

CCS水电站压力钢管材料选择及焊后热处理工艺分析
格式:pdf
大小:912KB
页数:5P
人气 :66
 4.5
4.5
CCS水电站压力钢管钢板采用日本三井株式会社生产的SUMITEN610-TMC,业主及咨询提出必须按照ASME规范UCS-56的要求进行PWHT(焊后热处理工艺)。公司对SUMITEN610-TMC钢板分析后,通过该材料的WBS(焊接工艺规程)试验、与PWHT(焊后热处理工艺)进行对比分析,提出该材料不适宜进行PWHT(焊后热处理工艺),可通过压力钢管焊后进行200℃×2h的后热(Post heating)消氢处理(Hydrogen Releasing)来保证焊接质量。最终业主及咨询同意了该施工设计方案,为确保施工质量及合同总工期内完成工程建设奠定了基础。



管道焊后热处理工艺
zd-3.03-2005 1 管道焊后热处理工艺 1范围 本工艺适用于石油、化工、电力、冶金、机械等工业工程的碳素钢及合金钢管道工程焊后热处 理。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后 所有文件的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成 协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本 标准。 gb50235-97工业金属管道工程施工及验收规范 gb50236-98现场设备、工业管道焊接工程施工及验收规范 sh3501-2002石油化工有毒、可燃介质管道工程施工及验收规范 3管道焊后热处理的一般规定 3.1进行焊后热处理应根据钢材的淬硬性、焊件厚度、结构刚性、焊接方法及使用条件等因素综合 确定。 3.2对有应力腐蚀的焊缝,应进行焊
管道焊后热处理工艺流程说明
1 管道焊后热处理工艺 1目的 保证热处理效果符合规范要求。 2适用范围 适用于压力管道现场组焊焊后热处理的工作。 3术语 4职责 4.1热处理工程师确定热处理条件和要求,负责热处理工艺试验,编制热处理方案和 ,签发热处理报告,并对热处理的全过程负责。 4.2热处理人员按热处理工艺卡的要求进行热处理,协助检查硬度并做好记录。 4.3质检工程师应对热处理工作的全过程进行监督检查。 5工作程序 5.1管道焊后热处理工艺流程图(附后) 5.2确定热处理条件和要求 热处理工程师根据图纸资料、设计要求和委托单,确定热处理条件和要求。 5.3热处理工艺试验 对于使用新的热处理工艺,新的热处理元件或有特殊要求的热处理等,热处理工 程师在制定热处理工艺时,应进行必要的工艺试验,为编制热处理方案和热处理工艺 卡提供依据。 5.4热处理方案 热处理工程师根
编辑推荐下载
工业管道焊后热处理工艺标准
格式:pdf
大小:64KB
页数:4P
4.8
压力管道安装工业管道焊后热处理通用工艺工艺管道-19 1编制日期:2000.03 工业管道焊后热处理通用工艺 1适用范围 本通用工艺适用工业管道中非低温用碳钢、低合金钢、铬钼钢等管道的焊后消除应力热 处理。 2引用(依据)文件 2.1《石油化工剧毒、可燃介质管道工程施工及验收规范》sh3501-1997 2.2《化工金属管道工程施工及验收规范》hg20225-95 2.3《工业金属管道工程质量检验评定标准》gb50184-93 2.4《石油化工钢制管道工程施工工艺标准》shj517-91 3施工准备 3.1主要机具及材料 3.1.1主要机具: 1.热处理设备:自动控制温度的固定盘柜式或手提式控制柜、自动打点记录仪。热 处理设备应经检验合格,温度指示仪表应校验准确; 2.热电偶; 3.加热器:指形加热器或履带加热器。 3.1.2主要用料 1.保温棉:无碱
 CCS水电站压力钢管环型焊缝全位置焊接技术介绍
CCS水电站压力钢管环型焊缝全位置焊接技术介绍 CCS水电站压力钢管环型焊缝全位置焊接技术介绍
格式:pdf
大小:2.9MB
页数:3P
4.4
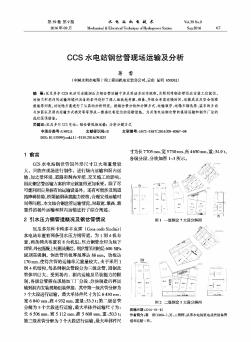
厄瓜多尔科卡科多辛克雷水电站(简称ccs电站)是中国公司在国际项目实施规模最大、技术难度最高的epc水电站工程。该电站引水压力钢管主管内径5.2m,支管内径2.6m;钢管最大静水压力6.18mpa,设计内水压力(含水锤压力)6.83mpa,hd值为3551m~2。本文对引水压力钢管运用的环型焊缝现场全位置焊接技术进行总结介绍,为同类工程提供了良好的参考借鉴作用。
CCS水电站压力钢管材料选择及焊后热处理工艺热门文档
