

ERW钢管的数控仿形锯切技术概述
格式:pdf
大小:148KB
页数:4P
人气 :50
 4.3
4.3
ERW 钢管的数控仿形锯切技术概述 郭继富 , 郑红艳 , 周玉燕 , 宗文涛 (唐山冶金锯片有限公司 , 河北 唐山 063020) 摘 要 : 介绍了一种新型的钢管数控仿形锯切技术和设备 , 对几种类型的仿形锯的原理及特 点进行了分析 。该仿形锯切技术在国外已经应用多年 ,在国内也已引起很多钢管生产企业的 重视 , 具有良好的发展前景 。 关键词 : 大直径焊管 ; 数控技术 ; 仿形锯切 中图分类号 : TG356. 25 文献标识码 : B 文章编号 : 1001- 3938( 2006) 02- 0033- 03 目前国内管径 325以下的 ERW 焊管机组配 套的在线锯切设备以普通飞锯为主 ,其特点是设 备投资比较小 , 操作简单、容易掌握 , 具有良好的 产品适应能力和较高的生产效率 , 但同时也具有 锯切噪声高、 能耗大、单次锯切寿命较低、 断口质 量差的缺点 ,另外由于锯



 钢管数控仿形锯锯片TiAlN涂层技术的应用
钢管数控仿形锯锯片TiAlN涂层技术的应用 钢管数控仿形锯锯片TiAlN涂层技术的应用
随着我国钢管数控仿形锯切技术的广泛应用,使用常规的硬质合金锯片,因其锯齿硬度偏低,耐磨性差,致使锯切寿命比较短。采用pvd(物理气相沉积)的方式对合金锯齿进行tialn涂层,可以明显地提高锯齿刃口的耐磨性和耐热性,改善锯片的切削能力,延长其使用寿命,是一种具有良好应用前景的新技术。
钢管数控仿形锯锯片的研制和应用 钢管数控仿形锯锯片的研制和应用
随着我国大规格erw焊管机组的不断建成投产,钢管数控仿形锯机及仿形锯片的应用越来越多,目前主要从德、美、日等国进口。由于其具备了高效、优质、节能、低噪、安全等优点,钢管仿形锯切成为一种先进的钢管切断新技术。为了替代进口锯片,唐山冶金锯片有限公司进行了一系列的研发工作,为国内钢管企业提供了高性价比的数控仿形锯片产品。
编辑推荐下载
仿形锯切技术在厚壁无缝钢管中的应用 仿形锯切技术在厚壁无缝钢管中的应用
格式:pdf
大小:228KB
页数:5P
4.5
厚壁无缝钢管在机械、石油、化工等行业应用广泛,传统的切割工艺存在加工效率低、自动化程度低等问题。近年开发的钢管数控仿形锯切技术使用专用锯切设备和锯片,不仅能够快速、精确的锯切大直径erw焊管,而且在大型厚壁无缝钢管的生产和加工中得到了应用。由于采用了数控仿形锯切的原理,可以使用较小直径的硬质合金齿涂层锯片锯切最大φ720mm×60mm的钢管,适用钢级达到n80以上。经过生产使用证明,厚壁无缝钢管的仿形锯切生产效率高、锯切质量好,工作噪音低,安全性能好。
ERW钢管数控仿形锯切技术概述热门文档
基于MSC.Marc锯切仿真的钢管锯切夹紧力研究 基于MSC.Marc锯切仿真的钢管锯切夹紧力研究
格式:pdf
大小:349KB
页数:3P
4.5
针对钢管锯切时夹紧力难以合理选择的问题,从钢管发生旋转等动作的源头锯切力进行了分析。根据钢管锯切特点,找出了钢管锯切最易发生移动、旋转的时刻。合理简化了锯切模型,利用有限元分析软件msc.marc仿真得到锯切力,为钢管锯切夹紧力的设定提供了理论依据。
ERW钢管数控仿形锯切技术概述精华文档

