

CQH—A型保温管弯头C02气体保护焊专机的研制
格式:pdf
大小:112KB
页数:2P
人气 :92
 3
3
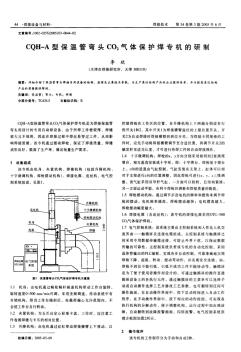
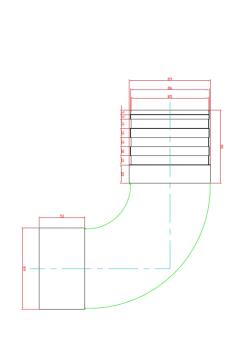
CQH—A型保温管弯头C02气体保护焊专机的研制——详细介绍了保温管弯头焊接专用设备的结构、原理及主要技术参数,为生产类似结构产品的企业提供参考,并为提高类似结构产品的质量提供帮助。



 CQH—A型保温管弯头C02气体保护焊专机的研制
CQH—A型保温管弯头C02气体保护焊专机的研制 CQH—A型保温管弯头C02气体保护焊专机的研制
详细介绍了保温管弯头焊接专用设备的结构、原理及主要技术参数,为生产类似结构产品的企业提供参考,并为提高类似结构产品的质量提供帮助。
CQH-A型保温管弯头CO_2气体保护焊专机的研制 CQH-A型保温管弯头CO_2气体保护焊专机的研制
详细介绍了保温管弯头焊接专用设备的结构、原理及主要技术参数,为生产类似结构产品的企业提供参考,并为提高类似结构产品的质量提供帮助。
编辑推荐下载
CQH—A型保温管弯头C02气体保护焊专机的研制热门文档
C02气体保护焊机的工艺性能与其电源特性的关系
格式:pdf
大小:330KB
页数:5P
3
c02气体保护焊机的工艺性能与其电源特性的关系——市场上不同的co2气体保护焊机,其电源特性和工艺性能具有较大的差异。分析了电源特性的差异对co2气体保护焊机工艺性能的影响,在此基础上提出一些改进方法。

