

0Cr13Ni5Mo类低碳马氏体不锈钢焊接技术
格式:pdf
大小:221KB
页数:3P
人气 :52
 4.4
4.4
关于0Cr13Ni5Mo低碳马氏体不锈钢的焊接,国内外的研究工作开展了很长时间,但实际工程应用中还是出现不少焊接问题,焊材的选择、焊接过程控制、焊后热处理等方面还存在一定的细节问题,常常导致宏观、微观焊接裂纹,UT探伤一次合格率偏低,返修量较大,造成成本的浪费和产品质量的下降。本文通过对此类钢种焊缝热处理前后的力学性能进行分析和研究,并采取调整焊接顺序,降低构件拘束度等方法,控制焊接裂纹的产生,解决了实际生产中焊接0Cr13Ni5Mo低碳马氏体不锈钢经常出现的拼接焊缝冷成形时断裂及焊缝延时宏观开裂等问题。




编辑推荐下载
 0Cr13Ni5Mo/Q345C马氏体不锈钢复合板的焊接性
0Cr13Ni5Mo/Q345C马氏体不锈钢复合板的焊接性 0Cr13Ni5Mo/Q345C马氏体不锈钢复合板的焊接性
格式:pdf
大小:273KB
页数:5P
4.5
分析了0cr13ni5mo/q345c马氏体不锈钢复合板的焊接性。通过抗裂性试验、复合板补焊及复合板对接焊、焊接工艺评定,提出了该复合板配套的焊接材料及可行的焊接工艺,按此工艺焊接的0cr13ni5mo/q345c复合钢板接头的力学性能满足技术指标的要求。
0Cr13Ni4Mo马氏体不锈钢热处理工艺研究
格式:pdf
大小:2.4MB
页数:11P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
Cr13Ni5Mo类低碳马氏体不锈钢焊接技术热门文档
 12Cr13马氏体不锈钢的焊接工艺
12Cr13马氏体不锈钢的焊接工艺 12Cr13马氏体不锈钢的焊接工艺
格式:pdf
大小:162KB
页数:未知
4.5
马氏体不锈钢焊接的主要难点是如何防止焊接接头的冷裂纹产生。本文通过对马氏体不锈钢焊接性的分析,在合理的焊接工艺条件下,制订了12cr13马氏体不锈钢不进行焊后热处理的焊接工艺,焊缝金属中的奥氏体+铁素体的双相组织力学性能良好。所制订的焊接工艺成功地应用于垃圾焚烧发电厂炉体中的不锈钢水封槽的焊接,具有一定的推广应用价值。
TIG焊接1Cr13马氏体不锈钢大型箱体变形的控制 TIG焊接1Cr13马氏体不锈钢大型箱体变形的控制
格式:pdf
大小:1.4MB
页数:2P
4.6
近几年来,随着公司业务的快速发展,承接了许多大型马氏体不锈钢焊接箱体。这些不锈钢箱体体积较大,但是箱体所用钢板厚度很薄。由于马氏体不锈钢的导热性不好,焊接性较差,加上钢板很
0Cr13属铁素体不锈钢还是马氏体不锈钢 0Cr13属铁素体不锈钢还是马氏体不锈钢
格式:pdf
大小:603KB
页数:5P
4.3
老牌号0cr13、新牌号06cr13是基本的铬不锈钢。此牌号的不锈钢类型,国外不锈钢标准中有的称为铁素体不锈钢,有的称为马氏体不锈钢。国内不锈钢标准中也有时称为铁素体不锈钢,有时称为马氏体不锈钢。国内现行不锈钢标准中也同时存在这两种不锈钢类型的名称,一般不锈钢标准中称为马氏体不锈钢,而承压不锈钢板和锻件标准中称为铁索体不锈钢。本文对此进行了分析。
不锈钢焊接技术要求
格式:pdf
大小:27KB
页数:2P
4.4
imt992platform supplyvessel不锈钢的焊接技术要求ytrs643-91-07 第2页 共3页 一、总体要求: 1.从事不锈钢施工的焊工及其它相关人员应遵守本工艺。 2.定位焊及正常焊接必须由具有相应等级不锈钢焊工证书的焊工进行 施焊。 二、焊前准备: 1.储存、吊装、运输 1.1不锈钢件储存:应有专用存放架,存放架应为木质或表面喷漆的碳钢支架 或垫以橡胶垫,以与碳钢等其它金属材质隔离。存放时,储存位置应便于吊 运,与其它材料存放区相对隔离,应有防护措施,不锈钢钢管两端加防护盖 以避免灰尘、油污、铁锈对不锈钢的污染。 1.2不锈钢件吊装:吊装时,应采用专用吊具,如吊装带、专用夹头等,严 禁使用钢丝绳以免划伤表面;并且在起吊和放置时,应避免冲击磕碰造成划 伤。 1.3不锈钢件运输:运输时,
Cr13Ni5Mo类低碳马氏体不锈钢焊接技术精华文档
不锈钢焊接技术
格式:pdf
大小:11KB
页数:6P
4.5
