

1Cr5Mo耐热钢的焊接工艺试验及施工
格式:pdf
大小:133KB
页数:5P
人气 :60
 4.3
4.3
依据1Cr5Mo钢炉管的化学成份与力学性能,选用HCr5Mo焊丝和R507焊条,采用氢弧焊打底(管子内充氩气保护),手工焊盖面的焊接方法(焊口预热温度为300℃),对1Cr5Mo钢炉管进行焊接,焊后立即包以保温材料缓冷,24h后进行100%的X射线探伤,然后对焊口进行热处理(750℃×2h)。对1Cr5Mo钢炉管进行 焊接试验表明,接头焊缝的力学性能完全达到GB150-89标准中的要求,热处理后,



 耐热钢Cr5Mo与不锈钢316L的焊接
耐热钢Cr5Mo与不锈钢316L的焊接 耐热钢Cr5Mo与不锈钢316L的焊接
在锦州石化公司一套常减压装置检修中,新建减压炉一台,这台炉辐射室包括44根耐热钢cr5mo炉管和20根不锈钢316l炉管。cr5mo炉管焊接采用φ1.6mm焊丝(h1cr5mo)氩弧焊打底,其余各层用φ3.2mm焊条电弧焊r507(e1-5mov-15)填充。
1Cr5Mo中合金耐热钢管的焊接 1Cr5Mo中合金耐热钢管的焊接
1cr5mo属于中合金耐热钢,合金元素含量和碳当量高,焊接性差。采用母材加工焊丝的方法替代标准焊丝,克服了采购不到焊接材料的困难,解决了生产急需。通过试验研究,制订了合理、可行的焊接工艺,生产出质量合格的产品。
编辑推荐下载
厚板1Cr5Mo焊接工艺分析 厚板1Cr5Mo焊接工艺分析
格式:pdf
大小:180KB
页数:4P
4.6
针对厚80mm的1cr5mo钢板的焊接,从脆硬倾向和再热裂纹两方面分析了母材的焊接性;从焊接方法、焊接材料、焊接坡口、焊前预热、焊后热处理的选择进行了焊接工艺探讨;并按照标准jb4708-2000进行了焊接工艺评定,拉伸、弯曲和冲击韧性试验均符合标准要求,从而确定了厚板1cr5mo的焊接工艺要点是:控制预热温度和层间温度,选择合理的焊接工艺参数,焊后立即进行中间热处理和最终整体热处理,从而保证了产品的焊接质量。
Cr5Mo耐热钢的焊接工艺试验及施工热门文档
1Cr5Mo焊接工艺评定
格式:pdf
大小:85KB
页数:5P
4.5
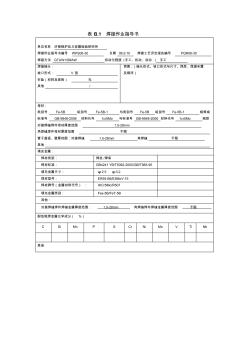
表b.1焊接作业指导书 单位名称济南锅炉压力容器检验研究所 焊接作业指导书编号wps06-30日期06.9.10焊接工艺评定报告编号pqr06-30 焊接方法gtaw+smaw机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:v型 衬垫(材料及规格)无 其他/ 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置 及顺序) 母材: 类别号fe-5b组别号fe-5b-1与类别号fe-5b组别号fe-5b-1相焊或 标准号gb-9948-2006材料代号1cr5mo与标准号gb-9948-2006材料代号1cr5mo相焊 对接焊缝焊件母材厚度范围1.5-28mm 角焊缝焊件母材厚度范围不限 管子直径、壁厚范围:对接焊缝1.5-28mm角焊缝不限 其他 填充金属: 焊材类别:焊丝/焊条 焊材标准:gb424
15CRMOG耐热钢的焊接工艺
格式:pdf
大小:15KB
页数:3P
4.6
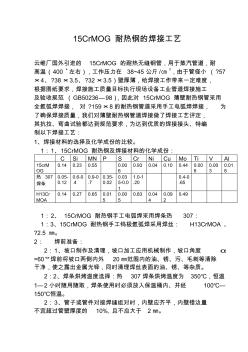
15crmog耐热钢的焊接工艺 云维厂国外引进的15crmog的耐热无缝钢管,用于蒸汽管道,耐 高温(400゜左右),工作压力在38~45公斤/㎝2,由于管径小(?57 ×4、?38×3.5、?32×3.5)壁厚薄,给焊接工作带来一定难度, 根据图纸要求,焊接施工质量目标执行现场设备工业管道焊接施工 及验收规范(gb50236—98),因此对15crmog薄壁耐热钢管采用 全氩弧焊焊接,对?159×8的耐热钢管道采用手工电弧焊焊接,为 了确保焊接质量,我们对薄壁耐热钢管道焊接做了焊接工艺评定, 其抗拉、弯曲试验都达到规范要求,为达到优质的焊接接头、特编 制以下焊接工艺: 1、焊接材料的选择及化学成份的比较。 1:1、15crmog耐热钢及焊接材料的化学成份: csimnpscrnicumotival 15crm og 0.140.2

