

CO_2焊接在起重机轨道焊接中的应用
格式:pdf
大小:153KB
页数:3P
人气 :95
 4.4
4.4
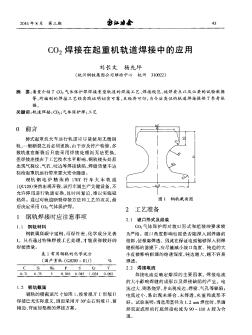
着重介绍了CO2气体保护焊焊接重型轨道的焊接工艺、焊接规范、施焊要点以及必要的试验数据等,所编制的焊接工艺经实践证明切实可靠,且经济可行,为今后类似的轨道焊接提供了参考依据。



CO2焊接在起重机轨道焊接中的应用
着重介绍了co2气体保护焊焊接重型轨道的焊接工艺、焊接规范、施焊要点以及必要的试验数据等,所编制的焊接工艺经实践证明切实可靠,且经济可行,为今后类似的轨道焊接提供了参考依据。
 焊条电弧焊在缆索式起重机轨道焊接中的应用
焊条电弧焊在缆索式起重机轨道焊接中的应用 焊条电弧焊在缆索式起重机轨道焊接中的应用
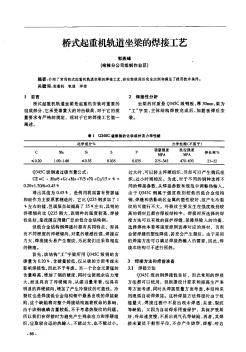
本文以嘉陵江亭子口水利枢纽缆索式起重机轨道焊接为例,介绍了焊条电弧焊工艺在水电站缆索式起重机轨道焊接中的应用。实践表明,焊条电弧焊使用方便、操作性强、造价低廉、可靠性高,该应用为类似轨道焊接提供了可借鉴的宝贵经验。
编辑推荐下载
运用铝热焊长钢轨技术焊接起重机轨道 运用铝热焊长钢轨技术焊接起重机轨道
格式:pdf
大小:257KB
页数:4P
4.3
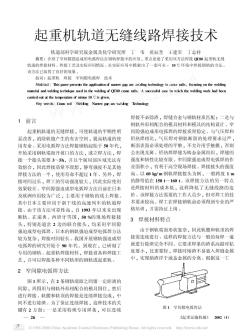
介绍了铝热焊原理及其焊长钢轨技术在焊接起重机轨道中的应用,并对长钢轨温度应力对建筑物的影响进行了深入分析。同时结合其实际运用情况,说明了运用该技术焊接起重机轨道的优越性和效益。
CO_2焊接在起重机轨道焊接中应用热门文档
起重机轨道整改合同
格式:pdf
大小:10KB
页数:1P
4.4
起重机轨道整改合同 甲方:创新机械有限公司合同编号:hq20120102 乙方:韩流学签订时间、地点:2012-1-2 胶南 双方根据《中华人民共和国合同法》规定,在平等合作、互惠互 利的基础上订立本合同。合同内容均出于双方真实意愿,双方应共同 遵守并积极全面地履行各自义务。 一、整改物品名称规格型号、数量及价款价格单位:人民币元 整改内容规格型号单位数量单价(元)总价(元) 起重机轨道整改43480米元/米 二、技术要求和质量标准:按国家标准。 三、安装地点;创新机械有限公司院内。 四、整改:甲方委托乙方安装。 五、解决合同纠纷的方式:双方友好协商。 六、付款方式:电汇或银行汇票 七、结算方式及交货期:预付30%工程完工验收合格后合同款付清。 八、未尽事宜,可以另行约定作为合同附件,附件与合同正文有同等 法律效力,当附件与合同存在不一致时,以最后
CO_2气体保护焊在起重机吊臂结构件焊接中的应用研究
格式:pdf
大小:194KB
页数:2P
4.7
起重机生产制造过程中,吊臂是主要受力部位,也最为关键的部位。因此,对吊臂结构件焊接质量要求相对较高、焊接工作量也相对较大;而传统的焊条电弧焊因质量不稳定、焊接效率低等原因无法满足起重机吊臂结构的焊接任务。目前,co2气体保护焊以及半自动辅助式焊接行走机构逐渐成为起重机吊臂结构焊接的主要方法;该焊接方法不仅成本低、操作简单,同时,也极大地提高了起重机制造品质和效率。
起重机轨道安装
格式:pdf
大小:89KB
页数:6P
4.7
起重机轨道安装 1.轨道安装流程: 材料进场验收 2.轨道梁验收: 根据上道工序(结构安装)的工序交接资料,对轨道梁进行复测 验收。轨道梁安装的各项技术指标应控制在《钢结构工程施工质量验 收规范》gb50205—2001附录e.0.2的允许偏差之内。合格后方可进 行轨道的安装。 3.天车轨道放线: 根据工序交接给定轨道梁中心点,用经纬仪在轨道梁上打点。然 后放出一条安装基准线,用钢盘尺测出轨道的跨度,在另一个轨道梁 上放出轨道安装的另一条基准线。 4.压板选用及焊接 根据图纸要求,选用焊接型轨道固定件,底座、压板及调整板 为q235或q345钢铸件,螺栓为8.8级;固定件底座与吊车梁焊接, 焊条型号选用与连接件材质相适应。如选用q235或q345钢时分别采 用e4315、e7015型焊条。 安装轨道前,根据安装基准线在轨道的两侧布置压板,压板间距 材场

