




 汽轮机缸体及耐热铸钢件阀体的冷补焊工艺
汽轮机缸体及耐热铸钢件阀体的冷补焊工艺 汽轮机缸体及耐热铸钢件阀体的冷补焊工艺
通过对耐热铸钢件补焊工艺的研究,研制出了同质焊条。焊接采用第一层敖焊后跟踪氩弧重熔回火,各层之间回火,最后一层氩弧重熔退火的方法。可以有效地解决焊后不产生淬硬组织及较低的残余应力。
编辑推荐下载
铸钢件补焊通用工艺
格式:pdf
大小:59KB
页数:3P
 4.3
4.3
世林(漯河)冶金设备有限公司铸钢件补焊通用工艺规程 第1页共3页 1.主要内容和适用范围 本通用工艺规程规定了涉及我公司铸钢件等缺陷的清除、补焊技术要求和工艺管理,确保补焊后符合 质量要求。适用于铸造碳钢件、铸造不锈钢件、铸造高锰钢件缺陷的清除、补焊。 2.引用标准、法规 jb/t5000.7-1998《重型机械通用技术条件铸钢件补焊》jb3223-96《焊接材料质量管理规程》 gb/t5117-1995《碳钢焊条》astma217/a217m-2007《美国材料与实验协会》 jb/t9625-1999《锅炉管道附件承压铸钢件技术条件》 jb/t6902-1993《阀门铸钢件液体渗透检查、超声波检查方法》 3.补焊前缺陷判定、清理和坡口形式的确定 3.1缺陷判定 3.1.1对于铸钢件阀门壳体,需在水压试验(prt)的基础上,配合超声波探伤(ut

1000MW超超临界汽轮机9%~12%Cr铸钢件焊接与热处理工艺实践
格式:pdf
大小:1.1MB
页数:4P
4.3
gx12crmowvnbn10-1-1是一种新型9%-12%cr抗蠕变铸钢。介绍该材料焊接及热处理的工艺,通过对焊前预热、焊接电流、焊接速度等的控制,在a3温度150℃以上进行正火处理后,辅以适当回火及去应力处理,所生产的铸件满足技术标准的要求。
DL/T753-2001汽轮机铸钢件补焊技术导则热门文档
呋喃树脂砂汽轮机铸钢件裂纹及预防对策 呋喃树脂砂汽轮机铸钢件裂纹及预防对策
格式:pdf
大小:102KB
页数:2P
4.4
近年来,树脂砂工艺获得空前发展,但较之传统的粘土砂或水玻璃砂工艺,铸钢件裂纹倾向明显,尤以弥散性微细裂纹更为突出.本文讨论呋喃脂砂铸钢件裂纹产生的机理及预防对策.1铸件热裂实例热裂是指铸件在高温下产生开裂的现象,裂纹形状弯曲不规则,且多分叉,裂纹裂处金属表面氧化,呈暗蓝色.
大厚度ZG310-570铸钢件的补焊 大厚度ZG310-570铸钢件的补焊
格式:pdf
大小:210KB
页数:2P
4.3
zg310-570与45号钢材质相似,含碳量高,焊接性差,焊接易出现淬硬倾向、热影响区的脆化和焊接冷裂纹等问题。材质为zg310-570的大厚度铸钢件产生裂纹后的补焊教较为困难,笔者根据材料的焊接特性制订了一套可行的焊接工艺,在焊接生产中获得了较好的结果。一、焊前准备1.将裂纹部位的锈蚀、油污等清理干净,并露出纯净的金属光泽。

