




 6063铝合金钎焊工艺研究
6063铝合金钎焊工艺研究 6063铝合金钎焊工艺研究
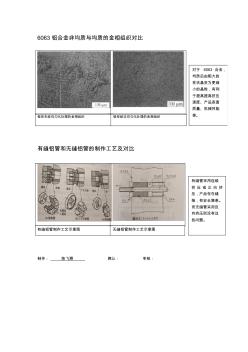
针对大尺寸6063铝合金门窗框的焊接成型工艺进行了研究。通过对焊接材料、焊接规范、焊接工装等方面进行的试验和分析,确定了6063铝合金门窗框的钎焊采用无腐蚀性的al-si合金铝钎焊药芯焊丝作为钎料,汽油火焰作为加热热源的工艺方案,并通过有限元分析设计了简单易用的焊接工装以控制焊接变形。最后对钎焊接头进行了微观组织、外观变形及尺寸的测试实验,结果表明,该钎焊工艺过程有效保证了铝合金门窗框的焊接质量,满足了使用要求。
6005A铝合金的双丝焊工艺性研究 6005A铝合金的双丝焊工艺性研究
采用tandem高速高效双丝焊机器手对6005a铝合金型材进行焊接试验。通过显微硬度测试及xrd晶体分析仪物相分析、研究了不同工艺接头的综合性能,确定了适合工程需要的工艺参数。
编辑推荐下载
铝合金电阻点焊和缝焊工艺
格式:pdf
大小:500KB
页数:10P
 4.6
4.6
中华人民共和国航空工业部部标准 hb/z77-84 铝合金电阻点焊和缝焊工艺 1总则 1.1本标准适用于lf2、lf3、lf6、lf21、ly12、ly16、lc4、lc9变形铝合金电阻点焊及 lf2、lf3、lf6、lf21变形铝合金电阻缝焊工艺。 1.2焊工应有焊接航空产品的焊接操作证书。 2设备 2.1焊机:点焊机、缝焊机。 2.1.1焊接铝合金一般选用直流脉冲式、电容储能式、次级整流式等类型的焊机,缝焊 机建议选用步进式的。 2.1.2焊机最好具有三种加压方式:不变的压力、附加锻压力、附加予压和锻压力。 2.1.3焊机电极臂应有足够的刚性,当施加最大额定压力时,臂长不大于500㎜,弹性挠 度应不超过1.5㎜,臂长不大于1200㎜,挠度应不超过2㎜。 2.1.4焊机在规定气压范围和额定焊接速度下

DINEN287-2德文铝合金焊接
格式:pdf
大小:7.1MB
页数:24P
4.5
klass.nr:42672 q u e ll e :n o li s (n or m vo r a nw en du ng au fa kt ua lit ?t pr ü fe n! /c he ck st an da rd fo r cu rr en ti ss ue pr io r to us ag e)
EN9606-2焊工资格考试熔焊铝合金热门文档
 2A70-T6铝合金T型接头搅拌摩擦焊工艺研究
2A70-T6铝合金T型接头搅拌摩擦焊工艺研究 2A70-T6铝合金T型接头搅拌摩擦焊工艺研究
格式:pdf
大小:1.1MB
页数:4P
4.7
采用3种规格的搅拌头进行2a70-t6铝合金t型接头搅拌摩擦焊试验,并对焊缝横截面进行观察以及焊缝抗拉强度的测试。结果表明:焊缝中前进侧过渡区的金属变化急剧,拉长的晶粒成流线状分布,返回侧过渡区的金属变化缓和,由焊核区细小晶粒缓慢过渡至母材较大的晶粒;随着搅拌针根部直径的增加,焊核的宽度也增大;为了获得无缺陷的接头,焊接速度增大时,顶锻压力必须协同增大,随着顶锻压力的增大,焊缝的抗拉强度也增大。
铝及铝合金熔化极氩弧焊工艺
格式:pdf
大小:192KB
页数:5P
3
铝及铝合金熔化极氩弧焊工艺——本文介绍了铝及铝台盘熔化彀氲弧焊工艺,提出了铝及铝台盘氩弧焊焊接材料、焊接设备、焊接工艺参数的选择原则,以及焊接接头质量要求、安拄环保措施。解决了铝及铝台盘焊接时雌熔合,易产生热裂纹和气孔等缺陷。保证了焊接接头练...