常用耐热钢的焊接工艺
格式:pdf
大小:35KB
页数:1P
4.6
新材料与新工艺material&process 171军民两用技术与产品2017·1(下) 耐热钢是指钢再高温条件下既具有热稳定性,又具有热强性的 钢材。热稳定性是指钢材在高温条件下能保持化学稳定性(耐腐蚀、 不氧化)。热强性是指钢材在高温条件下具有足够的强度。其中耐热 性能主要通过铬、钼、钒、钛、铌等合金元素来保证,因此在焊接 材料的选择上应根据母材的合金元素含量来确定。耐热钢在石油石 化工业装置施工中应用较为广泛,我们能够经常接触到的多为合金 含量较低的珠光体耐热钢,如15crmo,1cr5mo等。 1铬钼耐热钢的焊接性 铬和钼是珠光体耐热钢的主要合金元素,显著提高金属的高温 强度和高温抗氧化性,但它们使金属的焊接性能变差,在焊缝和热 影响区具有淬应倾向,焊后在空气中冷却易产生硬而脆的马氏体组 织,不仅影响焊接接头的机械性能,而且产生很
1Cr5Mo珠光体耐热钢管的三种不同焊接工艺研究 1Cr5Mo珠光体耐热钢管的三种不同焊接工艺研究
格式:pdf
大小:826KB
页数:5P
4.8
通过分析1cr5mo钢的焊接性,介绍了当前应用于该钢种的三种不同的焊接工艺方法。通过比较三种焊接工艺方法所获得焊接接头性能差异和特点,提出在具备焊后热处理条件和大规模施焊情况下应尽可能采用同质材料进行焊接,以避免接头在运行中出现早期失效,降低焊接成本。在不具备热处理条件或现场维修量少的情况下,也可采用异质材料进行焊接。但是,为保证接头在长期高温运行下不出现低韧性脆性断裂,建议采用新型低铬高锰型ar617焊条焊接1cr5mo,该焊条焊接工艺性能优良,通过生产实践和对服役44000h的接头取样观察,使用性能稳定,完全满足生产要求,其焊接工艺条件相对简单。
Cr5Mo耐热钢的焊接工艺试验及施工精华文档
耐热钢1Cr5Mo炉管与ZG25弯头的焊接 耐热钢1Cr5Mo炉管与ZG25弯头的焊接
格式:pdf
大小:537KB
页数:4P
4.6
本文介绍采用奥氏体填充材料进行1cr5mo与zg25异种母材焊接的焊接工艺和操作要领,进一步对焊接过程中易出现的问题进行分析并提出解决途径。焊后经100%射线检测,ⅱ级片合格率达到95%。

1Cr5Mo焊接工艺评定报告1
格式:pdf
大小:195KB
页数:8P
4.3
焊接工艺评定报告 课题管对接焊 评定报告编号pqr-12-08-1 评定日期 焊接方法手工钨极氩弧焊 焊接材料h1cr5mo 山东中凯重工集团 2 预焊接工艺规程共3页第1页 单位名称山东中凯重工集团 预焊接工艺规程编号pwps12-08-1日期所依据焊接工艺评定报告编号 焊接方法手工钨极氩弧焊机动化程度(手工、机动、自动)手工 焊接接头: 坡口形式:y型 衬垫(材料及规格)/ 其它/ 简图:(接头形式、坡口形式与尺寸、焊道布置及顺序) 母材: 类别号fe-5b组别号fe-5b-1与类别号fe-5b组别号fe-5b-1相焊或 标准号gb/t14957材料代号1cr5mo与标准号gb/t14957材料代号1cr5mo相焊 对接焊缝焊件母材厚度范围

1Cr5Mo管道焊接工艺标准
格式:pdf
大小:52KB
页数:8P
4.6
1cr5mo合金钢管焊接及热处理工艺标准 xxxxx有限责任公司 前言 本工艺标准根据《钢制压力容器焊接工艺评定》nb/t47014- 2011和现行《钢制压力容器焊接规程》jb/t47015-2011编制。参考 李亚江等主编的《实用焊接技术手册》。rt射线探伤表明,严格按照本 施工工艺进行焊接的焊缝100%合格。 编制人:xxx 目次 1范围..................................................................................................................................................................4 2焊接方法及焊材..................................
钢筋焊接工艺试验报告
格式:pdf
大小:1.0MB
页数:63P
4.4
1 钢筋ф22搭接焊工艺试验报告 编号: 编制: 技术人员: 批准: 单位: 日期: 2 表b-1焊接工艺试验报告目录 序号报告名称报告编号页数 1焊接工艺试验报告dqhj0081 2焊接工艺试验指导书hjzd0081 3焊接工艺试验记录表/1 4焊接工艺试验检验结果/1 5焊接工艺作业指导书/2 3 焊接工艺试验报告 共1页第1页 工程(产品)名称钢筋焊件 试验报告 编号 dqhj008 委托单位xx建设公司 工艺指导 书编号 hjzd008 项目负责人依据标准《钢筋焊接及验收规程》(jgj18-2003) 试样焊接单位xx建设公司施焊日期 焊工xx资格代号xx级别中级 母材钢 号 hrb335规格φ22供货状态甲供生产厂家西林 化学成分和力学性
Cr5Mo耐热钢的焊接工艺试验及施工最新文档