CCS水电站压力钢管三级岔管整体水压试验
格式:pdf
大小:592KB
页数:4P
4.7
介绍ccs水电站压力钢管三级岔管整体水压试验。施工单位基于工期、成本考虑,在充分论证的基础上,首次采用在安装现场进行三级岔管整体水压试验的方案,通过采取注水量与压力变化监控等措施,安全可靠地完成了两条压力钢管岔管段的整体水压试验,极大的节约工期及相应工程成本。
CCS水电站钢岔管现场运输及分析
格式:pdf
大小:4.8MB
页数:4P
4.5
厄瓜多尔ccs电站引水隧洞压力钢岔管运输中涉及到诸多运作流程,为顺利将钢岔管运达安装工位就位,对场内和洞内的运输环境和具备的条件进行了深入细致地考察、测量,并综合考虑运输时间、运输成本及安全保障措施等问题,对运输方案进行了认真的分析研究。就钢岔管分块和分瓣方式、运输顺序、运输车辆选择、装车的方向与加固以及洞内运输方式确定等等形成一整套比较优化的运输措施,为其他电站钢岔管的现场运输和制作厂址的选定提供借鉴。
水电站压力钢管埋弧不留坡口双面焊
格式:pdf
大小:43KB
页数:1P
4.3
1概况我单位于1994年6至8月为广东省阳山县秤架一级水电站制作3920kpa压力钢管。材料为16mnr,规格有:d外1544×22(48m,直缝)、d外1390×20(134m)、d外1398×24(27m)、d外1044×22(8m)。
水电站压力钢管的现场焊接合理工艺技术分析 水电站压力钢管的现场焊接合理工艺技术分析
格式:pdf
大小:113KB
页数:未知
4.7
对于水电站压力钢管的现场焊接合理工艺技术国内外有着深入的分析研究,本文则主要从坡口加工、钢管组装、钢管焊接、柔性轨道以及脉冲控制器等方面论述了压力钢管焊接的合理工艺技术,以提高压力钢管的生产效率,为水电站压力钢管的现场焊接提供参考。
水电站压力钢管的制作-文档资料
格式:pdf
大小:9KB
页数:5P
4.6
水电站压力钢管的制作 一、概述 江苏宜兴抽水蓄能电站位于宜兴市西南郊铜官山区,装机容 量为1000mw(4×250mw),压力钢管主要布置在输水系统,输 水系统由上游引水系统和下游尾水系统组成,引水系统为二洞四 机布置,由上平洞,上竖井、中平洞、下竖井、下平洞、岔管、 高压支管组成,全部采用钢管衬砌;尾水系统采用两机合一洞的 布置形式,一部分为钢管衬砌,一部分混凝土衬砌。压力钢管总 量为13000t,管材分为16mnr和600mpa级高强钢2种,管径 为φ6.0、φ5.6m、φ5.2m、φ4.8m、φ3.4m,管壁厚度为 δ=18mm~60mm不等。 二、主要施工技术 压力钢管从原材料堆放储存到钢管管节成品出厂的制作工 作均在工地现场钢管加工厂进行。其工作内容主要包括:材料验 收保管、钢管加工制作、加劲环的制作、无损检测等工作。具体 制作工艺流程如下: 施工准备→
CCS水电站压力钢管材料选择及焊后热处理工艺精华文档
水电站压力钢管的焊接技术及消应工艺 水电站压力钢管的焊接技术及消应工艺
格式:pdf
大小:414KB
页数:2P
4.3
根据我国焊接规范的规定,强度等级越高的钢材,要求作消应热处理的钢板厚度相对越薄。大的钢管只能采用局部热处理方法,要使温度控制恰当且均匀,非常困难。本文主要介绍对水电站压力钢管焊接消应热处理的一些认识。
水电站压力钢管焊接工艺评定及实践研究 水电站压力钢管焊接工艺评定及实践研究
格式:pdf
大小:811KB
页数:6P
4.6
针对水电站压力钢管焊接特点,依托溧阳抽水蓄能电站压力钢管制作安装工程,对常用低合金钢q345d、600mpa级、800mpa级高强钢进行了焊接工艺评定,选择了焊条电弧焊、埋弧自动焊、c02气体保护焊、埋弧横焊等多种焊接方法,对先进焊接方法进行了优化比选,编制了焊接工艺指导书以及焊接工艺规程,通过大量焊接工艺评定实践研究,总结出一套工艺评定流程及方法,对水电站压力钢管类似焊接施工提供了参考。
水电站压力钢管现场焊接工艺及相关思考
格式:pdf
大小:108KB
页数:1P
4.6
分析了水电站压力钢管焊接特点及焊接工艺现状,同时从压力钢管焊接施工准备、焊接工艺要求及焊接检验和缺陷处理等方面探讨了水电站压力钢管现场焊接施工工艺,以期为水电站压力钢管现场焊接施工提供一些参考,确保水电站压力钢管现场焊接施工质量,推动我国水电站压力钢管现场焊接施工技术的不断发展。

论文“不锈复合钢板中压废热锅炉的焊接与焊后热处理工艺研析”
格式:pdf
大小:292KB
页数:7P
4.4