铝合金6061-T6氩弧焊焊接工艺及其性能分析 铝合金6061-T6氩弧焊焊接工艺及其性能分析
格式:pdf
大小:757KB
页数:4P
4.3
采用手工钨极氩弧焊方法对6061-t6铝合金进行焊接试验,对焊接试件、试样分别进行了外观、无损检测、拉伸、弯曲、冲击、金相检测。检测结果表明:采用手工钨极氩弧焊焊接铝合金6061-t6试件的焊接变形较大;能够达到ⅰ级焊缝;抗拉强度较低,只能达到铝合金母材抗拉强度的60%左右;冲击韧性值远高于母材的;面弯、背弯可以弯曲至120°;焊缝接头不同区域显微组织经全面观察,未发现有微裂纹产生;液氮冷却未影响氩弧焊力学性能。
6061铝合金真空钎焊技术的发展 6061铝合金真空钎焊技术的发展
格式:pdf
大小:357KB
页数:未知
4.7
分析了6061铝合金真空钎焊的焊接性和钎焊难点,简述了国内外关于6061铝合金真空钎焊技术的发展历程和研究现状。国内外对6061铝合金钎焊钎料的研究主要集中在al-si、al-si-ge(cu,mg)和al-si-la(ce)等体系,较详细地介绍了这些钎料体系的构成及钎焊工艺。通过在al-si系中加入cu、mg、ge和稀土元素,以达到降低钎焊温度、提高润湿性和改善钎焊性能的目的。指出了目前6061铝合金真空钎焊技术存在的问题及其今后的发展方向。
EN9606-2焊工资格考试熔焊铝合金精华文档
6082-T6双头球铝合金焊接技术 6082-T6双头球铝合金焊接技术
格式:pdf
大小:153KB
页数:3P
4.5
针对6082-t6双头球铝合金对接所具有的特殊轮廓形状,采用tig焊方法进行了系列焊接试验,研究分析采用铜和不锈钢衬垫时对焊接接头质量产生的影响。结果表明,在同样试验条件和焊接工艺参数下,当球头部位采用铜衬垫时,在球头对接接头根部频繁产生热裂纹及根部气孔,而换用不锈钢衬垫后,热裂纹未再产生,同时产生根部气孔的概率也大大降低。
交流脉冲铝合金TIG焊工艺研究 交流脉冲铝合金TIG焊工艺研究
格式:pdf
大小:115KB
页数:未知
4.6
铝合金以其优越的性能被广泛使用于各种领域。由于各种领域对铝合金的需求不同,需要对其进行焊接以满足各种行业的使用要求。许多焊接技术有着各种缺陷,如焊缝材料堆高、焊缝表面均匀度差或焊点间重叠严重等,在一定程度上影响了焊接效果,因此需要改进。本文简阐述了交流脉冲tig焊接技术所需的设备、各种材料、焊接参数的确认、具体焊接工艺等,并根据该工艺在不同参数下的焊接效果进行对比分析,并调整参数,获得了较好的效果,最后分析了交流脉冲各种参数焊接效果的影响,为从事焊接行业的人员提供一定的参考与借鉴。
5A06铝合金TIG焊焊接接头疲劳强度试验研究
格式:pdf
大小:1.5MB
页数:6P
4.4
5a06铝合金tig焊焊接接头疲劳强度试验研究 作者:粱培阳,王文先,张红霞,李晋永,王一峰 作者单位:太原理工大学材料科学与工程学院,山西太原030024 相似文献(1条) 1.期刊论文从保强.齐铂金.周兴国.罗军.congbaoqiang.qibojin.zhouxingguo.luojun5a06铝合金超快变换 复合脉冲方波vptig焊接-宇航材料工艺2009,39(2) 研究了一种适用于焊接铝合金的超快速变换复合脉冲方波变极性电弧焊接工艺,以5a06铝合金为焊接试验对象,对不同工艺参数下复合脉冲方波变极 性tig焊接接头的显微组织和拉伸力学性能变化进行了试验研究.结果表明,在5a06铝合金焊接过程中引入高频直流脉冲方波电流,恰当选择其频率和占空 比大小,可增加焊缝组织中金属间化合物的析出数量,显著改善和提高
5A06铝合金厚板搅拌摩擦焊工艺研究 5A06铝合金厚板搅拌摩擦焊工艺研究
格式:pdf
大小:2.0MB
页数:3P
4.4
