

CAPP中焊接工时及焊料定额计算
格式:pdf
大小:285KB
页数:2P
人气 :68
 4.4
4.4
在焊接工艺标准化的基础上,新的工艺编制软件CAPP,建立了可重复利用的焊接工艺资源库及典型工艺库。在编制焊接工艺中使用典型工艺就能够实现工时及焊料定额计算功能。




焊接工时定额
面积v型对接 82.51665605 88.48075767 95.59955982 103.8730625 113.3012657 123.8841695 135.6217738 148.5140787 162.561084 177.76279 194.1191964 211.6303034 230.296111 258.616619 280.0918277 302.7217368 326.5063465 351.4456567 377.5396675 面积面积校核 5467.5 5467.5 5467.5 5467.5 5467.5 88110 130162.5 180225 238297.5 未开坡口法兰接管焊接 119.3 111.6 177.6 166.5 155.9 145.9 单边v坡 104.5 98.02 92.06 86.67 136.5 12
编辑推荐下载
焊接工时定额标准(发布版-焊接)
格式:pdf
大小:49KB
页数:3P
4.7
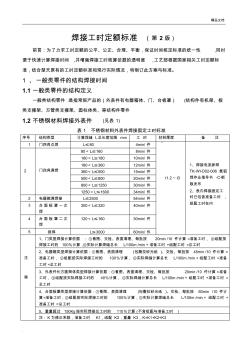
精品文档 . 焊接工时定额标准(第2版) 前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时 便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标 准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。 1、一般类零件的结构焊接时间 1.1一般类零件的结构定义 一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板 类支撑架、方管类支撑架、圆柱体类、等结构件零件 1.2不锈钢材料焊接外表件(见表1) 表1不锈钢材料外表件焊接固定工时标准 序号结构类型计算焊缝l总长度范围mm工时材料厚度备注 1门四角点焊l≤804min/件 ̄ 2门四角满焊 80<l≤1608min/件 160<l≤18010min/件 t1.2~t3
焊接工时定额标准(发布版-焊接)(第2版)
格式:pdf
大小:46KB
页数:3P
4.6
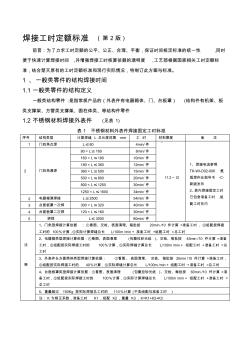
焊接工时定额标准(第2版) 前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时 便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标 准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。 1、一般类零件的结构焊接时间 1.1一般类零件的结构定义 一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板 类支撑架、方管类支撑架、圆柱体类、等结构件零件 1.2不锈钢材料焊接外表件(见表1) 表1不锈钢材料外表件焊接固定工时标准 序号结构类型计算焊缝l总长度范围mm工时材料厚度备注 1门四角点焊l≤804min/件 ̄ 2门四角满焊 80<l≤1608min/件 160<l≤18010min/件 t1.2~t3 1、焊接电流参照
CAPP中焊接工时及焊料定额计算热门文档

工程机械结构件焊接工时定额计算方法研究
格式:pdf
大小:79KB
页数:1P
4.3
工时定额是企业管理的一项关键性基础工作,本文从焊接熔敷率推导出一种根据焊接横截面积、焊丝熔化速度和焊丝横截面积来计算焊接作业工时的方法,解决了焊接标准工时难以精确计算的问题。
压力容器焊接工时定额完整表
格式:pdf
大小:82KB
页数:2P
4.6
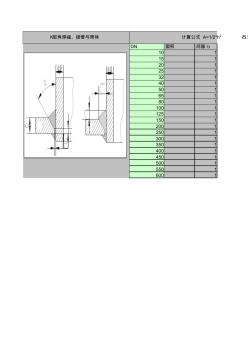
dn面积间隙b 101 151 201 251 321 401 501 651 801 1001 1251 1501 2001 2501 3001 3501 4001 4501 5001 5501 6001 k型角焊缝、接管与筒体计算公式a=1/2*h*δ为 c1h1c2h2 6634 6634 6634 6634 6634 6634 10644 10644 10644 10644 10644 126126 126126 126126 126126 126126 126126 126126 126126 126126 126126 /2*h*c+此处δ为筒体的厚度分为开坡口单边v和角焊缝