1、预防不锈钢热裂纹的主要措施: (1)严格控制焊接缝中杂质的含量,同时可在焊缝金属中加入硅、钛、钼等。 (2)宜采用小直径焊条,小电流,快速焊和短弧焊;采用直流反接法,宜选用 超低碳或能造成双相组织的焊条或焊丝。 2、不锈钢用焊接夹具来控制焊接变形,当简体组装后,用夹具撑住待焊区,先 焊外缝,待焊缝区冷却至室温后卸下夹具,内缝经清根后再焊。 3、打底层采用“一点(或两点)“击穿断弧焊的操作手法,平均燃熄弧的频率在80~ 90次/min。断弧焊类似于无基值电流的脉冲焊法,平均热输入量小。熔池凝 固快,减少过热区域和晶粒长大倾向。且单面焊双面成型难度大。采用“断弧焊法 较为容易控制熔池成型。当前点熔池未完全结晶时,其偏析杂质又被后续熔池所 熔化,吹向熔渣,偏析杂质较为弥散,断口无宏观缺陷。 4、选用小直径焊条,小电流和小线能量的焊接规范参数。如板状平焊打底层用 2.5
不锈钢焊接技术要点
格式:pdf
大小:10KB
页数:2P
4.8
不锈钢焊接技术要点 一、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 1.一般适合于 6mm以下薄板的焊接, 具有焊缝成型美观,焊接变形量小的特点 2.保护气体为氩气,纯度为99.99%。当焊接电流为50~150a 时,氩气流量为8~10l/min,当电流为150~250a时,氩气流量为 12~15l/min。 3.钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等 遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工 作的距离一般不超过15mm。 4.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必 清理干净。 5.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接 不锈钢时,以1~3mm为佳,过长则保护效果不好。 6.对接打底时,为防止底层焊道的背面被氧化,背面也需要 实施气体保护。 7.为使氩气很好地保护焊接熔池
奥氏体不锈钢焊接技术 奥氏体不锈钢焊接技术
格式:pdf
大小:190KB
页数:3P
4.4
通过对奥氏体不锈钢的焊接性能进行分析,选用适宜的焊接方法、焊接材料,制定适宜的焊接工艺,确保产品焊接接头性能符合产品技术条件要求。
高氮马氏体不锈钢3Cr13N的热变形方程 高氮马氏体不锈钢3Cr13N的热变形方程
格式:pdf
大小:227KB
页数:4P
4.4
高氮马氏体不锈钢以其高硬度、高耐蚀性能顺应了刀剪材料的发展要求。利用gleeble-1500热模拟试验机,在900~1050℃范围,0.05~0.5s-1应变速率条件下,对高氮马氏体不锈钢3cr13n进行了高温轴向压缩试验,测得了钢的高温流变曲线。结果表明,该钢流变应力(或峰值应力σp)和峰值应变εp随着变形温度t的升高和应变速率ε的降低而减小,而且,ln[sinh(0.012σp)]与lnε、ln[sinh(0.012σp)]与t-1都近似成直线关系。由此计算出该钢的动态再结晶激活能为443.45kj·mol-1,并确立了该钢的热变形方程。
Cr13Ni5Mo类低碳马氏体不锈钢焊接技术最新文档
不锈钢焊接技术条件2_1_
格式:pdf
大小:90KB
页数:5P
4.8
不锈钢焊接程序 1.目的和使用范围 为了保证不锈钢管的焊接质量,特制定本程序。 本程序适用于不锈钢覆面、预埋件及相关结构的焊接(以下统称 不锈钢焊接)。 本程序适用于工艺介质接触的所有不锈钢管道和设备的焊接安 装。 2.依据文件 2.1《实用焊接技术手册》(李亚江等主编—石家庄:河北科学 技术出版社,2002isbn7-5375-2592-7) 2.2《不锈钢焊接》(张其枢等编著—北京:机械工业出版社, 2000.3isbn7-111-07846-2) 2.3《材料焊接工程(下)》 (中国材料工程大典,第23卷,材料焊接工程,下/史耀武主编 —北京:化学工业出版社,2005.8isbn7-5025-7323-9) 3.材料 3.1不锈钢焊接选用的焊接材料,应符合设计图纸和设计规范的 规定,当需要代用时,应按规定的程序办理合法的代用手续。 4.