利用正交试验法研究了搅拌摩擦焊工艺参数对20mm厚的5a06-h112铝合金板接头组织和力学性能的影响。结果表明:焊接速度对接头抗拉强度影响最大,而搅拌头轴肩直径和旋转速度依次减小;采用最优组合参数焊接的试样其抗拉强度可达365mpa;由于搅拌摩擦焊焊缝中前进侧的熔合过渡区的界面变化急剧,因此断裂往往发生在该熔合过渡区;随着退火温度升高,焊核原本细小的等轴晶粒开始长大,并伴随着β(mg2al3)相从α(al)基体中析出,虽然焊核的晶粒变得粗大,但焊缝的抗拉强度降低的幅度较小。
7075铝合金,6061铝合金
格式:pdf
大小:10KB
页数:6P
4.7
7075铝合金,6061铝合金 国创7075超硬铝合金批发,6061进口铝合金棒材价格 东莞市国创金属材料有限公司,专业经销批发进口模具钢销售、青铜合金,钨 铜电极,铬锆铜,银钨 合金,超硬铝合金,7075铝棒铝板铝线铝管进口镁铝合金瑞典白钢车 刀,超硬白钢车刀粉末高 速钢,不锈钢,弹簧钢,高钴高速钢易车铁,冷拉钢,快削钢,光扁铁(厂家直 销)铝合金5357、 5451、5454、5456、5457、5552、5554、5556、5557、5652、5654、5657、 5754、5854、6002、6003 、6004、6005、6006、6007、6008、6009、6010、6011、6012、6014、6015、 6016、6017、6053、 6060、6061、6063、6066、6070、6081、6082、6101、6103、6105
EN9606-2焊工资格考试熔焊铝合金最新文档
6061铝合金薄板焊接应力与焊接变形 6061铝合金薄板焊接应力与焊接变形
格式:pdf
大小:250KB
页数:4P
4.7
研究了6061铝合金薄板tig焊焊接应力、焊接变形与焊接电流、焊接电压和板材尺寸的关系。随着焊接线能量的增加,铝合金的纵向和横向收缩变形增加;随着板的长度的增加,由于约束增加,板的纵向残余变形减少,厚度方向的抗弯增大,横向变形增大。板焊后,焊缝处受拉应力,而紧靠焊缝的母材处却受压应力,其余部分受拉应力且焊接线能量越大,残余应力越大。
 LF6Y2型铝合金曲板焊接角变形规律
LF6Y2型铝合金曲板焊接角变形规律 LF6Y2型铝合金曲板焊接角变形规律
格式:pdf
大小:447KB
页数:3P
4.7
采用动、静态的方法对不同板厚(δ=5,6mm)lf6y2型铝合金曲板焊接角变形进行研究.利用自动tig方法对二种类型板厚采用堆焊和开坡口形式进行焊接,其角变形都是由温差和失稳引起的.从而得出铝合金曲板焊接角变形的规律,确定出临界板厚.
6061铝合金
格式:pdf
大小:124KB
页数:5P
4.3
6061铝合金 6061属热处理可强化合金,具有良好的可成型性、可焊接性、可机加工性能,同时具有中等 强度,在退火后仍能维持较好的操作性.6061合金的主要合金元素是镁与硅,并形成mg2si相。若 含有一定量的锰与铬,可以中和铁的坏作用;有时还添加少量的铜或锌,以提高合金的强度,而又 不使其抗蚀性有明显降低;导电材料中还有少量的铜,以抵销钛及铁对导电性的不良影响;锆或钛 能细化晶粒与控制再结晶组织;为了改善可切削性能,可加入铅与铋。在mg2si固溶于铝中,使合 金有人工时效硬化功能。 6061-t651是6061合金的主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品,其强度 虽不能与2xxx系或7xxx系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及 电镀性、良好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易于抛光、上色膜容易、氧
 5A05型铝合金电阻焊二次点焊工艺研究
5A05型铝合金电阻焊二次点焊工艺研究 5A05型铝合金电阻焊二次点焊工艺研究
格式:pdf
大小:1.4MB
页数:3P
4.3