石材锯切生产资料
格式:pdf
大小:1.8MB
页数:5P
4.7
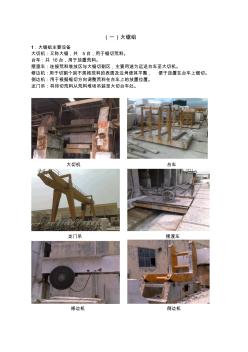
(一)大锯组 1.大锯组主要设备 大切机:又称大锯,共5台,用于锯切荒料。 台车:共16台,用于放置荒料。 摆渡车:连接荒料堆放区与大锯切割区,主要用途为运送台车至大切机。 修边机:用于切割个别不规格荒料的表面及边角使其平整,便于放置在台车上锯切。 倒边机:用于根据锯切方向调整荒料在台车上的放置位置。 龙门吊:将待切荒料从荒料堆场吊装至大切台车处。 大切机台车 龙门吊摆渡车 修边机倒边机 2.大锯组主要辅料 2.1水泥:用于待切荒料底部与垫木之间的加固,根据天气原因一般晴天水泥干透 时间为6h左右,阴天一般为8-9h左右。 2.2塑料尖:又称红晶,用于间隔锯切时毛板间的间隔,起到加固作用。 2.3塑料灌胶孔:放置在缝隙或裂痕较严重的荒料的缝隙或孔洞处,便于向内灌胶。 2.4胶水:主要是用168网胶,用于荒料的背网、喷网等,灌胶一般用2:1的163a 胶:1