工时定额编制标准焊接
格式:pdf
大小:100KB
页数:3P
4.6
1、规范说明: 1.1、本规范工时定额包括:基本时间、辅助时间、布置工作场地时间、休息与生理需要时间、准备与结束时间。 1.2、本规范是以普通碳钢、co2气体保护焊接为基准。 1.3、布置工作地时间30分钟,休息与生理需要时间35分钟,准备终了时间25分钟。 2、焊接作业时间t(根据《船体分段焊接作业工时研究及智能计算方法》(哈尔滨工程大学学报2011年9月份 研究论文成果) 2.1焊接基本时间tj tj= sv la (min) 其中a为焊缝横截面面积mm 2 ,l为焊缝长度m,v为焊接速度(m/min),s为焊丝横截面面积mm2,ω为焊 丝的熔敷率。 注:实芯co2气体保护焊丝熔敷率取85%。 2.2焊接辅助时间tf(min) tf=tj×30% 2.3t=tj+tf 3、工件重量系数k 工件重量(
 焊接材料定额系统的研究与开发
焊接材料定额系统的研究与开发 焊接材料定额系统的研究与开发
格式:pdf
大小:176KB
页数:2P
4.5
焊接材料在制造业材料定额计算中计算繁琐。本文从焊接材料定额的计算公式出发,对焊接材料的截面积计算进行了研究,并对定额试验计算的结果进行了分析,研究结果对焊接材料定额系统的研究和开发具有重要的工程的参考价值。

焊接材料定额换算
格式:pdf
大小:37KB
页数:4P
4.6
焊接材料定额换算 中铁宝桥焊接组 一、手工电弧焊角焊缝焊条定额 焊脚尺寸 (mm) 234566.57810 定额 (kg/m) 0.06710.11930.18640.26850.36540.41950.47730.60410.9024 焊脚尺寸 (mm) 12141610x2012x24 定额 (kg/m) 1.26031.67792.15521.72272.4237 注:计算公式焊条定额=(k+1)2/2×7.85×1.9÷1000(kg/m) 二、埋弧自动焊、平角焊、万能焊、co2气保护焊焊丝定额 焊脚尺寸 (mm) 4566.578101214 定额 (kg/m) 0.10790.15540.21160.24290.27630.34970.52240.72970.9714 焊
CAPP中焊接工时及焊料定额计算精华文档

I-焊料与焊接工具
格式:pdf
大小:17KB
页数:13P
4.7
1/13 焊料与焊接工具 一、题目、课型、时间 讲授题目: 焊料 课型: 理论和实训结合 时间: 二、教材逻辑结构分析和学生分析 1、学生在物理学、电工学中没有与本节内容相关的知识,对焊料不了解。 2、学生对焊料的分类和用途要进行学习和掌握,所以这部分是教学的重 点。 三、教学目标 1、理解焊料的分类和命名; 2、掌握焊料的特点、选择和使用; 四、教学重点难点 教学重点: 焊料的分类;焊料的选择和使用。 教学难点: 焊料的选择和使用。 五、教学方法 示范演示法、讲授法、学生操作练习 2/13 六、教学过程 1、导入新课 将元器件引线与印制板或底座焊接在一起就叫做焊接。在焊接过程中用于 熔合两种或两种以上的金属面,使它们成为一个整体的金属或合金叫焊料。按 组成的成分不同可分为锡铅焊料、银焊料和铜焊料等。 按熔点不同可分为软焊料(熔点在450℃以下)和硬焊料(熔点高于 450℃)。在
![工时定额计算标准[1]](https://files.zjtcn.com/group1/M00/43/75/CgoBZ2AfCI2AWzs8AAAMAnZusTo965.jpg)
工时定额计算标准[1]
格式:pdf
大小:648KB
页数:13P
4.5
工时定额计算标准 一.锯床工时定额计算标准 1.工时计算公式:t=(kmt机+nt吊+t装卸)k2 式中:km—材料系数 n—一次装夹工件数;n=1-2; k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2) 2.机动时间:t机 2.1.方料: 式中:h-板厚mm kb-材料宽度系数,查下表 b<5050-8080-150>150 kb0.951.01.051.08 2.2.棒料: 式中d—棒料外径mm 2.3.管料: 式中d0—管料内径;mm 2.4..方管: 式中:h—方管外形高mm;h0—方管内腔高mm;b0—方管内腔宽mm; 3.吊料时间: 4.装卸料时间及其它时间: 综上所述: 方料:t=(0.12+n0.0519h+0.001l)k2-0.00013h0*b0(mi

