

CFB锅炉降水管厚壁异口径高压管道的焊接
格式:pdf
大小:219KB
页数:4P
人气 :95
 4.4
4.4
引进芬兰的循环流化床锅炉 ,其汽包返包中国。降水管采用了德国碳素钢St4 5 .8Ш ,与降水管相连的汽包管座采用了国产珠光体耐热钢 1 5CrMo。该焊接接头为高压、厚壁、异口径的焊接。介绍了焊口的结构形式及工作条件 ,分析了异种材料的焊接性能 ,并对其焊接及热处理工艺措施作出全面阐述



 中碳钢厚壁高压管道TIG焊接
中碳钢厚壁高压管道TIG焊接 中碳钢厚壁高压管道TIG焊接
中碳钢厚壁高压管道tig焊接林成德(鞍钢建设机电公司114003)0引言我公司承担的鞍钢宽厚板工程高压水除磷管道,材质为45钢,规格为φ325×45,其工作压力为250mpa,试验压力310~350mpa,它不仅具有碳当量高(0.56~0.65)、管...
氩电联焊工艺在锅炉高压管道焊接中的应用 氩电联焊工艺在锅炉高压管道焊接中的应用
我局在火电厂安装的循环流化床锅炉高压管道,采用氩电联焊工艺对高压受热面管道焊接,得到很好的应用,这种工艺是一种焊接质量可靠、速度快、经济效益明显的焊接技术。
编辑推荐下载
引进循环流化床锅炉15CrMo汽包管座与St45.8Ⅲ降水管厚壁异口径高压管道的焊接 引进循环流化床锅炉15CrMo汽包管座与St45.8Ⅲ降水管厚壁异口径高压管道的焊接
格式:pdf
大小:670KB
页数:4P
4.5
引进芬兰的循环流化床锅炉,其汽包返包中国。降水管采用了德国碳素钢st45.8ⅲ,与降水管相连的汽包管座采用了国产珠光体耐热钢15crmo。该焊接接头为高压、厚壁、异口径的焊接。文中介绍焊口所在的结构形式及工作条件,分析异种材料的焊接性能,并对其焊接及热处理工艺措施作了全面阐述。

天燃气高压管道焊接技术
格式:pdf
大小:236KB
页数:3P
3
天燃气高压管道焊接技术——随着我国能源工业的发展和能源结构的调整,长输管道成为远距离油气、燃气输送的主要方式,管道工程建设也得到迅猛发展。管道焊接技术是施工中必须确保的关键技术,不仅直接关系到工程的焊接质量、施工效率和生产成本,而且对管线运...
CFB锅炉降水管厚壁异口径高压管道的焊接热门文档
高压管道焊接注意事项
格式:pdf
大小:5KB
页数:2P
4.6
1.核实管材,管件和焊材色标。 2.切割下来的短节注意标识的移植。 3.有热裂纹倾向的合金钢管开孔应采用机械钻孔。切 割和打坡口也应采用机械方法。 4.与管材不等厚的管件,内壁或外壁应倒角15°,缓 坡的长度为壁厚的1.5倍。 5.有椭圆度的管件应打磨至不错口为原则。 6.凡是有焊前预热要求管道焊口,必须垫离地面150 ㎜以上,预防温度梯度陡降。 7.2”及以下焊口采用火焰加热必须用大号烤把 (h01-20),不能用割炬,防止无意开启高压风阀 门伤及管道母材。 8.2”以上厚壁合金钢管管道焊口必须采用电加热方 式预热,预热保温措施应能保证稳定的预热温度。 9.合金钢管道组焊时的临时支撑必须点固在抱箍上, 碳素钢的组焊卡具其端部应堆焊相应的合金钢焊条 二层以上方能与合金钢管点固焊,点固前应采用正 常的预热方式。 10.焊条摆动幅度不的超过3.5倍的焊芯直
高压管道焊接作业指导书
格式:pdf
大小:30KB
页数:4P
4.5