起重机轨道安装记录3
格式:pdf
大小:150KB
页数:6P
4.4
起重机轨道安装记录 azgs―gcb qz―01 建设单位单位工程 分部(分项) 工程名称 施工单位设计轨高、跨度钢轨规格 序 号 检测项目 允许偏差 (mm) 实际偏差 (mm) 1轨道实际中心与行车实际中心线位置的最大偏移≤10 2轨道实际中心线与安装基准线不重合度 桥式、门式、装卸桥≤5 梁式≤3 3轨道跨度偏差 跨度≤10m±3 跨度>10mδs=±〔3+0.25(s-10)〕±15 4轨道纵向倾斜度 门式(每2m测一点)≤3
CO_2焊接在起重机轨道焊接中应用精华文档
用价值工程选择CO_2焊焊接起重机主梁 用价值工程选择CO_2焊焊接起重机主梁
格式:pdf
大小:281KB
页数:2P
4.5
采用价值工程分析评价了co_2焊焊接起重机主梁的可行性。co_2焊接的主梁功能不变,成本降低,且满足设计要求,提高了生产效率和经济效益。
起重机轨道修理方案设计
格式:pdf
大小:190KB
页数:19P
4.5
标准文档 实用文案 起重机大车运行轨道修理施工 方案 编制: 审核: 批准: 单位名称:************* *****年*月**日 标准文档 实用文案 目录 一、工程概况........................................................................-1- 二、轨道修理方案制定................................................................-1- 一)总则........................................................................-1- 二)依据标准....................................
起重机轨道安装
格式:pdf
大小:21KB
页数:3P
4.4
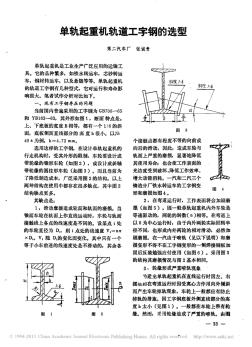
起重机轨道安装 起重机轨道安装 在工程中,起重机轨道安装是处于机械和土建之间的一个工程领域。轨道安 装往往由厂房施工方安装,而起重机由有起重机安装资质的单位安装,两者常常 脱节。在工程建设中安装轨道轨道梁与起重机轨道安装往往由2个专业(如土建 和机械安装)完成,两个专业间也存在脱节。因此,起重机轨道安装质量难以得到 确实保证。 起重机轨道安装的好坏直接影响到起重机的运行质量。只有从源头上把握质量关, 才能保证起重机轨道安装质量。 1起重机轨道 起重机运行轨道有起重机钢轨、铁路钢轨和方钢。钢轨的顶部是凸状的,底部是 具有一定宽度的平板,增加了与基础的接触面;轨道的截面多为工字形,具有良好 的抗弯强度。方钢可以看作平顶钢轨,由于对车轮磨损大,一般只用于起重量较 小、运行速度较慢、工作不频繁的起重机。钢轨的通常用含碳、锰较高的钢材 (c=015%~018%、mn=