工时定额编制标准(焊接)修订版
格式:pdf
大小:105KB
页数:4P
4.8
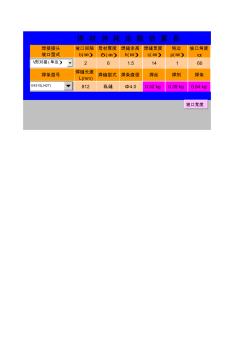
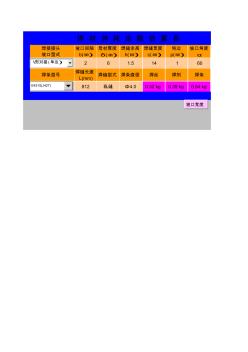
. 精选word范本! 1、规范说明: 1.1、本规范工时定额包括:基本时间、辅助时间、布置工作场地时间、休息与生理需要时间、准备与结束时间。 1.2、本规范是以普通碳钢q235、q345。co2气体保护焊接为基准。 1.3、布置工作地时间1-30分钟,休息与生理需要时间5-35分钟,准备终了时间25分钟。 2、焊接作业时间t(根据《船体分段焊接作业工时研究及智能计算方法》(哈尔滨工程大学学报2011年9月份 研究论文成果) 2.1焊接基本时间tj tj= sv la (min) 其中a为焊缝横截面面积mm 2 ,l为焊缝长度m,v为焊接速度(m/min),s为焊丝横截面面积mm 2 ,ω为焊 丝的熔敷率。其中v=8-11m/min,焊丝1.2,电流电压320,电压30+-3 注:实芯co2气体保护焊丝熔敷率取90-
包装材料定额计算方法
格式:pdf
大小:17KB
页数:3P
4.3
第1页共3页 包装材料定额计算方法使用说明 一、包装材料基本公式: 包装材料 纸箱类别 珍珠棉泡沫封箱胶 书包盒 (长+损耗)×(宽+ 损耗)×(层+1)+ 宽×高+其它 (长×宽+ 长×高+ 宽×高)× 2+其它 长+宽×2+200×取整(长/300+1)+ 200×取整(宽/300+1)×2+4×200× 取整(高/300+2)+其它 天地盒 (长+损耗)×(宽+ 损耗)×(层+1)+ 宽×高×2+其它 长×2+宽×2+400×8+200×取整 (长/300+1)×2+200×取整(宽/300+ 1)×4+其它 普通箱 (长+损耗)×(宽+ 损耗)×(层+1)+ 长×高×2+其它 长×2+宽×4+200×取整(长/300+ 1)×2+200×取整(宽/300+1)×4+其 它 二、公司纸箱的包装方式有三种:书包盒、天地盒、普通
CAPP中焊接工时及焊料定额计算最新文档
装焊工时定额
格式:pdf
大小:1.9MB
页数:22P
4.7
装焊车间拼装工时定额标准 一、零件板定位工时 1、零配件加工 ①、零件板破口 板件规格≤300301~500501~10001001~1501备注 定额 0.090.110.140.18 1、板件剖口按h/件,规格是剖口面长度总和,板厚以16-28mm为基准,28mm-60mm 取定额1.18系数;大于60mm取定额1.3系数。 2、切割为双割嘴同步,若单割嘴切割乘1.67系数。 3、若腹扳单侧坡口,定额同。 4、双面坡口乘1.7系数。 5、平面曲线破口、曲面直线破口切割取定额系数1.2计算。 6、过渡破口切割取定额系数1.1计算。 板件规格 1501~ 2001 2001~ 2500 2501~3000>3000 定额 0.240.310.4按腹板剖口计算 ②、腹板、面板破口 板厚<1616~2830~4545~60
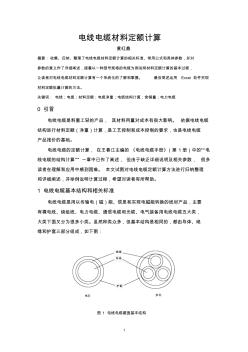
电线电缆材料定额计算(论文)
格式:pdf
大小:281KB
页数:11P
4.6
1 电线电缆材料定额计算 黄红鼎 摘要:收集、归纳、整理了电线电缆材料定额计算的相关标准、常用公式和具体参数,并对 参数的意义作了详细阐述,接着以一种型号规格的电缆为例说明材料定额计算的基本过程, 让读者对电线电缆材料定额计算有一个系统化的了解和掌握。最后简述运用excel软件实现 材料定额批量计算的方法。 关键词:电线;电缆;材料定额;电缆净重;电缆结构计算;含铜量;电力电缆 0引言 电线电缆是料重工轻的产品,其材料用量对成本有很大影响。依据电线电缆 结构进行材料定额(净重)计算,是工艺控制和成本控制的要求,也是电线电缆 产品报价的基础。 电线电缆的定额计算,在王春江主编的《电线电缆手册》(第1册)中的“电 线电缆的结构计算”一章中已作了阐述,但由于缺乏详细说明及相关参数,很多 读者在理解和应用中感到困难。本文试图对电线电缆定额计算方法进行归纳整理 和详细阐