迁安市九江线材有限责任公司2×65mw煤气发电二期工程四大管道焊接作业指导书 湖北省工业建筑集团安装工程有限公司1 目录 1、主题内容及适用范围 2、焊接施工依据及引用标准 3、钢材及焊接材料 4、焊前准备 5、焊接工艺要求 6、焊接质量检验 7、焊接施工安全与防护 附:分项焊接工艺卡及主蒸汽、再热蒸汽热段管道热处理工艺卡 迁安市九江线材有限责任公司2×65mw煤气发电二期工程四大管道焊接作业指导书 湖北省工业建筑集团安装工程有限公司2 一.主题内容及适用范围: 迁安市九江线材有限责任公司2×65mw煤气发电二期工程,锅炉型号为ng-220/13.7-q。 为了提高工程焊接质量,保证产品安全运行。针对本工程特点及有关施工验收规范,特编 制本工程四大管道管道焊接施工作业指导书,供现场焊接人员使用与执行。 二.焊接施工依据及引用标准 1.锅炉
甲胺升压系统尿素级不锈钢高压管道的焊接 甲胺升压系统尿素级不锈钢高压管道的焊接
格式:pdf
大小:413KB
页数:3P
4.6
介绍了尿素级不锈钢316l+g510管道材料的性能特点和技术要求,通过焊接工艺评定制定正确的焊接工艺,成功完成尿素级不锈钢管道的焊接工作。
高温高压管道焊接坡口选择及焊条用量计算
格式:pdf
大小:166KB
页数:3P
3
高温高压管道焊接坡口选择及焊条用量计算——从经济和技术角度分析火电厂高温高压管道焊缝宜采用的坡口形式,并对各种坡口形式的焊条用量估算推导出经验公式。
高压管道橡胶减震接头
格式:pdf
大小:36KB
页数:2P
4.8
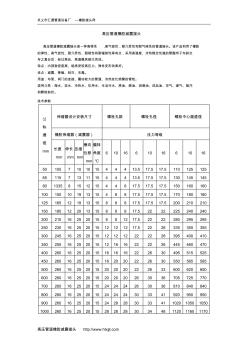
巩义市汇通管道设备厂—橡胶接头网 高压管道橡胶减震接头http://www.***.*** 高压管道橡胶减震接头 高压管道橡胶减震接头是一种高弹性,高气密性,耐介质性和耐气候性的管道接头。该产品利用了橡胶 的弹性、高气密性、耐介质性、耐候性和耐辐射性等有点,采用高强度、冷热稳定性强的聚酯帘子布斜交 与之复合后,经过高压、高温模具硫化而成。 特点:内部致密度高、能承受较高压力、弹性变形效果好。 优点:减震、降噪、轻巧、无毒。 用途:与泵、阀门的连接、震动较大的管道、冷热变化频繁的管线。 适用介质:海水、淡水、冷热水、饮用水、生活污水、原油、燃油、润滑油、成品油、空气、煤气、蒸汽 和颗粒粉状。 技术参数 公 称 通 径 mm 伸缩器设计安装尺寸螺栓孔数螺栓孔径螺栓中心圆直径 橡胶伸缩器(减震器)压力等级 长度 mm 伸长 mm 压缩 mm 横向 位移 mm 偏转 角度 ℃
CFB锅炉降水管厚壁异口径高压管道的焊接精华文档
316L不锈钢高压管道的焊接技术 316L不锈钢高压管道的焊接技术
格式:pdf
大小:303KB
页数:3P
4.6
焊接工艺是焊好316l高压钢管的关键,论述了316l高压钢管的焊接技术要求,主要包括管材和焊材化学成分要求、管材和焊材的管理、坡口加工和组对要求、焊接工艺参数选用、钨极氩弧焊的操作要领、焊条电弧焊的操作要领、焊接质量的外观检验和内部检验、焊缝返修等内容。
316L不锈钢高压管道的焊接技术 316L不锈钢高压管道的焊接技术
格式:pdf
大小:116KB
页数:2P
4.6
随着我国社会主义现代化建设的不断进步,我国的机电信息技术取得了巨大的发展,尤其是316l高压钢管的焊接技术。本文主要论述了316l高压钢管的焊接技术要求,具体分析了焊材和管材的管理以及化学成分要求,同时对于焊接工艺参数的选择、钨极氩弧焊和焊条电弧焊的操作要点以及316l高压钢管焊接质量检验与焊缝返修都作出了相关的分析与研究。
高压管道内焊缝特殊气室保护焊 高压管道内焊缝特殊气室保护焊
格式:pdf
大小:99KB
页数:1P
4.5
手工钨极氩弧焊是高压低温管道现场焊接常用的方法,尤其对于外线管道现场焊接.管管对焊(内径大于φ100mm)的管道,由于管体长,管道腔体大,氩气难以把管道腔体内的空气置换干净,所以就造成内焊缝保护效果不理想,颜色不达标,内焊缝成型不理想,易形成氧化物、多余物等现象.经过反复推敲多次实践,采用"焊接气体保护法"解决了以上问题,提高了产品的焊接质量.