1 不锈复合钢板中压废热锅炉的焊接与焊后热处理工艺研析 潮道明 (安徽盈创石化检修安装有限责任公司,安徽安庆246001) 摘要:在中压废热锅炉制造中,大于等于50mm中厚低合金及铬钼钢与奥氏体不锈钢复合钢板的焊接与焊后热处理,工艺质量 是一个比较难以控制的重要控制环节。特别是对接接头敏化后的晶间腐蚀及冷弯性能难以合格,也就是对接接头的铁素体含量及 金属第二相的分布状态难以控制;以及操作者是否对焊接工艺参数的严格控制和把握,是保证中厚低合金及铬钼钢的不锈复合钢 板对接接头耐晶间腐蚀性能的关键。 关键词:中厚不锈复合钢板焊接工艺参数控制焊后热处理铁素体含量晶间腐蚀 stainlesssteelsheetinthewasteheatboilerpressureweldingand postweldheattreatmentprocess
CCS水电站压力钢管材料选择及焊后热处理工艺最新文档
水电站压力钢管岔管计算书
格式:pdf
大小:103KB
页数:8P
4.4
引水钢岔管设计 岔管壁厚度按下面二式的最大值拟定 r—该节钢管最大内半径(m); k1—系数,k1=1.0~1.1; c—锈蚀系数,c=1~2mm [σ]1、[σ]2—材料用于岔管时的容许应力(pa),此处钢材为a3钢,(见表13-1,340page,《手册》); a—该节钢管半锥顶角(度); φ—焊缝系数; k2—边缘应力集中系数,(见图13-13,page357,《手册》); 《引水系统施工图(安顺关脚水电站工程)》 一、钢岔管管壁厚度δ(mm)的拟定 1、按钢管极限强度设计管壁厚度 式中:p—设计内水压力(n/m2),p=10*1000*h,h=▽h+h1=h1(1+64%),▽h——水击水头; h1——作用水头
水电站压力钢管直径与分段优化设计探讨
格式:pdf
大小:628KB
页数:5P
4.5
以压力钢管内水头损失所形成的电能损失价值与钢管费用之和最小为优化准则,推导出压力钢管多种分段方式下的直径计算公式,通过经济技术比较,确定最优管径与分段方案.采用本文方法进行压力钢管设计,具有速度快、结果明确等特点.可广泛适用于各种水头压力钢管的直径与分段方式的确定.
 长寨水电站压力钢管设计
长寨水电站压力钢管设计 长寨水电站压力钢管设计
格式:pdf
大小:162KB
页数:2P
4.6
压力钢管作为引水式电站的一个重要组成部分,其尺寸的选取对电站造价影响很大,因此压力钢管的设计至关重要。在介绍长寨水电站工程概况和工程地质情况的基础上,对其压力钢管进行了设计,旨在为类似工程提供借鉴。
白勉峡水电站压力钢管设计 白勉峡水电站压力钢管设计
格式:pdf
大小:115KB
页数:2P
4.7
根据对该电站工程规模、用途和社会效益的综合考虑,结合工程经验,分析了高水头、小流量压力钢管的一般设计方法,可为同类工程提供借鉴。
马赖泰1号水电站压力钢管的共振
格式:pdf
大小:203KB
页数:6P
4.7
新西兰马赖泰1号电站甩负荷后及充水期闸,g1号机组的压力钢管发生了显著的共振。试验与阻抗分析表明,共振模式是二次谐波共振,压力节在钢管中点,封闭的两端即进水闸门和水轮机导叶处的压力相位相反。已查明进水闸门的止水是共振的自激源。本文论述了为找出共振状态及消除激励所进行的研究和试验
水电站压力钢管洞内整体防腐实例探讨 水电站压力钢管洞内整体防腐实例探讨
格式:pdf
大小:177KB
页数:未知
4.3
马其顿科佳水电站引水发电洞压力钢管,钢管直径φ5m,钢管长度385m,钢管内壁防腐面积6044.5m2。本文主要介绍了压力钢管在安装完毕,洞内比较潮湿的情况下整体防腐工艺,为今后同类型施工情况积累经验。
瑞丽江水电站压力钢管综述 瑞丽江水电站压力钢管综述
格式:pdf
大小:121KB
页数:3P
4.3
压力钢管应按照成熟的技术、规范的工艺、可靠的检测等来总体考虑,是确保压力钢管安全运行的关键。通过归纳总结瑞丽江水电站压力钢管设计、制造及安装情况,说明压力钢管总体质量满足规范要求可确保安全运行。
水电站压力钢管自动化焊接工艺探析
格式:pdf
大小:117KB
页数:1P
4.7
随着我国经济建设的高速发展,目前我国的电力的重要性越来越明显。在电力方面,我国主要是通过水电站来进行供电。水电站的建设过程中,压力钢管的建设十分重要。而压力钢管不同于普通钢管,在焊接过程中如果使用常规焊接方法无法较好的进行。因此就需要使用自动化焊接,更好更快的对水电站压力钢管进行焊接。文章主要讨论了水电站压力钢管自动化焊接的工艺、优缺点和今后发展的方向。
CCS水电站压力钢管材料选择及焊后热处理工艺相关
文辑推荐
知识推荐
百科推荐


职位:岩土,建筑工程师
擅长专业:土建 安装 装饰 市政 园林


