

C型热轧叉车门架槽钢轧制缺陷的成因及改进
格式:pdf
大小:331KB
页数:2P
人气 :59
 4.7
4.7
针对C型热轧门架槽钢生产中存在的缠辊、扭转、耳子等问题进行了分析,并通过不断进行孔型优化与过程控制,及采取多项改进措施,使生产可稳定进行,产品合格率获得提高。



 国内外叉车用热轧门架槽钢金相检验及分析
国内外叉车用热轧门架槽钢金相检验及分析 国内外叉车用热轧门架槽钢金相检验及分析
通过对国内外叉车用热轧门架槽钢进行金相检验及分析,找出了国内与国外叉车用热轧门架槽钢间的差距并给出改进建议。结果表明,国内比国外门架槽钢带状组织级别平均高2级,晶粒度平均低1级,且含有较多较粗的硫化物类、氧化物类、硅酸盐类等夹杂物。建议通过生产洁净钢、消除或减轻带状组织、细晶强化等方式来加以改进。
编辑推荐下载
HRB335异型叉车门架槽钢的研制与开发 HRB335异型叉车门架槽钢的研制与开发
格式:pdf
大小:110KB
页数:未知
4.4
介绍了小型型钢厂开发的hrb335异型叉车门架槽钢的产品特点、研发背景以及该产品试制过程中采取技术措施、产品质量情况、存在的问题和改进措施,并提出了今后的工作重点。
C型热轧叉车门架槽钢轧制缺陷的成因及改进热门文档
 莱钢热轧叉车门架型钢助力机械制造业增效
莱钢热轧叉车门架型钢助力机械制造业增效 莱钢热轧叉车门架型钢助力机械制造业增效
格式:pdf
大小:77KB
页数:未知
4.5
莱钢热轧叉车门架型钢推介暨国际研讨会8月24日在青岛召开。记者在会上获悉,莱钢新开发的“j”型门架型钢和高强度“c”型门架型钢不仅填补了国内空白,而且产品更加符合用户个性化需求,有利于用户提高生产效率、降低制造成本,实现钢铁和制造产业的双赢。
叉车门架凹弧型胶管滑轮组设计 叉车门架凹弧型胶管滑轮组设计
格式:pdf
大小:129KB
页数:2P
4.7
随着工业机械化的快速发展,对叉车功能的要求越来越多,除了具有搬运、堆垛等叉车基本功能外,用户提出了更高的要求,诸如货叉能够实现侧移、调距、旋转及前后倾翻等更多功能,这些多种动作的实现需要增加新的油路,叉车车体至属具之间附之于门架布置的新增油路称之为胶管滑轮组。文中主要介绍了凹孤型胶管滑轮组的布置结构、设计原理及其起升和下降过程。
CPC30G型叉车门架销轴固定方式的改进 CPC30G型叉车门架销轴固定方式的改进
格式:pdf
大小:199KB
页数:未知
4.4
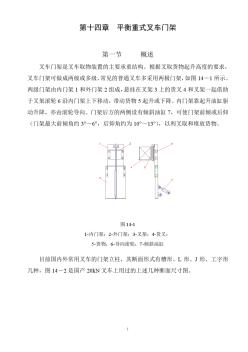
2台cpc30g型叉车使用3个月后,即出现门架销轴固定螺栓松动现象。该销轴结构如图1所示。销轴固定螺栓3松动后,极易造成销轴2脱出。该销轴一旦脱出,门架将失去支撑,整个工作系统将与车体分离,轻者影响叉车使用,重者会引发安全事故。由图1可知,门架固定座1与车体连接座6由销轴2连接。当叉车门做架前、后倾动作时,门架以
大吨位叉车门架用型钢实现系列化生产 大吨位叉车门架用型钢实现系列化生产
格式:pdf
大小:79KB
页数:未知
4.5
技术中心异型钢开发小组针对大吨位叉车用户需求,积极拓展品种规格范围,继成功开发q420c级22#叉车门架用型钢后,顺利实现q440c级25#叉车门架用型钢批量生产,实现大吨位叉车用型钢系列化开发。第一批200tq440c级25#叉车门架用型钢已成功应用,表面质量、尺寸精度及力学性能等均达到用户要求。