介绍5a05型铝合金焊接母材化学成分及力学性能,以及电阻点焊焊接设备。分析电阻点焊焊接特性和接头形式,"硬规范"、"软规范"和二次点焊焊接工艺参数,并对焊接接头进行外观检测、拉伸试验、撕裂试验、剪切试验和宏观金相试验,提出电阻焊二次点焊工艺宏观金相熔核成形良好,没有裂纹、缩松、缩孔、核心偏移等缺陷,在一定程度上改善5a05型铝合金电阻焊接性能等结论。
ZL101A铸铝硅合金与铝合金管6063-T6焊接工艺的研究与应用 ZL101A铸铝硅合金与铝合金管6063-T6焊接工艺的研究与应用
格式:pdf
大小:122KB
页数:未知
4.7
摘要:介绍了zl101a铸铝硅合金与铝合金管6063-t6挤压管异种材料的焊接方法。该工件作为压力容器使用,需要承压,同时要满足气密性要求,尺寸公差要求严格,目前还没有相应的焊接参考标准,同时zl101a铸铝硅合金自身容易出现裂纹、夹渣、气孔疏松等缺陷,焊接时容易出现裂纹、夹渣、气孔缺陷,焊接质量不易保证,通过对上述两种材料的焊接工艺参数的试验及控制,形成上述材料焊接的工艺参数.保证了焊接的质量。
6061-T6铝合金薄板的搅拌摩擦焊接 6061-T6铝合金薄板的搅拌摩擦焊接
格式:pdf
大小:2.9MB
页数:8P
4.6
采用搅拌摩擦焊(fsw)技术对1mm厚6061-t6铝合金薄板进行了对接.研究了焊接工艺参数的范围,实验测试了焊接接头的强度、硬度和延伸率,利用金相显微镜、扫描电镜和透射电镜分析了接头的微观组织.结果表明:对于1mm厚度6061-t6铝合金,fsw的最优工艺参数为旋转速度1800r.min-1,焊接速度1000mm.min-1;在此参数下,接头的硬度值达到母材的80%左右,抗拉强度达到母材的103%,延伸率达到母材的54%;接头的力学性能与微观结构相符.
6061铝合金 (2)
格式:pdf
大小:188KB
页数:5P
4.4
6061铝合金是经热处理预拉伸工艺生产的高品质铝合金产品,其强度虽不能与2xxx系或 7xxx系相比,但其镁、硅合金特性多,具有加工性能极佳、优良的焊接特点及电镀性、良 好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易于抛光、上色膜容易、氧化效 果极佳等优良特点。 6061-t651是6061铝合金的主要合金,是经热处理预拉伸工艺生产的高品质铝合金产品, 其强度虽不能与2xxx系或7xxx系相比,但其镁、硅合金特性多,具有加工性能极佳、 优良的焊接特点及电镀性、良好的抗腐蚀性、韧性高及加工后不变形、材料致密无缺陷及易 于抛光、上色膜容易、氧化效果极佳等优良特点。典型用途一、板带的应用广泛应用于 装饰、包装、建筑、运输、电子、航空、航天、兵器等各行各业。二、航空航天用铝材用 于制作飞机蒙皮、机身框架、大梁、旋翼、螺旋桨、油箱、壁板和起落架支柱,以

6063铝合金 (2)
格式:pdf
大小:15KB
页数:6P
4.4
6063铝合金 6063铝合金介绍 6063铝合金广泛用于建筑铝门窗、幕墙的框架,为了保证门窗、幕墙具有高的抗风压 性能、装配性能、耐蚀性能和装饰性能,对铝合金型材综合性能的要求远远高于工业型材标 准。在国家标准gb/t3190中规定的6063铝合金成分范围内,对化学成分的取值不同, 会得到不同的材质特性,当化学成分的范围很大时,其性能差异会在很大范围内波动,以致 型材的综合性能会无法控制。 6063铝合金化学成分的概述 6063铝合金的化学成分成为生产优质铝合金建筑型材的最重要的一环。 1、合金元素的作用及其对性能的影响 6063铝合金是al-mg-si系中具有中等强度的可热处理强化合金,mg和si是主要合 金元素,优选化学成分的主要工作是确定mg和si的百分含量(质量分数,下同)。 1.1mg的作用和影响mg和si组成强
EN9606-2焊工资格考试熔焊铝合金相关
文辑推荐
知识推荐
百科推荐

职位:双证监理工程师
擅长专业:土建 安装 装饰 市政 园林