《电力建设焊接专业施工定额兰本》焊接定额
格式:pdf
大小:1.7MB
页数:137P
4.4
电力建设焊接专业施工定额兰本 1994年 第9册 焊接、热处理、焊缝检验 电力工业部电力定额站 第一部分单项定额 第一章管材焊接说明┉┉┉┉┉┉┉┉┉┉413.搭接角缝双面焊┉┉┉┉┉┉┉┉┉┉┉┉┉84 1.小径管氧炔焊┉┉┉┉┉┉┉┉┉┉┉┉┉614.中薄板材制作单面焊┉┉┉┉┉┉┉┉┉┉┉85 2.管材氩弧焊┉┉┉┉┉┉┉┉┉┉┉┉┉┉8第三章有色金属焊接说明┉┉┉┉┉┉┉┉┉86 3.管材氩、电联焊┉┉┉┉┉┉┉┉┉┉┉┉1315.铜板氧炔焊┉┉┉┉┉┉┉┉┉┉┉┉┉┉┉87 4.管材电弧焊┉┉┉┉┉┉┉┉┉┉┉┉┉┉5116.带型铝母线氩弧焊┉┉┉┉┉┉┉┉┉┉┉┉88 5.有缝管电弧焊┉┉┉┉┉┉┉┉┉┉┉┉┉6517.槽型铝母线氩弧焊 第二章金属结构焊接说明┉┉┉┉┉┉┉┉7218.管型铝

焊工工时定额标准
格式:pdf
大小:226KB
页数:12P
4.8
1 钣金件工时定额试行标准下料 1.气割下料 (1)方板,法兰类 厚度方板法兰 φ100以下φ100~φ200φ201~φ300φ301~φ400φ401~φ500 δ12以下15分/m8分10分15分20分25分 δ16~3020分/m10分15分20分25分35分 δ35~5525分/m15分20分25分30分40分 δ60~7535分/m20分25分35分50分55分 δ80以上45分/m (2)型材类 角钢0.5米以下0.5~1米1~2米2米以上2~3米3~4米4~7米7米以上 l30~l605分10分15分20分 l70~l10010分15分20分25分 l120~l16015分20分25分30分 槽钢 [50~[10010分15分20分30分