塔式起重机轨道验收记录
格式:pdf
大小:35KB
页数:1P
4.4
塔式起重机轨道验收记录 工程名称施工单位 施工地点工地负责人 塔机型号钢轨型号 轨道长度 (米) 轨距(米) 检验项目和标准实测数据结论 碎石粒度20-40毫米 路基碎石厚度大于250毫米 枕木间距小于等于600毫米 钢轨接头间隙不大于4毫米 钢轨接头高度差小于等于2毫米 两头钢轨接头错开距离大于等于1.5米 两头拉杆距离小于等于6米 轨距误差小于等于千分之一 钢轨顶面纵、横方向倾斜度小于等于千分之二点五 测量点距离不大于10米 接地装置组数(每隔20米1组)和质量 接地电阻小于等于4欧姆 检查 意见 验收签字 轨道铺设负责人: 塔吊安装负责人: 土建施工安全负责人: 年月日
CO_2焊接在起重机轨道焊接中应用最新文档

巴基斯坦C-2工程环形起重机轨道及循环水管道焊接施工
格式:pdf
大小:654KB
页数:4P
4.6
论述了c-2工程环形250t起重机轨道的对接堆焊过程和方法。介绍了该项目循环水管道的优化焊接工艺,优化管口、加强肋焊缝的布置,并对焊接工艺及验收标准进行优化,改进焊接坡口和焊接方法。优化后,减小了焊接及相关辅助材料的浪费,省去了管道在车间制作时的碳弧气刨工序,减小了人工的投入,有力地保证了焊接施工质量及工期。
起重机轨道拆除、安装改造方案 (2)
格式:pdf
大小:46KB
页数:6P
4.7
1 新港3#、4#泊位轨道安装 施工方案 编制: 审核: 审批: 威海鼎信建筑工程有限公司 2015年5月 2 第一章工程慨况 1.1工程概况 3、4期码头因港口工作需要,现进行门机导轨安装改造工程,改造长度约800m。 需要进行轨道施工、安装接电箱等工作。 第二章施工准备 2.1劳动力计划 序号工种名称单位数量 1铁路工人10 2混凝土工人5 3普工人2 4电焊工人2 2.2主要机具设备 序号设备名称单位数量 1混凝土罐车辆1 2电锤个2 3角磨机个2 4乙炔电焊套1 5汽车吊台1 6起道机台1 7铲车带托盘台1 8磨光机个1 9钢轨钻孔机台1 10起丝机套1 3 第三章施工工艺 3.1施工工艺 13-16#泊位:拆除切割导轨—→加工

CO2气体保护焊在起重机吊臂结构件焊接中的应用研究
格式:pdf
大小:194KB
页数:2P
4.6
起重机生产制造过程中,吊臂是主要受力部位,也最为关键的部位.因此,对吊臂结构件焊接质量要求相对较高、焊接工作量也相对较大;而传统的焊条电孤焊因质量不稳定、焊接效率低等原因无法满足起重机吊臂结构的焊接任务.目前,co,气体保护焊以及半自动辅助式焊接行走机构逐渐成为起重机吊臂结构焊接的主要方法;该焊接方法不仅成本低、操作简单,同时,也极大地提高了起重机制造品质和效率.

第五章起重机轨道安装-定额 (2)
格式:pdf
大小:790KB
页数:45P
4.6
钢梁上安装轨道[钢统1001] 计量单位:10m 定额编号1-3841-385 项目 单 位 单 价 [固定形式] 焊接式 [纵向孔距(amm)横向孔距(bmm)] 每750mm焊120mm [轨道型号] □50×50□60×60 数量合计数量合计 综合单价元 其 中 人工费元 材料费元 机械费元 管理费元 利润元 二类工工日 材 料 01110100方钢t 01290109钢板δ~q235kg 03410207电焊条j422φ4kg 氧气m3 乙炔气kg 脚手材料费元 其它材料费元 机 械 电动卷扬机(单筒慢速)牵引力50kn台班 卧式铣床台宽400mm×台长1250mm台班 摩擦压力机压力3000kn台班 交流弧焊机容量32kva台班 脚手架机