C型热轧叉车门架槽钢轧制缺陷的成因及改进精华文档
价值工程在叉车门架设计上的应用 价值工程在叉车门架设计上的应用
格式:pdf
大小:287KB
页数:3P
4.5
本文通过价值工程对叉车门架设计进行分析改进,使升降油缸,倾斜油缸等采购成本降低;外门架总成,内门架总成等制造成本降低,取得了良好的经济效益。
18#工字钢轧制缺陷的成因及改进 18#工字钢轧制缺陷的成因及改进
格式:pdf
大小:1.3MB
页数:2P
4.6
型钢厂中型车间轧制18#工字钢,常发生腿窄、耳子问题,这是由于孔型设计不够完善,使金属在压缩中的不均匀变形程度加剧所致。通过孔型优化较好的解决上述问题。
叉车门架型钢的采购成本控制 叉车门架型钢的采购成本控制
格式:pdf
大小:213KB
页数:未知
4.7
0引言在机械制造型企业,产品生产材料的成本占了产品成本的60%以上,因此"控制"原料采购成本几乎是每一个企业的重点工作,成为体现企业管理能力的标志。在采购成本的控制上每个企业也都有自己的方法和经验,诸如目标分析法、价值分析法、价值工程法、杠杆采购、联合采购、标准化采购等等,这
探讨槽钢轧制裂缝与掉块缺陷原因 探讨槽钢轧制裂缝与掉块缺陷原因
格式:pdf
大小:45KB
页数:2P
4.6
槽钢是一种经济断面型材,在很多领域都得到了广泛应用,不仅可以用于汽车、航空等机械制造业,而且在建筑领域也发挥着至关重要的作用,对我国社会发展做出一定贡献。但是在具体应用中,槽钢轧制本身具有一定缺陷,对机械或者建筑整体质量产生了重要影响。本文对其裂缝与掉块缺陷原因进行了探究。
6.3号槽钢轧制工艺改进 6.3号槽钢轧制工艺改进
格式:pdf
大小:247KB
页数:6P
4.5
1前言为填补我区槽钢系列的空白,我厂进行了6.3号槽钢的开发研制工作,并于1990年试产成功,收到了较好的经济效益。1995年3月我厂"一火成材"技改完成后,本着增产降耗的目的,对原孔型系统作了较大的修改及补充,经过反复实践,逐渐摸索到一套完整的孔型系统。2车间热轧区布置"一火成材"改造前,我厂的轧机为φ550×1/φ400×2、φ450×1两机列布置,设计能力为12万吨/年,改造后的轧机布置为φ550×1/φ400×2、φ450×1/φ450×2三机列布置,车间生产能力为18万吨/年,如图1所示。
C型热轧叉车门架槽钢轧制缺陷的成因及改进最新文档
热轧H型钢轧制过程中腹板偏心缺陷的控制 热轧H型钢轧制过程中腹板偏心缺陷的控制
格式:pdf
大小:105KB
页数:3P
4.8
参照国内其他厂家h型钢生产线生产过程中遇到的h型钢腹板偏心问题,参考h型钢生产工艺及其他相关资料提出腹板偏心即腿长不对称[1]产生的原因及控制措施,提出在生产实际中快速准确地解决h型钢腹板偏心问题的措施。
用于焊接两种叉车门架的正反模具设计 用于焊接两种叉车门架的正反模具设计
格式:pdf
大小:135KB
页数:未知
4.3
介绍了一种用于叉车三节全自由中门架和内门架焊接的模具,将两种门架设计在一副模具上,利用模具的正反两面,分别定位和夹紧,采用变位机控制实现全方位焊接,既节省空间,提高模具的利用率,又大大降低了劳动强度。