钢筋焊接工艺试验报告
格式:pdf
大小:247KB
页数:22P
4.6
v1.0可编辑可修改 11 项目 钢筋焊接工艺性能试验报告 施工单位: 监理单位:杭州信达投资咨询估价监理有限公司 项目监理部 年月日 v1.0可编辑可修改 2 目录 第1章工程概况及专业工程特点............................................1 工程概况........................................................................................1 编制依据........................................................................................1 本工程钢筋焊接情况特点.....................................
钢筋焊接工艺试验报告 (5)
格式:pdf
大小:1.0MB
页数:63P
4.6
1 钢筋ф22搭接焊工艺试验报告 编号: 编制: 技术人员: 批准: 单位: 日期: 2 表b-1焊接工艺试验报告目录 序号报告名称报告编号页数 1焊接工艺试验报告dqhj0081 2焊接工艺试验指导书hjzd0081 3焊接工艺试验记录表/1 4焊接工艺试验检验结果/1 5焊接工艺作业指导书/2 3 焊接工艺试验报告 共1页第1页 工程(产品)名称钢筋焊件 试验报告 编号 dqhj008 委托单位xx建设公司 工艺指导 书编号 hjzd008 项目负责人依据标准《钢筋焊接及验收规程》(jgj18-2003) 试样焊接单位xx建设公司施焊日期 焊工xx资格代号xx级别中级 母材钢 号 hrb335规格φ22供货状态甲供生产厂家西林 化学成分和力学性
 45mm厚板EH36级钢SEGARC法焊接工艺试验及应用
45mm厚板EH36级钢SEGARC法焊接工艺试验及应用 45mm厚板EH36级钢SEGARC法焊接工艺试验及应用
格式:pdf
大小:988KB
页数:4P
4.3
集装箱船的大型化和快速、经济的航运要求,使集装箱船船体结构更多采用厚板高强度钢。厚板高强度钢高效焊接工艺研究成为3500teu集装箱船关键建造工艺研究的重要课题。segarc法可以实现厚板立焊自动单层高效焊接。采用合适的tmcp钢、低温焊接材料及适当工艺措施,可以解决大热输入量segarc法焊接接头韧性下降问题。
有缝钢管的焊接工艺试验 有缝钢管的焊接工艺试验
格式:pdf
大小:274KB
页数:2P
4.5
有缝钢管具有生产工艺简单、成本低、壁厚均匀、尺寸精度高等优点.我们对哈尔滨钢管厂生产的φ51×3mm20g焊接钢管(采用高频焊)进行了各种焊接方法和接头形式的焊接性试验,证明该有缝钢管的焊接接头与无缝钢管的焊接接头性能相当,符合中低压锅炉钢管的使用要求.
1Cr5Mo耐热钢的焊接工艺试验及施工 1Cr5Mo耐热钢的焊接工艺试验及施工
格式:pdf
大小:133KB
页数:未知
4.4
依据1cr5mo钢炉管的化学成份与力学性能,选用hcr5mo焊丝和r507焊条,采用氢弧焊打底(管子内充氩气保护),手工焊盖面的焊接方法(焊口预热温度为300℃),对1cr5mo钢炉管进行焊接,焊后立即包以保温材料缓冷,24h后进行100%的x射线探伤,然后对焊口进行热处理(750℃×2h)。对1cr5mo钢炉管进行焊接试验表明,接头焊缝的力学性能完全达到gb150-89标准中的要求,热处理后,
Cr5Mo低合金耐热钢焊接冷裂纹的防止 Cr5Mo低合金耐热钢焊接冷裂纹的防止
格式:pdf
大小:133KB
页数:2P
4.8
本文从冷裂纹的形成机理及其影响因素入手,制定出合理的焊接工艺,防止cr5mo低合金耐热钢焊接冷裂纹的产生.
耐热Cr—Mo钢的焊接 耐热Cr—Mo钢的焊接
格式:pdf
大小:179KB
页数:未知
4.5
耐热cr-mo在锅炉等服役温度高的条件下大量运用,它们具有高温耐氧化性及耐蚀性,高温强度,高温长时间加热的稳定性,常温及高温的热加工性能优良,良好的焊接性。被广泛应用于各重要领域,因此其焊接质量必须得到保证。
双相钢全焊接阀体焊接工艺试验 双相钢全焊接阀体焊接工艺试验
格式:pdf
大小:159KB
页数:未知
4.6
介绍了14cr18ni11si4alti双相不锈钢材料与e2553焊丝焊接工艺试验,论述了焊接后材料的拉伸试验、韧性冲击试验、硬度检验和弯曲试验结果。
Cr5Mo耐热钢的焊接工艺试验及施工相关
文辑推荐
知识推荐
百科推荐


职位:安装预算员
擅长专业:土建 安装 装饰 市政 园林


