




 新型整体硬质合金钻头
新型整体硬质合金钻头 新型整体硬质合金钻头
1988年数控机床在工业中的大量应用,促使英国skf&dormertools公司开发了一种cdx整体硬质合金钻头。由于该公司的adxtin涂层高速钢钻头,在精度、性能和价格方面一直是硬质合金钻头的成功竞争对手,所以adx钻头就成为公司开发这种能在大多数先进的高速机床上提供更高生产率的cdx整体硬质合金钻头的理想背景。
新型硬质合金钻头及钻削技术 新型硬质合金钻头及钻削技术
1.新型s—cut钻头s—cut切削刃采用一片整体硬质合金而不是分开的两片合金,改善了切削刃的强度和可靠性,可以实现精确钻孔。对50钢用s—cut钻头钻孔(φ10mm,中短型),其公差带如图1所示,即使进给速度增加,孔径尺寸公差仍保持在0.2mm以内。
编辑推荐下载
新型硬质合金钻头的重磨方法 新型硬质合金钻头的重磨方法
格式:pdf
大小:334KB
页数:未知
 4.7
4.7
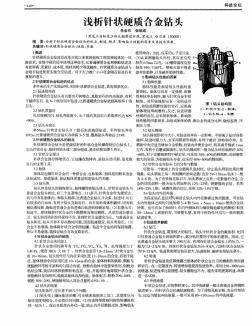
1、刃尖形状日本戴捷脱公司研制成的新型硬质合金钻头(以下简称新型钻头)~#的刃尖形状,根据使用目的有图1示的二种,通常的钻孔加工采用s型刃尖,钻头的圆周面为单平面;精度较高的钻孔加工采用f型刃尖,钻头的圆周面由于切削刃与圆周的转角处被磨成三角形负倒棱而变成多平面。
两种新型硬质合金钻头 两种新型硬质合金钻头
格式:pdf
大小:89KB
页数:未知
4.8
美国kennametal公司推出一种直槽整体硬质合金钻头,钻尖角为135°,取名为g-d钻头。该钻头采用优质细颗粒硬质合金材料制成,尺寸范围广(标准尺寸从3~16mm)。钻削时无需对中心,在钻削转角或难切削材料表面时,无需停刀而继续改变方向钻削,是一种高效率的新型整体硬质合
Dijet公司在美国生产新型硬质合金钻头热门文档
两种新结构硬质合金钻头 两种新结构硬质合金钻头
格式:pdf
大小:190KB
页数:1P
4.7
市场对高性能钻削的需要不断增长,下面介绍两种最新产品。kennametal公司开发了顶角为135°的整体硬质合金直槽麻花钻系列产品。g型钻头用细颗粒硬质合金制成,使用时可不预钻中心孔,其尺寸和形状有多种,标准直径范围为3~16mm,钻削斜面或难加工表面时的抗偏滑性能好。g-7型钻头具有两条铰削的切削刃,可免去后续的铰削加工。非标准直径,焊聚晶金刚石刀片
如何选择硬质合金钻头?
格式:pdf
大小:35KB
页数:2P
4.6
连怡机电技术(上海)有限公司 连怡机电技术(上海)有限公司www.***.*** 如何选择硬质合金钻头? 选用硬质合金钻头的考虑因素 1.加工稳定性 除了考虑钻孔精度要求外,选择钻头时还需考虑加工机床的稳定性。机床稳定性对于钻 头的安全使用寿命和钻孔精度至关重要,因此需要仔细检验机床主轴、夹具及附件的工作 状态。 此外,还应考虑钻头自身的稳定性。例如,整体硬质合金钻头刚性最好,因此可达到很 高的加工精度。而硬质合金可转位刀片钻头的结构稳定性较差,容易发生偏斜。这种钻头 上安装了两片可转位刀片,其中内刀片用于加工孔的中心部分,外刀片则加工从内刀片至 外径处的外缘部分。由于在加工初始阶段只有内刀片进入切削,钻头处于不稳定状态,极易 引起钻体偏斜,且钻头越长,偏斜量越大。 因此,在使用长度超过4d的硬质合金可转位刀片钻头进行钻削加工时,在开始钻进阶