交叉轧制模式下热轧板厚度的控制 交叉轧制模式下热轧板厚度的控制
格式:pdf
大小:123KB
页数:未知
4.7
某热轧生产线因采用交叉轧制造成特殊钢种全长超厚而判废,针对此问题,分析了温度偏差对厚度的影响、轧制压力偏差对辊缝的影响、自学习对轧制压力和辊缝的影响,采用拟合温度模型系数、回归轧制压力系数、根据钢种标志位进行单独设定与自学习等改进措施,有效解决了全长超厚的问题。

GBT热轧槽钢
格式:pdf
大小:57KB
页数:4P
4.8
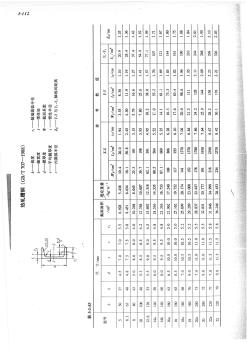
gb/t707-1988热轧槽钢尺寸、外形、重量及允许偏 差 gb/t707-1988热轧槽钢尺寸、外形、重量及允许偏差 1尺寸及允许偏差 1)截面尺寸及允许偏差 槽钢的截面图示及标注符号如图1所示。 槽钢的尺寸、截面面积、理论重量及截面特性参数应符合表1的规定。 h-高度;b-腿宽度;d-腰厚度;t-平均腿厚度;r-内圆弧半径;r1-腿端腿端圆弧半径: i-惯性矩;w-截面系数;i-惯性半径;z0-yy轴与y1y1轴间距 图1 表1 型号 尺寸,mm 截面面 积cm2 理论重量 kg/m 参考数值 hbdtrr1 x-xy-yy1-y1 z0cm wx,cm3ix,cm4ix,cmwγ,cm3iγ,cm4iγ,cmiγ1,cm4 550374.5773.56.9285.4381
热轧带钢轧制节奏的优化 热轧带钢轧制节奏的优化
格式:pdf
大小:216KB
页数:3P
4.4
针对热连轧窄带钢生产中由于精轧区轧区长度长、传统控制方式导致轧制节奏慢的问题,通过对两级自动化控制系统进行优化,设置双存储区,优化轧制规程发送时序和速度算法,解决了两块钢同时轧制的问题。唐山国丰钢铁有限公司620mm热连轧生产线据此改进后,小时产量由原先的55块提高到了72块,大大缩短了生产周期,提高了产能。
25号热轧普型工字钢孔型设计与轧制 25号热轧普型工字钢孔型设计与轧制
格式:pdf
大小:485KB
页数:4P
4.8
以工25为例,介绍了在工字钢设计过程中孔型系统的选择、坯料选择、孔型设计的方法,介绍了25号工字钢孔型设计的特点。
热轧带钢轧制模型的应用与优化 热轧带钢轧制模型的应用与优化
格式:pdf
大小:196KB
页数:未知
4.4
轧钢模型是热轧带钢过程控制过程系统的控制核心,其参数设定的优劣将直接影响到产品的质量。对主要轧制模型的控制特点及在实际生产中对参数的确定与优化方法进行了阐述,解决了一系列与模型相关的问题。
D型协议热轧轻型槽钢质量分析 D型协议热轧轻型槽钢质量分析
格式:pdf
大小:224KB
页数:2P
4.5
1前言为了满足国内部分特殊用户的需求,改善公司产品结构,拓宽我公司产品销售领域,2001年7月由我公司技术中心、中轧厂、质管部共同研制开发了新产品d型协议热轧轻型槽钢系列,并于2001年9~11月成功试轧了jxqd6.3~#、8~#、10~#、12~#、14~#、16~#6种规格槽钢,产
C型热轧叉车门架槽钢轧制缺陷的成因及改进相关
文辑推荐
知识推荐
百科推荐


职位:弱电工程师
擅长专业:土建 安装 装饰 市政 园林