富氩混合气体保护焊用焊丝的研制
格式:pdf
大小:152KB
页数:3P
3
富氩混合气体保护焊用焊丝的研制——在进行富氩混合气体保护焊与co气体保护焊对比试验的基础上·研制开发了耐候钢和普通低合金钢用富氩焊丝,并成功地应用在铁路货车的帝l造上。
TF-2型CO2气体保护自动焊接专机控制器的研制 TF-2型CO2气体保护自动焊接专机控制器的研制
格式:pdf
大小:109KB
页数:4P
4.3
本文介绍了tf-2型co2气体保护自动焊接专机控制器的特点,抗干扰措施,焊接中断弧和焊丝粘等故障检测和处理,软件焊枪横摆,自动寻找机械原点,自动补焊,硬件和应用程序框图等内容。该控制器是一个性能良好,可靠性高的控制系统。
双丝熔化极气体保护焊
格式:pdf
大小:211KB
页数:3P
3
双丝熔化极气体保护焊——随着当前焊接高效化发展方向的提出,对焊接技术提出了愈来愈高的要求。本文就实现高效化的焊接方法——双丝熔化极气体保护焊进行了简要的介绍。
CQH—A型保温管弯头C02气体保护焊专机的研制精华文档
TF-2型CO_2气体保护自动焊接专机控制器的研制 TF-2型CO_2气体保护自动焊接专机控制器的研制
格式:pdf
大小:288KB
页数:未知
4.8
本文介绍了tf-2型co_2气体保护自动焊接专机控制器的特点、抗干扰措施、焊接中断弧和焊丝粘等故障检测和处理、软件焊枪横摆、自动寻找机械原点、自动补焊、硬件和应用程序框图等内容。该控制器是一个性能良好、可靠性高的控制系统。
耐候富氩混合气体保护焊丝的研制
格式:pdf
大小:102KB
页数:2P
3
耐候富氩混合气体保护焊丝的研制——介绍耐候富氩混合气体保护焊丝的冶炼、轧制、拉拔及检测的过程。所试制的焊丝与母材匹配良好,其焊接性能试验表明:dh≥440mpa,眠(一40℃)≥47j,agv(常温)~>80j,兼具其他优良性能,适用于机车车辆等耐大气腐蚀用钢的焊接...
X80管线钢气体保护焊用焊丝的研制 X80管线钢气体保护焊用焊丝的研制
格式:pdf
大小:789KB
页数:5P
4.5
对所研制的焊丝进行了气体保护焊试验,测试了焊缝金属的化学成分、金相组织、冲击韧度、强度、硬度和接头的抗拉强度。金相组织主要为针状铁素体、少量的先共析铁素体和粒状贝氏体,用扫描电镜分析了冲击断口的形貌和夹杂物的组成,用透射电镜分析了焊缝金属的微观结构。结果表明,在焊丝中加入微量的ti-b,可以有效地抑制先共析铁素体的形成,使焊缝获得细小、均匀的针状铁素体组织。焊缝中合金元素形成了弥散分布的细小夹杂物,成为了针状铁素体(af)的形核质点。针状铁素体内有许多位错团,可以有效地阻止裂纹的扩展,提高冲击韧度。
CQH—A型保温管弯头C02气体保护焊专机的研制最新文档
XSO管线钢环焊缝气体保护焊焊丝的研制 XSO管线钢环焊缝气体保护焊焊丝的研制
格式:pdf
大小:1.7MB
页数:5P
4.3
针对x80管线钢的组织与性能特点,研究设计了适用于管线钢现场焊接用mn—ni—mo—ti合金系气体保护焊焊丝;测试了焊缝金属的化学成分、金相组织、冲击韧性、抗拉强度和硬度。该焊丝的熔敷金属屈服强度600mpa,抗拉强度645mpa,-30℃夏比冲击功105j。该焊丝用于x80管线钢现场焊接结果表明,焊缝抗拉强度645mpa,-10℃夏比冲击功平均值145j,焊缝具有很好的强韧性匹配。采用金相显微镜和sem对使用该焊丝焊缝微观组织和断口形貌分析表明,焊缝金相组织主要为针状铁素体、少量的先共析铁素体和粒状贝氏体的组织,断口为韧窝状,呈现典型的塑性断裂特征。
焊条电弧焊与CO 02气体保护焊方法探讨 焊条电弧焊与CO 02气体保护焊方法探讨
格式:pdf
大小:121KB
页数:未知
4.5
为了保证焊接质量、提高工作效率、减小劳动强度、节约施工成本,出现了一系列高质量、高效能的焊接设备和焊接方法,但是,手工焊条电弧焊单面焊双面成形技术是每一个焊接操作者都应掌握的基本技能。