发电厂汽轮机、水轮机技术监督导则
格式:pdf
大小:205KB
页数:27P
4.4
. 页脚 前言 本标准是根据《发展改革委办公厅关于下达2004年行业标准项目补充计划的通知》(发改办工业 [2004]1951号)要求制定的。 汽轮机、水轮机(包括燃气轮机)技术监督是保证发电机组安全、经济、稳定运行的重要环节。为适 应高参数、大容量发电机组的迅速发展及厂网分开和区域电力市场格局的形成,本标准从全过程技术监督 的角度制定了监督的任务、措施和技术管理容。 本标准的附录d、附录e为规性附录。 本标准的附录a、附录b、附录c、附录f、附录g为资料性附录。 本标准由中国电力企业联合会提出。 本标准由中国电力企业联合会电力试验研究分会归口并解释。 本标准起草单位:中国南方电网电网公司电力科学研究院。 本标准参加起草单位:华北电力科学研究院有限责任公司、东北电力科学研究院、华东电力试验研究 院、西北电力试验研究院、电力试验研究所、电力调度通信中心和电力试验研究院
DLT590-1996汽轮机热工检测控制技术导则
格式:pdf
大小:37KB
页数:13P
4.7
中华人民共和国电力行业标准 火力发电厂固定式发电用凝汽汽轮机的 热工检测控制技术导则 dl/t590-1996 directivesofthermalinstrumentationandcontrolfor condensationtypeturbineinpowerplant 1范围 本标准规定了固定式发电用凝汽汽轮机本体范围内的热工检测控制技术要求,试 验和验收以及标志、包装、运输和保管的要求。 本标准适用于200mw及以上容量的固定式发电用凝汽汽轮机组。对其他类型的汽 轮机组,也可参照使用。 2引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出 版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用 下列标准最新版本的可能性。 gb191-90包装储运图示标志 gb4208外壳防护等级的分类
DL/T753-2001汽轮机铸钢件补焊技术导则精华文档

发电厂汽轮机、水轮机技术监督导则剖析
格式:pdf
大小:122KB
页数:27P
4.4
前言 本标准是根据《国家发展改革委办公厅关于下达2004年行业标准项目补充计划的通知》(发改办工业 [2004]1951号)要求制定的。 汽轮机、水轮机(包括燃气轮机)技术监督是保证发电机组安全、经济、稳定运行的重要环节。为适 应高参数、大容量发电机组的迅速发展及厂网分开和区域电力市场格局的形成,本标准从全过程技术监督 的角度制定了监督的任务、措施和技术管理内容。 本标准的附录d、附录e为规范性附录。 本标准的附录a、附录b、附录c、附录f、附录g为资料性附录。 本标准由中国电力企业联合会提出。 本标准由中国电力企业联合会电力试验研究分会归口并解释。 本标准起草单位:中国南方电网广东电网公司电力科学研究院。 本标准参加起草单位:华北电力科学研究院有限责任公司、东北电力科学研究院、华东电力试验研究 院、西北电力试验研究院、浙江电力试验研究所、浙江电力调度通信中

发电厂汽轮机、水轮机技术监督导则资料
格式:pdf
大小:122KB
页数:27P
4.7
前言 本标准是根据《国家发展改革委办公厅关于下达2004年行业标准项目补充计划的通知》(发改办工业 [2004]1951号)要求制定的。 汽轮机、水轮机(包括燃气轮机)技术监督是保证发电机组安全、经济、稳定运行的重要环节。为适 应高参数、大容量发电机组的迅速发展及厂网分开和区域电力市场格局的形成,本标准从全过程技术监督 的角度制定了监督的任务、措施和技术管理内容。 本标准的附录d、附录e为规范性附录。 本标准的附录a、附录b、附录c、附录f、附录g为资料性附录。 本标准由中国电力企业联合会提出。 本标准由中国电力企业联合会电力试验研究分会归口并解释。 本标准起草单位:中国南方电网广东电网公司电力科学研究院。 本标准参加起草单位:华北电力科学研究院有限责任公司、东北电力科学研究院、华东电力试验研究 院、西北电力试验研究院、浙江电力试验研究所、浙江电力调度通信中