 烧结金刚石串珠绳锯切花岗石的锯切力研究
烧结金刚石串珠绳锯切花岗石的锯切力研究 烧结金刚石串珠绳锯切花岗石的锯切力研究
格式:pdf
大小:358KB
页数:3P
4.7
本文对烧结金刚石串珠绳在锯切花岗石过程中,锯切力及锯切后工件表面的轮廓进行了跟踪检测,研究了锯切过程中,锯切力随锯切参数的变化,以及锯切力与工件表面轮廓的相互关系。实验结果表明:锯切过程中,工件上所承受的锯切力fh和fv随着线速度vs的提高而减低,随着进给速度vf的提高而增加。垂直力与水平力之间存在着良好的对应关系,垂直力与水平力比约为4.18。加工后工件轮廓偏差量随着工件所承受的垂直力的增加而增加,两者之间呈指数关系。
ERW钢管数控仿形锯切技术概述最新文档
青白颗粒的花岗石锯切工具及锯切工艺参数的研究 青白颗粒的花岗石锯切工具及锯切工艺参数的研究
格式:pdf
大小:629KB
页数:4P
4.6
本文在分析花岗石基本成分的基础上,合理设计刀头配方,并严格控制烧结工艺制造金刚石锯片。通过锯切试验,得到了锯切某花岗石较佳的工艺参数及使用条件,以此来指导企业高效生产;在很大程度上,对刀具锯切效率和寿命所造成的影响因素中锯切设备的工艺参数及使用条件超过了刀头本身质量。
金刚石绳锯切割混凝土的锯切力实验研究 金刚石绳锯切割混凝土的锯切力实验研究
格式:pdf
大小:410KB
页数:4P
4.4
对烧结金刚石串珠绳锯在锯切混凝土过程中锯切力的变化进行了跟踪检测实验,研究了锯切力随锯切参数及锯切长度的变化规律。实验结果表明:锯切过程中,工件上所承受的锯切力(水平力fh和垂直力fv)随着线速度vs的提高而减低,随着进给速度vf的提高而增加。锯切力随着锯切中工件长度l的增加而增加。垂直力与水平力之间存在着良好的对应关系,垂直力与水平力比约为4.45。
带锯机锯切铝合金铸件冒口 带锯机锯切铝合金铸件冒口
格式:pdf
大小:344KB
页数:2P
4.8
通过设计与制作锯切工装,将铝合金铸件——泵轮的大冒口在木工带锯机上锯切,不仅减轻了原手工锯切所需很大的劳动强度,而且提高工效近10倍,同时也使带锯机有了新的用途。
20CrMnTiH钢锯切断锯条原因分析 20CrMnTiH钢锯切断锯条原因分析
格式:pdf
大小:829KB
页数:3P
4.7
对齿轮钢钢材锯切下料时遇到的锯切障碍现象进行了系统的分析,认为引起这种现象的原因是钢材的局部区域存在着比较多的大颗粒硬质夹杂物,导致了该区域的硬度升高。
钢管、ERW参数
格式:pdf
大小:46KB
页数:2P
4.7
冷加工油套管 生产工艺特点: 尺寸精度高,内外壁的光洁度好;钢管内部晶粒取向好,晶粒细小;还可以使钢材产生很大的塑性变形,从而提高了钢材的屈服点。 产品标准钢级外径范围mm外径公差椭圆度壁厚公差螺纹扣型直度重量公差 api5cth40~p11060.3~339.70 d<4-1/2±0.79mm --12.5%t 油管nu、eu、ij ≤0.2%l, 管端1.5m≤3.18mm +6.5%/-3.5% d≥4-1/2+1%/-0.5%套管 stc、lc、 bc、xc q/ft101 h40、j55、k55 m65、n80、l80 60.3~339.70-0.15%/+0.90%0.50%-5%t~+5%t 油管nu、eu、ij ≤0.2%l, 管端1.5m≤3.0mm 套管 stc、lc、 bc、xc c90
侧隙锯片在型钢冷锯切中的应用 侧隙锯片在型钢冷锯切中的应用
格式:pdf
大小:128KB
页数:未知
4.5
型钢断面复杂,分段或定尺一般采用冷、热锯切工艺。为保证型钢的锯切断面质量及锯片的使用面积,以最大限度地降低锯切成本,型钢厂投入使用了一种新型节能侧隙冷锯片,提高了锯切质量和生产效率,降低了能源消耗。
提高小型型钢冷切锯片锯切量的研究 提高小型型钢冷切锯片锯切量的研究
格式:pdf
大小:180KB
页数:3P
4.5
莱钢型钢厂小型型钢生产线冷锯锯片消耗量较高,一般在0.54kg/t钢左右。通过采取锯片的齿数、齿型等工艺参数优化,并适当增加锯片厚度与直径等方法,锯片使用次数得以提高,达到降低锯片消耗0.14ks/t钢的效果。
城市燃气管网应用ERW钢管及其防腐问题 城市燃气管网应用ERW钢管及其防腐问题
格式:pdf
大小:191KB
页数:6P
4.3
从天然气改变能源结构的重要意义上,探讨了天然气同人工煤制气在管网输配上的区别,并论述了高频直缝电阻焊钢管(erw)先进的生产工艺、几何和物理无缝化特点,同时对铸铁管、高密度聚乙烯(hdpe)管、无缝管进行了性能和造价的综合比较,根据设计规范,而得出erw钢管是城市燃气管网的首选管材。对埋地钢管外防腐层的选用问题,也进行了国内外应用技术和理论的探讨。
Q235B在ERW钢管生产中压扁试验开裂的原因分析
格式:pdf
大小:105KB
页数:2P
4.6
q235b在erw钢管生产中压扁试验开裂的原因分析 摘要:erwt钢管的应用面已经越来越广,特别是输油、输气管道。而这些 管子的性能要求就要比普通钢管要高,特别要抗震、抗压、抗裂的能力。为此, 在生产过程中就要通过各项试验来验证钢管的这些性能。压扁试验就是其中一 项。 关键词:q235berw钢管生产压扁试验 在最近一次用q235b的材料做规格为φ323.9的焊接钢管时,首检总是出现 压扁不合格的情况,在钢管上所取式样在进行压扁试验时,在式样的焊缝及其热 影响区甚至焊缝对面处都会在压至不足三分之一管子直径时发生开裂,致使生产 遭p 2、原料的质量 通过金相试验可以明显的发现,两种原料的组织存在很大的差异,a厂家组 织正常为f+p并且晶粒度为9.5级以上不存在偏析和夹杂等缺陷,b厂家组织也 为f+p但是存在严重的偏析以及带状组织。 3、调型的控制 3.
ERW钢管数控仿形锯切技术概述相关
文辑推荐
知识推荐
百科推荐


职位:公路工程材料员
擅长专业:土建 安装 装饰 市政 园林