第五章起重机轨道安装-定额 (3)
格式:pdf
大小:790KB
页数:45P
4.6
钢梁上安装轨道[钢统1001] 计量单位:10m 定额编号1-3841-385 项目 单 位 单 价 [固定形式] 焊接式 [纵向孔距(amm)横向孔距(bmm)] 每750mm焊120mm [轨道型号] □50×50□60×60 数量合计数量合计 综合单价元 其 中 人工费元 材料费元 机械费元 管理费元 利润元 二类工工日 材 料 01110100方钢t 01290109钢板δ~q235kg 03410207电焊条j422φ4kg 氧气m3 乙炔气kg 脚手材料费元 其它材料费元 机 械 电动卷扬机(单筒慢速)牵引力50kn台班 卧式铣床台宽400mm×台长1250mm台班 摩擦压力机压力3000kn台班 交流弧焊机容量32kva台班 脚手架机
 CO_2气体保护焊在超高结构现场焊接中的应用
CO_2气体保护焊在超高结构现场焊接中的应用 CO_2气体保护焊在超高结构现场焊接中的应用
格式:pdf
大小:472KB
页数:3P
4.7
通过co2气体保护焊与焊条电弧焊在同等条件下的焊接对比试验、焊接工艺试验对比,结合现场施工情况对co2气体保护焊的优劣影响进行了综合分析,指出co2气体保护焊在野外超高结构现场焊接中有推广应用的价值。
焊条电弧焊在起重机小车轨道窄缝焊接中的应用 焊条电弧焊在起重机小车轨道窄缝焊接中的应用
格式:pdf
大小:255KB
页数:4P
4.5
通过对起重机小车轨道焊接工艺的改进,实现了焊条电弧焊在轨道窄缝(约2mm)焊接中的应用,从而简化了起重机小车轨道焊接操作流程,提高了焊接经济性,为起重机小车轨道焊接提供了一种新思路和参考,给轨道焊接技术的发展提供借鉴。

第五章起重机轨道安装-定额
格式:pdf
大小:748KB
页数:32P
4.3
157 5.1钢梁上安装轨道[钢统1001] 计量单位:10m 定额编号1-3841-385 项目 单 位 单 价 [固定形式] 焊接式 [纵向孔距(amm)横向孔距(bmm)] 每750mm焊120mm [轨道型号] □50×50□60×60 数量合计数量合计 综合单价元1415.061471.21 其 中 人工费元722.98751.84 材料费元188.01188.97 机械费元120.89131.92 管理费元281.96293.22 利润元101.22105.26 二类工工日74.009.77722.9810.16751.84 材 料 01110100方钢t(0.21)(0.30) 01290109钢板δ1.6~1.9q235kg4.161.

起重机轨道安装质量控制要求
格式:pdf
大小:38KB
页数:5P
4.5
起重机轨道安装质量控制要求 起重机轨道安装的好坏直接影响到起重机的运行质量。只有从源头上把握质量关,才能 保证起重机轨道安装质量。 1.起重机轨道 起重机运行轨道有起重机钢轨、铁路钢轨和方钢。钢轨的顶部是凸状的,底部是具有一 定宽度的平板,增加了与基础的接触面;轨道的截面多为工字形,具有良好的抗弯强度。方钢可 以看作平顶钢轨,由于对车轮磨损大,一般只用于起重量较小、运行速度较慢、工作不频繁的 起重机。钢轨的通常用含碳、锰较高的钢材(c=015%~018%、mn=016%~115%)轧制而成。 起重机轨道的典型材料为u71mn钢。方钢主要用q275的方钢或扁钢制成。 起重机钢轨是用作起重机大车及小车用的特种截面钢轨,标准长度为9、915、10、1015、 11、1115、12、1215等8种。常见规格为qu70、qu80、qu100、qu120,
CO_2焊接在起重机轨道焊接中应用相关
文辑推荐
知识推荐
百科推荐


职位:项目安全总监
擅长专业:土建 安装 装饰 市政 园林