电线电缆材料定额计算
格式:pdf
大小:30KB
页数:2P
4.4
电线电缆材料定额计算---公式于示例 电线电缆是料重工轻的产品,其材料用量对成本有很大影响。依据电线电缆结构进行材料定额(净重)计 算,是工艺控制和成本控制要求,也是电线电缆报价的基础。 电线电缆的定额计算,在王春江编著的电线电缆手册(第一册)中的“电线电缆的结构计算”一章中已作 了阐述,由于缺乏相关参数和推导,很多读者在理解和应用中感到困难。本文试图对电线电缆定额计算进行归 纳整理,举例说明和详细阐述,希望对读者有所帮助。 本篇先整理出材料定额计算的常用公式并举例计算,后面各篇再针对其中问题逐一剖析。 1、电线电缆材料定额计算常用公式 1.1圆形导体单位长度重量w=4*d2*n*ρ*kn*n*km*η① 式中:w——导体单位长度重量,kg/kmd-----单线直径,mm n-----单线根数kn------导体单线平均绞入系数 ρ------导体密度

工时定额计算标准2014
格式:pdf
大小:655KB
页数:13P
4.5
工时定额计算标准 一.锯床工时定额计算标准 1.工时计算公式:t=(kmt机+nt吊+t装卸)k2 式中:km—材料系数 n—一次装夹工件数;n=1-2; k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2) 2.机动时间:t机 2.1.方料: 式中:h-板厚mm kb-材料宽度系数,查下表 b<5050-8080-150>150 kb0.951.01.051.08 2.2.棒料: 式中d—棒料外径mm 2.3.管料: 式中d0—管料内径;mm 2.4..方管: 式中:h—方管外形高mm;h0—方管内腔高mm;b0—方管内腔宽mm; 3.吊料时间: 4.装卸料时间及其它时间: 综上所述: 方料:t=(0.12+n0.0519h+0.001l)k2-0.00013h0*b0(mi
焊接材料消耗定额的计算和分析
格式:pdf
大小:295KB
页数:5P
4.4
总第90期第3期 2004年9月 电 站 辅 机 powerstationauxiliaryequipment vol.90,no.3 sep.2004 文章编号:1672-0210(2004)03-0043-05 焊接材料消耗定额的计算和分析 宦 凌,姚晴里,张淑萍 (上海动力设备有限公司工艺处 200090 上海) 摘 要:本文主要阐述了产品焊接材料消耗定额的计算方法,并通过对其进行研究,其更深远的意 义是,提高企业经济效益,促进焊接技术发展。 关键词:焊接材料消耗;计算;应用 中图分类号:tb305 文献标识码:b calculationandanalysisofexpendablequantumofweldingmaterial huanling
PP板焊接工艺
格式:pdf
大小:119KB
页数:6P
4.6
. 精选范本 pp板材的焊接方法 pp板材的焊接方式通常认为热塑性焊接是不可逆的。少数工 艺如感应焊接可生产可逆组装件。至于选择哪种方法应在制件没计初作 出,因为焊接方法对制件设计的要求可能是重要的,且不同焊接方法同差 别显蓍。 热气焊接技术通常用来焊接塑料管,片或半成品制品而不是 注塑成型制件。但许多热塑性模塑制件,特别是热塑性汽车盘是用热气焊 接技术修复的,另外热气焊接有时用来制备塑料样模制件。 1.热板焊接 热板焊接(对平型制件),它是用电加热金属模具使被连接塑料制件表面 软化的热塑性焊接过程。几乎适用于所有的或大或小的热塑性制件。特别 适合焊接较软的半结晶热塑性塑料如pe或pp。由于不同的模具表面温度 能名适用于两种不同的热塑性材料,此工艺最适于焊接不同的材料。热板 焊接可达到很高的焊接强度。但此工艺的周期可能相对长,小制件需15s, 而很大的制件需几分钟。 2.热
CAPP中焊接工时及焊料定额计算相关
文辑推荐
知识推荐
百科推荐


职位:园建主办施工员
擅长专业:土建 安装 装饰 市政 园林