发电厂汽轮机、水轮机技术监督导则解读
格式:pdf
大小:122KB
页数:27P
4.6
前言 本标准是根据《国家发展改革委办公厅关于下达2004年行业标准项目补充计划的通知》(发改办工业 [2004]1951号)要求制定的。 汽轮机、水轮机(包括燃气轮机)技术监督是保证发电机组安全、经济、稳定运行的重要环节。为适 应高参数、大容量发电机组的迅速发展及厂网分开和区域电力市场格局的形成,本标准从全过程技术监督 的角度制定了监督的任务、措施和技术管理内容。 本标准的附录d、附录e为规范性附录。 本标准的附录a、附录b、附录c、附录f、附录g为资料性附录。 本标准由中国电力企业联合会提出。 本标准由中国电力企业联合会电力试验研究分会归口并解释。 本标准起草单位:中国南方电网广东电网公司电力科学研究院。 本标准参加起草单位:华北电力科学研究院有限责任公司、东北电力科学研究院、华东电力试验研究 院、西北电力试验研究院、浙江电力试验研究所、浙江电力调度通信中
 常见阀门铸钢件的缺陷补焊
常见阀门铸钢件的缺陷补焊 常见阀门铸钢件的缺陷补焊
格式:pdf
大小:485KB
页数:3P
4.7
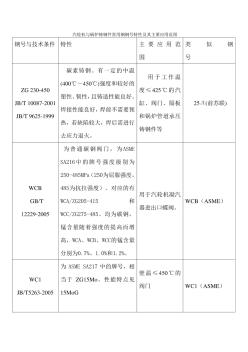
介绍了wcb、zg250-485、zg15cr1mo1v、zgcr5mo、zg35crmo、zg0cr18ni9等常见阀门铸钢件的缺陷及补焊方法,缺陷的焊前与焊后处理,总结了缺陷补焊中经济、有效的实用经验。
DL/T753-2001汽轮机铸钢件补焊技术导则最新文档

汽轮机技术问答1000问
格式:pdf
大小:12KB
页数:6P
4.5
汽轮机技术问答 1.凝结水泵空气平衡管的作用什么? 当凝结水泵内有真空时,可由空气管排至凝汽器,保证凝结水泵正 常运行。 2.汽轮机本体有哪些部件组成? 汽轮机本体由静止和转动两个部分组成。静止部分包括汽缸、隔板、 喷嘴和轴承等,转动部分包括轴、叶轮、叶片和联轴器等。此外,还有 汽封。 3.凝汽器运行状况好坏的标志有哪些? 凝汽器运行状况主要表现在以下三个方面: 1)能否达到最有利真空。 2)能否保证凝结水的品质合格。 3)凝结水的过冷度能够保持最低。 4.凝汽设备的任务有哪些? 主要有两个: 1)在汽轮机的排汽口建立并保持真空。 2)把在汽轮机中做完功的排汽凝结水,并除去凝结水中的氧气和其 它不凝结气体,回收工质。 5.简述汽轮机油系统中注油器的工作原理。 当有压力油经喷嘴高速喷出时,利用自由射流的卷吸作用,把油箱 中的油经滤网带入扩散管,经扩