刀具、螺丝用高硬度、高耐蚀性马氏体不锈钢YUS550(13Cr—Ni—Mo 刀具、螺丝用高硬度、高耐蚀性马氏体不锈钢YUS550(13Cr—Ni—Mo
格式:pdf
大小:54KB
页数:未知
4.3
刀具、螺丝用高硬度、高耐蚀性马氏体不锈钢YUS550(13Cr—Ni—Mo
13Cr系列马氏体不锈钢的点蚀性能评价 13Cr系列马氏体不锈钢的点蚀性能评价
格式:pdf
大小:463KB
页数:未知
4.8
采用动电位扫描、fecl_3溶液浸泡和模拟油井井下环境的co_2腐蚀试验等方法研究了四种不同成分的13cr马氏体不锈钢的点蚀性能。结果表明,动电位扫描和模拟井况腐蚀试验结果一致,随耐点蚀当量指数(pre)的增大,材料的耐点蚀性能提高;在fecl_3溶液中,pre较低的材料发生均匀腐蚀,而pre较高的材料发生点蚀。
淬回火温度对6Cr13马氏体不锈钢组织的影响 淬回火温度对6Cr13马氏体不锈钢组织的影响
格式:pdf
大小:440KB
页数:未知
4.5
采用透射电镜对淬回火处理后6cr13马氏体不锈钢的显微组织进行了分析。结果表明,980℃淬火后组织以板条马氏体为主,有少量孪晶;1080℃淬火组织则全为孪晶马氏体;低温回火对980℃淬火后硬度的影响要小于其对1080℃淬火后硬度的影响。
奥氏体不锈钢焊接技术条件
格式:pdf
大小:8KB
页数:3P
4.5
奥氏体不锈钢焊接技术条件 目的和使用范围为保证2#核岛奥氏体不锈钢的焊接质 量,特制定本程序。 本程序适用于2#核岛奥氏体不锈钢覆面、预埋件及相关结构的焊接(以下 统称不锈钢焊接)。 2.依据文件 2.1《2#核岛土建工程施工质量保证大纲》(eeqaa9901000) 2.2《核动力厂安全包容系统构件焊接基本规则》 (пнаэт-10-31-92) 2.3《原子能电站安全隔离系统构件焊接接头检验规则》 (пнаэт-10-32-92) 2.4asme《锅炉压力容器规范》第ⅸ卷 2.5《不锈钢覆面施工过程控制程序》(eelba2102035) 3.材料 3.1不锈钢焊接选用的焊接材料,应符合设计图纸和设计规范的规定,当 需要代用时,应按规定的程序办理合法的代用手续。 3.2焊材的采购和验收应按《物项和服务的采购控制程序》(eemda9901001) 和《物项验
 超低碳马氏体不锈钢焊条的研制与应用
超低碳马氏体不锈钢焊条的研制与应用 超低碳马氏体不锈钢焊条的研制与应用
格式:pdf
大小:340KB
页数:4P
4.5
系统研究了氟化物、大理石和硅酸盐对超低碳马氏体不锈钢焊条的焊接工艺性能和抗气孔性能的影响。试验结果表明:当药皮中氟化物、大理石和硅酸盐含量适宜时,焊缝金属扩散氢含量低,无气孔产生,焊条的焊接工艺性能良好,焊缝金属有良好的耐气蚀、耐磨粒磨损性能和抗裂纹性能。
(新)马氏体不锈钢
格式:pdf
大小:462KB
页数:26P
4.6
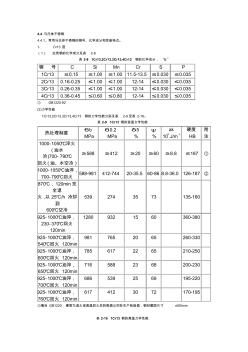
4.4马氏体不锈钢 4.4.1、常用马氏体不锈钢的钢号、化学成分和性能特点。 1、cr13型 (1)此类钢的化学成分见表2-8 表2-81cr13,2cr13,3cr13,4cr13钢的化学成分,%① 钢号csimncrsp 1cr13≤0.15≤1.00≤1.0011.5-13.5≤0.030≤0.035 2cr130.16-0.25≤1.00≤1.0012-14≤0.030≤0.035 3cr130.26-0.35≤1.00≤1.0012-14≤0.030≤0.035 4cr130.36-0.45≤0.60≤0.8012-14≤0.030≤0.035 ①gb1220-92 (2)力学性能 1cr13,2cr13,3cr13,4cr13钢的力学性能分别见表2-9至表2-16。 表2-9
马氏体不锈钢着黑色工艺的研究 马氏体不锈钢着黑色工艺的研究
格式:pdf
大小:154KB
页数:3P
4.5
研究了喷砂、抛光、除油、活化等前处理工艺对不锈钢着色质量的影响。同时通过正交试验确定了一种马氏体不锈钢着黑色工艺,获得了其最佳配方及工艺参数为:铬酸200g/l,硫酸500ml/l,温度90℃,时间5min。获得的不锈钢着色膜呈黑色、着色均匀,不仅具有优越的耐蚀性,而且能满足光学仪器零件消光和防腐的需要。
Cr13Ni5Mo类低碳马氏体不锈钢焊接技术相关
文辑推荐
知识推荐
百科推荐


职位:机电建造师
擅长专业:土建 安装 装饰 市政 园林