高压管母焊接
格式:pdf
大小:9KB
页数:3P
4.3
1 高压管母焊接 1.焊接准备及条件 1.1焊前准备 熟悉图纸对焊缝的要求和所焊母材的材质,并选用与母材相匹配的焊接材料。主封母、厂 用分支、励磁母线的材质均为1060,与其匹配的焊丝为hs301和s301,其化学成分为:al99.5%、 fe≤0.30%、si≤0.30%,熔点:660℃。 焊丝应油质保书,使用的焊丝应符合设计规定要求。焊丝使用前应检查有无出厂质量证明, 对焊丝质量有怀疑时,必须按批号抽样检查其化学成分。焊丝按出厂说明书要求使用,焊丝使用 前,应清除其表面的锈垢、油污和氧化膜,直至露出金属光泽。油污可以用汽油或丙酮清除,锈 垢、氧化膜用机械方法处理。 试件的射线检验及结果的评定应符合《钢焊缝射线照相底片分类法》(gb3323-87)中的“焊 缝质量评级”的ⅱ级标准。 焊接接头拉伸试验,其焊接接头抗拉强度一般不低于原材料抗拉强度标准值的下限。经
浅淡城镇高压管道管理 浅淡城镇高压管道管理
格式:pdf
大小:42KB
页数:未知
4.7
目前,城镇高压燃气管道的设计压力区间为1.6~4.0mpa之间,高压埋地管道作为天然气传输载体,是连接上游资源和下游用户的纽带,由于管道长期埋在地下,随着时间的推移,外界土壤特性及地形沉降等因素的影响,管道会发生腐蚀、穿孔、泄漏;不善易造成的三方施工破坏及超压运行等事故发生,高压燃气管道因压力级值很高,若发生事故,其破坏性,危害性将远大于低级别的燃气管道,因此对高压埋地管道科学、严谨的管理至关重要.本文结合作者行业管理经验,提出相关的管理经验供大家借鉴.
CFB锅炉降水管厚壁异口径高压管道的焊接最新文档
地炉煨弯在高压管道安装中的应用
格式:pdf
大小:14KB
页数:1P
4.3
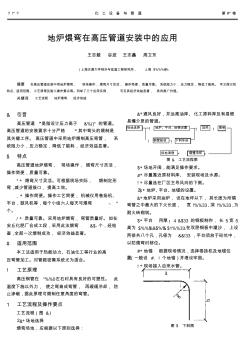
?!"?化工设备与管道第#"卷 地炉煨弯在高压管道安装中的应用 王志毅谷波王志鑫周卫东 (上海交通大学制冷与低温工程研究所,上海$%%%#%) 摘要在高压管道安装中用地炉煨弯,现场操作,煨弯尺寸灵活,操作简便,质量可靠。系统阻力小,压力稳定,降低了能耗。本文探讨其 特点、适用范围、工艺原理及施工操作要点等。列举了三个应用实例,可见其经济效益显著,具有推广价值。 关键词工艺流程地炉煨弯经济效益 &引言 高压管道’是指设计压力高于&%()*的管道。 高压管道的安装要求十分严格’其中弯头的煨制是 其关键工序。高压管道中采用地炉煨制高压弯管,系 统阻力小,压力稳定,降低了能耗,经济效益显著。 $特点 高压管道地炉煨弯,现场操作,煨弯尺寸灵活, 操作简便,质量可靠。 *+煨弯尺寸灵活。可根据现场实际,煨制定形 弯,减少管
高压管道施工方案
格式:pdf
大小:126KB
页数:13P
4.4