汽轮机技术问答100题
格式:pdf
大小:98KB
页数:16P
4.4
汽轮机技术问答100题 1、汽轮机凝汽设备主要由哪些设备组成? 答:主要有凝汽器、循环水泵、抽气器、凝结水泵等组成。 在汽轮机中工作后的蒸汽进入凝汽器,被循环水泵输入的冷却水所冷却凝结成水,再由 凝结水泵抽出,送入轴封加热器,吸取轴封蒸汽放出的热量后送入低压加热器。为了避免漏 入凝汽器内的空气不致越积越多而影响传热效果,降低真空,系统中设有射汽抽气器,及时 抽出漏入凝汽器内的空气,以维持凝汽器的真空,轴封加热器将轴封漏汽凝结为水,并送入 凝汽器中。 2、汽轮机凝汽设备的任务是什么? 答:(1)在汽轮机的排气口建立并保持真空(2)、把在汽轮机中做完功的排气凝结成 水,并除去凝结水中的氧气和和其他不凝结气体,回收工质。 3、汽轮机排汽缸为什么要装喷水降温装置? 答:在汽轮机启动、空载及低负荷时,蒸汽通流量很小,不足以带走低压缸内摩擦鼓 风产生的热量,从
 铸钢件可焊性分析及修复补焊注意事项
铸钢件可焊性分析及修复补焊注意事项 铸钢件可焊性分析及修复补焊注意事项
格式:pdf
大小:122KB
页数:1P
4.6
我国经过了多年的发展,已经建立起了较为完善的工业体系。铸钢件是在工业领域应用较多的钢材,其性能与铸铁较为相似,但相对于铸铁在强度方面较高.同时由于铸钢工艺复杂,容易在铸造的过程中形成气孔、角度出现偏差、裂纹、砂眼等的缺陷,为提高铸钢件的使用性能,需要对铸钢件进行一定的补焊修复,如果采用较为合理的铸钢件修复工艺从而可以使得缺陷部分得到与铸钢件本体相同或是较为接近的使用性能,从而为后续加工制造带来较大的方便。
腾飞铸钢铸钢件生产铸钢件大型铸钢件铸钢件厂家电话
格式:pdf
大小:5KB
页数:2P
4.3
铸钢件生产铸钢件大型铸钢件铸钢件厂家电话 铸钢件加工产品的表面处理,可以用喷砂、砂轮打磨,或者 用机械加工的方法,清除妨碍探伤的附着物。铸钢件加工应在外 观检查合格后进行超声探伤,铸钢件探测面其背面影响超声检测 的物质应予清除。当被检测铸钢件的探伤面较粗糙时,可以使用 有软保护膜的探头。铸钢件主要用于机器零部件的毛坯或者直接 用作机器零部件。机械产品中铸件开始越来越占比例,用量也是 逐年增加,铸钢件的形状、品种也在不断变化。 国内铸钢件加工企业的节能减排工作任务非常紧迫,势在必 行。推动我国铸钢件加工的节能减排工作应从技术改造和政策引 导两方面入手。 ①铸钢件在技术改造方面:要着力提高铸钢件加工质量,改 造落后设备,推广使用节能减排设备,提高企业的铸造工艺技术 水平。 ②在政策引导方面:一要加快产业结构调整。 生产的铸钢件有良好的机械操作特性、物理特性,
铸钢件的焊接
格式:pdf
大小:7KB
页数:3P
4.3
铸钢件焊接 在船体结构中制造和修理中,经常会碰到铸钢件的焊接,比如舵叶、艉轴架 等。由于一般铸钢件对强度要求较高,整体刚性很强,因此其焊接过程中的质量 控制就显得极为重要,其中的重点就是防止焊接裂纹。 一、焊接方法及焊材 手工焊:碱性焊条che58-1ф3.2或ф4.0 co2焊:twe-711ф1.2 二、焊前准备 1、焊接之前应认真检查(外观检查、无损探伤)铸钢件是否存在砂眼、裂 纹、缩孔、气孔或夹渣等缺陷。若存在缺陷,应作适当的处理后再行焊 接。 2、坡口型式铸钢件坡口及其与板材的焊接节点具体要求须参考施工工艺。 典型的坡口有以下几种: 3、预热 点焊和正式焊接前都应对铸钢件进行预热,预热温度为100~150°c。 加热范围:焊缝坡口及其附近一侧至少100mm区域内用火焰加热,开始加 热时注意摆动,以使铸钢件受热均匀。 三、焊接过程中的注
汽轮机(论文)
格式:pdf
大小:507KB
页数:31P
4.8
i 摘要 汽轮机是发电厂三大主要设备,汽轮机的启动是指汽轮机转 子从静止状态升速至额定转速,并将负荷加到额定负荷的过程。 在启动过程中,汽轮机各部件的金属温度将发生十分剧烈的变 化,从冷态或温度较低的状态加热到对应负荷下运行的高温工作 状态。因而汽轮机启动中零部件的热应力和热疲劳、转子和汽缸 的胀差、机组振动都变化很大,将严重威胁汽轮机的安全,并使 整个电厂发电负荷降低,经济损失严重。分析汽轮机启动中的特 点,并及时采取相应对策和正确的运行方式对保证设备健康水平 和安全、经济运行有深刻的意义。 本文以哈汽600mw汽轮机的启动过程为研究对象,分析与探 讨了启动过程中蒸汽温升率的计算方法,并在此基础上研究了蒸 汽初温与转子金属温度的匹配问题,使得汽轮机启动过程优化。 同时对启动过程中的换热系数进行了计算与比较。 关键词:启动;寿命分配;安全性; i 目录 摘要

DL/T753-2001汽轮机铸钢件补焊技术导则相关
文辑推荐
知识推荐
百科推荐


职位:市政道桥规划师
擅长专业:土建 安装 装饰 市政 园林