Dijet公司在美国生产新型硬质合金钻头最新文档
什么是硬质合金钻头
格式:pdf
大小:18KB
页数:2P
4.8
什么是硬质合金钻头 硬质合金钻头通常情况下被认为是一种用于岩心钻探所的钻头。简单来说,在进行岩心钻探 所的工作的时候,硬质合金钻头是依靠钻压工艺与自身旋转所产生的冲击载荷破碎岩石的。 在整个凿岩钻进过程中,钻头会经常受到高频率的冲击载荷,而且受到扭转、弯曲、拉伸、 压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩粉和矿水等工作介质的 磨损与腐蚀。 硬质合金钻头的特点以及用途: 1、能够适合较为复杂材质的钻孔,可以选择较高的切削速度。 2、精选合金钻头专用的高性能合金刀片,有效减少崩刀,保持良好的耐磨性。 3、多层几何切削端刃,提高排泄性能,保持较小的切削阻力。 4、除常用的直角柄外,备有多种柄型,适合多种钻机,钻床配用。 常见硬质合金钻头的分类和牌号: 1、yg3x(k01):硬度≥91.5;在钨钴钛合金中耐磨性最好,但冲击韧性较差,适于铸铁, 有色金属及其合
硬质合金钻头的深孔加工 硬质合金钻头的深孔加工
格式:pdf
大小:282KB
页数:未知
4.4
我厂在加工φ45塑料挤出机螺杆的φ14.5×1250mm通孔(见图1)时,原来采用接长麻花钻从两端钻入接通,两端钻孔的偏差达1~5mm。现采用φ14.5mm深孔钻能一次钻通,孔的直线度以及对外圆的同轴度都能满足工艺要求。全长走偏量(实测10件)最大为0.25mm,两者的效果对比如下表所示。一、φ14.5mm深孔钻几何参数(1)深孔钻结构(见图2)。φ14.5mm深孔钻采用单刃内排屑bta结构。切削刃磨成折线状,使切屑分成三条宽度各为3mm左右的小切屑,能顺利排屑。
硬质合金钻头的应用问题 硬质合金钻头的应用问题
格式:pdf
大小:399KB
页数:未知
4.7
近十年来,在孔加工,特别是钻削方面,尚未获得显著进展。这主要是由于普通麻花钻的结构和加工方法不能满足硬质合金所需要的加工条件。按din8037所规定的锒硬质合金刀片的麻花钻,从结构方面来看,没有显著提高切削效率的条件。一般硬质合金在中断切削及刀片局部超负荷的情况下(例如工件具有坚硬的夹杂物),常常会出现崩刃,它与刀具本身的磨损不同,特别对于耐磨的硬质合金来说,对此特别敏感。当刀片承受的负荷和切削热分布不均匀或温度变化时,刀刃常常会出现热裂纹和梳状裂
不重磨式硬质合金钻头 不重磨式硬质合金钻头
格式:pdf
大小:126KB
页数:未知
4.6
采用负前角标准硬质合金刀片的kendx/metcut新型钻头在sheldon数控车床上作了表演.这种钻头是kennam-etal公司和硬质合金刀具公司共同研究的成果.钻削整体金属时,此种刀具的刀片前角、主偏角和刀片的位置均配合得非常先进合理.工件在车床上以车削的速度钻削,勿需进行预钻或以工具钢的速度钻削,这在数控加工中显得较为优越,并提高了金属切削加工生产率。

正确使用硬质合金钻头
格式:pdf
大小:535KB
页数:2P
4.7
正确使用硬质合金钻头 因为硬质合金相当宝贵,正确使用钻头,做到物尽其用,是每一个机械加工从业者的责任。 正确使用硬质合金钻头,主要包括如下几个方面: 1.选择正确的机床硬质合金钻头可应用于数控机床,加工中心等功率大、刚性好的机 床,并且应保证刀尖跳动tir8-10°时,不可钻。<8-10°时,进给应减至正常的1


常用的硬质合金钻头 (2)
格式:pdf
大小:8KB
页数:1P
4.5
常用的硬质合金钻头规格: φ43通水煤钻头 φ90高效组合钻头 φ78高效组合钻头 φ55高效组合钻头 φ86高效通水钻头 三翼螺旋钻头 φ55三翼刮刀钻头 高效组合钻头四级组合 φ130六方组合钻头 φ65三翼钻头 φ76高效通水钻头 φ110高效组合钻头 φ55两翼内丝钻头 φ28(通水)煤钻头

硬质合金钻头的合理选用
格式:pdf
大小:260KB
页数:5P
4.5
硬质合金钻头的合理选用 过去,人们一直认为钻削加工必须在较低的进给量和切削速度下进行,这种观点在使用普通 钻头的加工条件下曾经是正确的。如今,随着硬质合金钻头的出现,钻削加工的概念也发生 了变化。事实上,通过正确选用合适的硬质合金钻头,可以大幅度提高钻削生产率,降低每 孔加工成本。 硬质合金钻头的基本类型 可供用户选择的硬质合金钻头分为四种基本类型:整体硬质合金钻头、硬质合金可转位刀片 钻头、焊接式硬质合金钻头和可更换硬质合金齿冠钻头。每种钻头都具有适合特定加工条件 的优点。 (1)整体硬质合金钻头 整体硬质合金钻头适于在先进的加工中心上使用。这种钻头采用细颗粒硬质合金材料制造, 为延长使用寿命,还进行了tialn涂层处理,专门设计的几何刃型使钻头具有自定心功能, 在钻削大多数工件材料时具备良好的切屑控制及排屑性能。该钻头的自定心功能和严格控制 的制造精度可确保孔的钻削质
Dijet公司在美国生产新型硬质合金钻头相关
文辑推荐
知识推荐
百科推荐


职位:造价工程师
擅长专业:土建 安装 装饰 市政 园林


