。?焊条条件许可时优先选用碱性焊条。 ?坡口形式将焊件尽量开成u形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是 减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。?焊接工艺参数由于母材熔化 到第一层焊缝金属中的比例最高达30%左右,所以第一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以 减小母材的熔深。?焊后热

金属焊接和切割试题
格式:pdf
大小:25KB
页数:4P
4.7
金属焊接和切割 一、填空 1.我国《劳动生产法》中明确规定:生产经营单位的特种作业人员必须按照国 家有关规定经专门的安全作业培训,取得特种作业资格证书,方可上岗操作。 2.焊接是通过加热、加压或两者并用,使用或不用填充材料是焊件达到结合的 一种工艺。 3.按照焊接过程中金属所处的状态和工艺特点,可以把焊接分为三大类,即熔 焊、钎焊、压焊。 4.钢的热处理工艺大致有以下几种:淬火、正火、退火、回火。 5.金属材料的力学性能包括强度、塑性、硬度、冲击韧性。 6.影响金属材料焊接性能的因素有:材料、设计、工艺和服役条件。 7.刚才牌号q235a中,“q”表示屈服点字母,“235”表示屈服点为235mp. “a”表示质量等级为a级。 8.低碳钢是焊接结构中应用最广泛的材料。它具有良好的焊接性。只有在低温 和厚件以及焊接含磷较多的钢材是才有可能产生裂纹,应适当采取预热措施。 9.焊接含碳
GB5185-85金属焊接及钎焊方法在图样上的表示代号最新文档


金属焊接与切割安全作业试题
格式:pdf
大小:12KB
页数:3P
4.5
1 金属焊接与切割作业安全测试 姓名班级得分 一、单项选择:(每题2分,共60分) 1、特种作业人员持证上岗的基本条件:年龄满()周岁,初中以上文化程度,身体健康。 a、16b、17c、18d、20 2、在金属容器内或狭小的工作场地焊接金属结构时,必须采用专门的()。 a、焊机b、焊条c、焊接工艺d、防护 3、一般环境下,使用的照明灯的电压,不得超过() a、220vb、127vc、36vd、12v 4、焊条电弧焊工作服一般为()工作服 a、皮制b、帆布c、毛料d、化纤 5、当发生触电事故时,救护步骤首先是() a、用手直接去拉触电者b、通知医生c、使触电者迅速脱离电源d、首先报告领导 6、电焊机着火,首先应拉闸断电,在未断电前严禁使用()灭火器和水灭火。 a、干粉b、1211c、二氧化碳d、泡沫 7、在禁火区内动火属于(
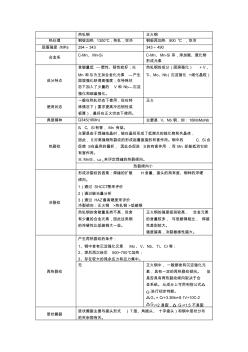
金属焊接性复习资料
格式:pdf
大小:261KB
页数:17P
4.4
热轧钢正火钢 热处理钢锭加热1300℃,热轧,空冷钢板再加热900℃,空冷 屈服强度/mpa294~343343~490 合金系 c-mn、mn-sic-mn、mn-si系,添加碳、氮化物 形成元素 成分特点 含碳量低—塑性、韧性较好;以 mn和si为主加合金化元素—产生 固溶强化获得高强度;在特殊状 态下加入了少量的v和nb—沉淀 强化和细晶强化。 热轧钢的成分(固溶强化)+v、 ti、mo、nb(沉淀强化+细化晶粒) 使用状态 一般在热轧状态下使用,但在特 殊情况下(要求提高冲击韧性或 板厚),最好在正火状态下使用。 正火 典型钢种q345(16mn)主要是v、nb钢,如:18mnmonb 热裂纹 s、c、si有害,mn有益。 主要是由于焊缝结晶时,硫在晶间形成了低熔点的硫化物和共晶体, 因此,s对高强钢热裂纹的形成起着
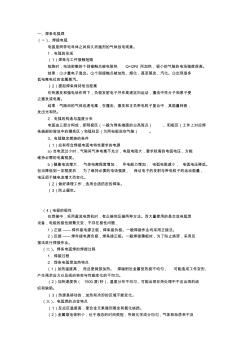
焊接方法代号焊接的种类
格式:pdf
大小:340KB
页数:11P
4.6
一、焊条电弧焊 (一)、焊接电弧 电弧是两带电导体之间持久而强烈的气体放电现象。 1.电弧的形成 (1)焊条与工件接触短路 短路时,电流密集的个别接触点被电阻热q=i2rt所加热,极小的气隙的电场强度很高。 结果:①少量电子逸出。②个别接触点被加热、熔化,甚至蒸发、汽化。③出现很多 低电离电位的金属蒸汽。 (2)提起焊条保持恰当距离 在热激发和强电场作用下,负极发射电子并作高速定向运动,撞击中性分子和原子使 之激发或电离。 结果:气隙间的气体迅速电离,在撞击、激发和正负带电粒子复合中,其能量转换, 发出光和热。 2.电弧的构造与温度分布 电弧由三部分构成,即阴极区(一般为焊条端面的白亮斑点)、阳极区(工件上对应焊 条端部的溶池中的薄亮区)和弧柱区(为两电极间空气隙)。 3、电弧稳定燃烧的条件 (1)应有符合焊接电弧电特性要求的电源 a)当电流过小时,气隙间气体电离不充分,电弧电阻大

C-16金属焊接头及焊缝金属的试验机械性能试验
格式:pdf
大小:26KB
页数:2P
4.4
生产日期 代表数量 金属接头及焊缝金属的试验机械性能试验 试验单位合同号 编号: 结 论 jgj/t27-2001 jgj107-2003 试样名称 试样来源 试验人 试验规程 审核人 试验日期 焊接质量评述: 冷 弯 弯心直径(mm) 弯曲角度 弯曲结果 备注 接头种类 试样编号 试验室负责人:日期: 监理工程师:日期: 极限强度(mpa) 直径(mm) 试件长度(mm) 焊缝长度(mm) 母材截面积(mm 2 ) 试 件 尺 寸 断口部位 极限

GB5185-85金属焊接及钎焊方法在图样上的表示代号相关
文辑推荐
知识推荐
百科推荐


职位:运河工程师
擅长专业:土建 安装 装饰 市政 园林