水管弯头保温安装工艺标准
格式:pdf
大小:212KB
页数:5P
4.7
水管弯头保温安装工艺标准 1.适用范围 适合管道硬质或半硬质管壳保温,如橡塑、玻璃棉管壳、酚醛管壳保 温。 2.大样图 弯头保温(柔性管壳) 图例: 1.虾米状保温 板 2.纵向接合缝 ab 90度圆角弯头小型虾米弯头 3.环向接合缝 c 大型虾米弯头 弯头保温(硬质或半硬质管壳) 图例: 1.虾米状保温 板 2.纵向接合缝 3.环向接合缝 abc 90度圆角弯头小型虾米弯头大型虾米弯头 3.规格表 1)φ1~φ3:保温管材表面直径。 2)钢管≤dn80时,按a做法:a2≥2φ2、b2=0.6φ2。3) 钢管dn80≤dn≤dn150时,按b做法。 4)钢管≥dn200时,按c做法。 4.采购要求 同管道保温。 5.工艺要求 1)当采用虾米状保温样式时,接合缝需均匀分布。 2)保温各种接合缝不得有明显胶水泪痕。 3)当选用金属
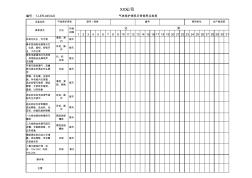
气体保护焊机日常保养点检表
格式:pdf
大小:39KB
页数:2P
4.7
编号:tj-er-045/ao气体保护焊机日常保养点检表 设备名称 12345678910111213141516171819202122232425262728293031 外观无灰尘,无污物 清理、清 扫 每天 操作控制板电源指示灯 、仪表、旋钮、按钮齐 全,工作正常 目视、操 作 每天 焊机电源通电时无异味 、异常振动及蜂鸣声, 无报警 问、听、 目视 每天 气管无破损漏气,流量 表外观完好满足作业要 求 目视每天 喷嘴、导电嘴,安装牢 固,导电咀内无焊渣, 送丝软管无破损,通丝 顺畅,手把线无破损、 虚接、过热现象 清理、紧 固、更换 每天 送丝机电压

厚壁管窄间隙混合气体保护焊
格式:pdf
大小:136KB
页数:2P
3
厚壁管窄间隙混合气体保护焊——着重讨论了在厚壁管窄间隙深坡口中用混合气体保护焊焊接时的电弧现象及其控制方法、根部焊道的焊透及多层焊焊缝的成形等工艺技术问题,提出了解决厚壁管窄间隙焊工艺难点和措施,取得了良好的生产效果。

STT型CO_2气体保护焊在工艺管道预制中的应用
格式:pdf
大小:179KB
页数:3P
4.3
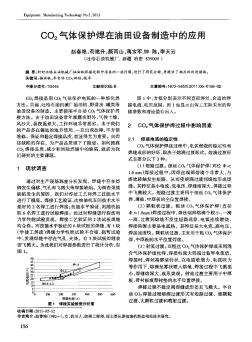
介绍了采用控制熔敷金属过渡技术的co2气体保护焊的技术特点。通过焊接试验获得了在移动式管道预制生产线上采用具有控制熔敷金属过渡技术的co2气体保护焊的焊接工艺参数。在广西石化26万t/a硫磺回收装置工艺管道预制中的应用效果显示,与传统管道打底焊接方法相比,将具有控制熔敷金属过渡技术的co2气体保护焊用于工艺管道预制打底焊接中,不仅提高了焊接效率和焊缝的一次合格率,而且降低了施工成本。
 钢结构CO_2气体保护焊的新型工艺研究
钢结构CO_2气体保护焊的新型工艺研究 钢结构CO_2气体保护焊的新型工艺研究
格式:pdf
大小:202KB
页数:未知
4.7
对q235b钢结构进行了传统工艺及新型工艺的co2气体保护焊接试验,并进行了力学性能和耐蚀性测试分析。结果表明,在传统工艺基础上进行改进,用药芯焊丝yj501-1代替实芯焊丝er50-6,并在焊前进行(100±5)℃×30min预热,有助于提高q235b钢结构的抗拉强度、抗冲击性能和耐腐蚀性能;与传统工艺相比,改进的新型工艺可使q235b钢结构抗拉强度提高21.00%,20℃冲击功增加50%,360h中性盐雾腐蚀后的质量损失率降低73.23%。
X70管线钢的气体保护焊试验研究
格式:pdf
大小:379KB
页数:3P
3
x70管线钢的气体保护焊试验研究——本文按照“西气东输”管线钢焊接技术条件,对武钢开发研制的板厚为10.3mmx70管线钢进 行了气体保护焊试验。焊接材料为高韧性气保焊丝wer60及富氩保护气体。研究结果表明,焊缝具有优良的强韧性匹配,焊接接头强度及冲击...
CQH—A型保温管弯头C02气体保护焊专机的研制相关
文辑推荐
知识推荐
百科推荐


职位:助理暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林