高压管道施工工艺 一、概述: 根据劳动部《压力管道安全管理与监察规程》的要求编制此工艺。 1.编制依据: 《压力管道安全管理与监察规程》 《工业管道工程施工及验收规范》gb50235-97 《现场设备、工业管道焊接工程施工及验收规范》gb50236-98 现行的技术标准及施工规范。 2.适用范围: 本工艺适用于工作压力高于10mpa的高压金属管道施工。 3.编制内容: 本工艺包括:施工准备、材料验收、施工方法、检验方法 系统试验及资料整理。施工组织的其他内容此工艺未予编制。 二、施工准备: 高压管道的施工准备包括:图纸会审、工艺确定、机具准备、 劳力调配外协加工。 1.图纸会审:要明确以下内容: ①工作介质及设计压力、设计温度。 ②施工所执行的施工规范及验收标准。 ③管材、阀门、法兰、连接螺栓及垫片的材质和型号。 ④探伤比例及执行标准。 ⑤系统试验的要求。 ⑥其它技术要求:(如
加氢裂化高压管道施工工法
格式:pdf
大小:163KB
页数:14P
4.8
加氢裂化高压管道施工工法 1 加氢裂化高压管道施工工法 作者简介:冀林柱同志1968年毕业于北京石油学院有机系,现任第三工程公司总工程师,高 级工程师。多年来,该同志一直从事石油化工装置施工的技术和技术管理工作,并曾组织审核过多 项工法及主笔编制了《大型塔器分段倒装整体吊装工法》,该工法被建设部评为96年度国家级(一 级)工法。本工法和《顶烧转化炉安装工法》被评为98年度总公司(二级)工法。该同志先后在 有关杂志上曾多次发表过施工论著,其中“10000m 3 球罐施工技术和质量控制“获石油工程建设杂志 优秀论文一等奖。 一、前言 加氢裂化是高温、高压、临氢催化工艺过程,是重油轻质化的重要手段之一。它 具有产品结构灵活,中间馏分产率高,产品质量好,对市场要求应变能力强等特点。 高压管道是加氢裂化装置施工的关键和重要组成部分。其特点是施工工艺复杂、 难度大、质量要求高。
中高压厚壁长输管道的焊接方法 中高压厚壁长输管道的焊接方法
格式:pdf
大小:367KB
页数:未知
4.4
通过焊接工艺的控制来保证中高压厚壁管的焊接质量,实际应用表明,通过改变焊接工艺,可以大大提高焊口质量,初次探伤i级合格率达到95%以上,具有可观的效益。
高压管道安装要求
格式:pdf
大小:5KB
页数:2P
4.4
1.所有的管子、管件、阀门及紧固件等, 必须附有材料证明、焊接登记表、焊接试样 试验结果、焊缝透视结果、配件合格证及其 他验收合格证等证明文件。 2.管道安装时应使用正式管架固定, 不宜使用临时支撑或铁丝绑扎。与管架接触 的管子及其附件,应按设计规定或工作温度 的要求,安置木垫、软金属垫或橡胶石棉垫 等,并预先在该处支架上涂漆防腐。 3.管道安装前先找正,固定设备、阀 门等。同径、同压的管段、管件在安装前要 求进行水压强度试验时,可以连通试压;预 装成整体吊装的组合件可以单独试压。经水 压试验后的管段必须进行清洗和吹洗。 4.高压管道的安装应尽量减少和避免 固定焊口,特别是在竖直管道上,一般不应 布置固定焊口。 5.焊接连接的直管段长度不得小于 500mm;每5m长的管段只允许有一个焊接 口,焊口距离弯制高压弯头起弯点的长

CFB锅炉降水管厚壁异口径高压管道的焊接相关
文辑推荐
知识推荐
百科推荐


职位:电站工程师
擅长专业:土建 安装 装饰 市政 园林


